Навигация
Применение непокрытых твердых сплавов
39053
знака
0
таблиц
0
изображений
2.4 Применение непокрытых твердых сплавов
Раннее, твердосплавные концы, использованные как режущие инструменты, всегда паялись на стальные несущие элементы. Медные припои обычно использовались, вместе с содержащими никель реакционными припоями , которые имели лучшее температурное сопротивление. В настоящее время, вкладыши из твердых сплавов главным образом используются в форме индексируемых вкладышей , установленных механически на резцедержатель (рис. 17-13). Исключение к этому - малогабаритные вкладыши, например концы для дрелей или буров - расширителей. Благодаря ихней симметрической форме (окружность, треугольная, квадратный, ромбический и т.д.), только режущая кромка потерпела неудачу, вкладыши могут быть повернуты на 180 так, чтобы они могли использоваться, пока все грани не были изношены. Нет надобности на восстановление резцедержателя, пользователя выигрывает от наличия короткого времени изменения инструмента; также возможно заменить вкладыши автоматически от магазина в резцедержателе. Другое преимущество использования индексированных вкладышей - отсутствие любых напряжений спаивания, которые всегда воздействуют стойкость инструмента негативно. В зависимости от класса допуска, изготовители гарантируют вариации размера вкладыша ниже от 0.13 до 0.013 мм.
Режущая поверхность вкладыша имеет сложный рельеф. Это оптимизировано моделированием компьютера, и служит, чтобы оптимизировать обработку на станке и обломку чипа в течение резания. Это также увеличивает произврдительность и срок службы инструмента. Нет необходимости выполнять последовательный размол.
Основная группа твердых сплавов, использована для обработки материалов с коротким чипом (основная группа применения , K) – прямые твердые сплавы WC-Со с содержанием кобальта от 3 до 11 веса - % (таблицы 17-3). Крупность частиц фазы WC - 0.5 до 5мкм. Мелкозернистые типы (средняя крупность частиц < приблизительно 1 мкм) главным образом используются для высококачественной обработки на станке. Малые прибавления других карбидов (TaC, VC) стремятся запрещать перекристаллизацию фазы WC в течение спекания (измельчение зерна). Микро-зернистые твердые сплавы с размером частиц до 1 мкм, характеризуются даже более высокой твердостью при комнатной температуры. Очень равномерное распределение Со фазы и устранение дефектов ГИП-ом или способом ГИП-спеканием означает, что высокая прочность может также быть достигнута (рис. 17-14). Поскольку эти материалы имеют только низкую теплопрочность (секция 2.2), они могут использоваться только при низких скоростях резания. Благодаря их высокой износостойкости и прочности, микро-зернистые твердые сплавы, используются для обработки на станке сплавов АL-Si, для выравнивания вальцов литейного чугуна [8], обработки древесины, и дрелей для композиционных материалов (монтажные платы).
Материалы с длинным чипом (основная группа применения P, большинство конструкционных, и отпущенных сталей) - обработанные на станке с использованием твердых сплавов основанных на WC-TiC-TaC-Co (таблицы 17-3). Тантал всегда содержит ниобий - элемент трампа, в размерах до 30 % (отнесенный к танталу); однако, это не имеет никакого неблагоприятного влияния. Тантал может также быть заменен гафнием без потери в качестве твердого сплава. Твердые сплавы группы P 25 особенно рекомендуются для размола, потому что они имеют более высокое содержание карбида тантала (секция 2.2).
Главная группа М. главным образом предназначена для работы с высоколегированными сталями и цветными металлами, которые не могут легко быть обработаны на станке. Кроме того, эта группа занимает положение между K и группами P из-за его более низкого содержания ТiC. По этой причине, уместные типы названы универсальным твердыми сплавами и соответствуют для обработки обоих, материалов и с долгим и с коротким чипом. Однако, это преимущество достигнуто за счет исполнения. Такие качества названы многодиапазонным твердыми сплавами. Изготовители рекомендуют их для использования в двух или больше группах (например. P 10 к P 30) после того, как их твердость и прочность на изгиб была улучшена.
Кроме них, твердые сплавы карбонитрида титана, часто со сложными композициями системы (Ti, Mo, W) (C, N) - (Ni, Cо, Al), утвердились в области режущих материалов для высококачественной обработки на станке сталей и литья с высокими скоростями резания [9].
Значительное соотношение произведенных твердых сплавов используется для приложений без обработки на станке. Эти действия часто вовлекают компоненты с крупными размерами, которые используются преимущественно для многомерных вкладышей, (вращающиеся цилиндры, штампы). В почти всех этих случаях, WC-Со твердые сплавы (таблицы 17-4) используются (Специальные события обсуждены в секции 2.6.).
Где абразивный износ преобладает по воздействию, сплавы ниже - в кобальте, предпочтены (они были уже упомянуты для прикладных пределов K01 к K 20). Примеры - сопла пескоструйной очистки или шары размола также как и выравнивания для заводов, мешалок, или других механизмов с перемещением абразивного запаса. Другое большое приложение было штифты автомобильных шин. Они были развиты, чтобы гарантировать безопасное движение по льду и снегу, но больше не позволяются в большинстве стран. Дальнейшие приложения включают седла клапана, герметизаторы скольжения, управляющие и направляющие втулки, и измерительные приборы. Другая область использования, которая была важна с начала - штампы для волочения проводов и валов. Увеличенное сопротивление напору, износостойкость и очень низкая шероховатость поверхности в апертуре штампа требуются для тонкого волочения. Для этого приложения твердых сплавов с более низким содержанием металла соединительной детали (= 2.5 вес- %) и малое зерно карбида используется. Для волочения валов и профилей, однако, более грубые твердые сплавы рекомендуемы. Это потому, что груз в течение начальной пробивки силы деформации - намного выше чем в течение тонкого волочения.
Прессующие штампы (секция 5.2.1.1), резцы, холодно - ковочные штампы, тепло - ковочные штампы и кузнечные инструменты подвержены ношению также механических нагрузок (давление и воздействие).
Более высокие затраты материала и обработки выравнивают использование твердых сплавов, если по крайней мере 10 раз ресурс достигнут по сравнению с инструментальными средствами, сделанными из инструментальной стали (выраженный как потеря вес или число единиц перед заменой инструмента). Эта величина часто превышается; для холодо - ковочных штампов в винтовой промышленности, например, приводится усовершенствования срока службы от 20:1 до 100:1 . Здесь, твердые сплавы с высокой вязкостью разрушения используются с содержанием металла соединительной детали до 30 %, и WC с размером зерна 10 мкм. Вообще, при использовании твердых сплавов (даже "жесткие" типы), должен быть принят факт, что, хотя они имеют высокие сопротивления давлению (от 3500 до 6200 MПa), они могут ломаться преждевременно под растягивающим напряжением, благодаря интенсификации напряжения случайных дефектов (поры, вложения). По этой причине, все инструментальные средства, подчиненные к высоким нагрузкам (штампы, волоки) должны быть сокращены в стальную подштамповую подушку или спрессованы в коническому месту таким способом, что результирующее предварительное напряжение твердого сплава дает компенсацию за растягивающее напряжение в течение его использования. Это применено особенно к высоконапорным инструментальным инструментам, использованных на алмазном синтезе. На них используются рабочие давление больше чем 5 ГПa , и предварительное напряжение создано ступенчато, от внешней стороны в, рядом стальных колец.
Твердые сплавы - также широко используются в сверлении отверстия, для горнодобывающих руд и угольных шахт, для предварительной работы обработки и для получения и горной породы. В зависимости от функции инструмента, например для поворота или перфоратор, различные типы WC-Со доступны; этот участок главным образом - между 6 и весом - % Со и WC с размером зерен до 10мкм.
Специальные приложения также вовлекают использование специальных порошков WC с размером зерна до 20мкм , полученных при очень высоких температурах синтеза. На них, твердые сплавы рекомендуется, чье содержание металла соединительной детали уменьшается ближе к поверхности (градуируемые структуры). Это для того чтобы достичь комбинации заданной прочности сердцевины инструмента и высокой износостойкости на поверхности. Кроме качества твердых сплавов, геометрическое строение индивидуальных вкладышей (иногда больше чем 100 на 1 режущую головку), их расположение относительно режущей головки, и методики спаивания, использованной также имеют значительное воздействие на работоспособности. Работоспособность таких инструментов превышена только инструментами, включающими алмазы. Спеченные поликристаллические алмазные вкладыши все более и более используются в этом направлении (секция 4)..
Производство горячо – изостатически срессованных компонентов твердых сплавов имело значительное воздействие на использовании твердых сплавов для динамической нагрузки. Как показывает уравнение (6), даже малое увеличение в изгибающемся сопротивлении разрыву дает значительно более длинный срок службы при циклическом нагружении. Использование вращающихся цилиндров твердых сплавов в металлическом листе, проводе, и тонком калибровочном вращении, приводит к срокам службы, которые превышают такие нормальных вращающихся цилиндров в соответствии на 1 или 2 порядка величины. Кроме того, превосходное качество поверхностной полировки вращающихся цилиндров твердых сплавов перенесено на прокатный материал. Это спасает при последовательной обработке. С тех пор когда сокращается монтаж, что причинило растягивающие напряжения в теле твердого сплава, роликовое кольцо (пустотный цилиндр из твердого сплава) или склеивается на стальную ось, или заперто в это посредством поперечно закрепленных шпилек.
2.5 Покрытие твердых сплавов
Покрытие означает приложение тонкого слоя твердого материала на спеченный твердый сплав (рис. 17-15) с целью дальнейшим улучшением износостойкости [13]. Привилегированный процесс – осаждение термическим разложением реактивной газовой смеси, обычно называется процесс ХОПФ (химическое осаждение паровой фазы). Слой ТiC формируется в температурах между 900 и 12000 C, в соответствии с уравнением реакции
TiCl4 4+ CxHy = ТiC + 4 HCl + CmHn (7)
Где CxHy - углеводород (Бензол, гептан и т.д.) и CmHn - его продукты реакции; другие промежуточные продукты, должны быть приняты во внимание при вычислении изменяющегося при колебаниях температуры равновесия. Осаждение происходит под условиями, в которых декорбюдированные области твердого сплава около поверхности избегают любой ценой. Это потому, что они иначе формировались бы ![]() фазу (W3Co3C), интерметалический слой, который значительно уменьшает сопротивление разрыву на изгиб..
фазу (W3Co3C), интерметалический слой, который значительно уменьшает сопротивление разрыву на изгиб..
Покрытие происходит в реакторе, в котором вкладыши лежат на пластинах или отсутствуют.
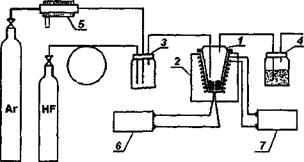
Реакционная камера нагрета нагревающимся "колоколом", который помещен по всему реактору (горячий стенной реактор) (рис. 17-16), или внутренним (графитовым) нагревательным элементом (холодно-стенной реактор). Соответствующее введение газа или нагрузка позволяет однородное покрытие компонентов твердых сплавов.
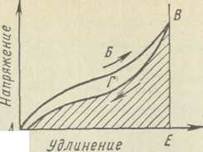
Прочность твердых сплавов значительно зависимо от покрытия (рис. 17-17). Под растягивающим напряжением, трещины от напряжения формируются в тонком ломком слое, который является только несколько мкм толщиной; эти трещины - в прямом угле к поверхности и имеют тот же самый эффект как и пазы. Они причиняют разрушение, взаимодействуя с дефектами в основании твердых сплавов. Толщины слоя общего коммерческого резца составляют обычно от 5 до 15 мкм; более тонкие слои (3 мкм) рекомендуются для фрез. Слои вышеупомянутой толщины увеличивают срок службы твердых сплавов в два - или в три раза ; альтернативно, скорости резания могут быть значительно увеличены при поддержании того же самого ресурса забойщика. Очень поразительно, что протяженность износа поперек режущей поверхности замедляется даже, когда стружка долго прорвалась через твердый материальный слой. Плакированные вкладыши используются исключительно для приложений обработки на станке.
Похожие работы
... , водостойкость удовлетворительная. Более теплостоек клей ВС-10Т, который отличается высокими характеристиками длительной прочности, выносливости и термостабильности при склеивании металлов и теплостойких неметаллических материалов. Фенолокремнийорганические клеи содержат в качестве наполнителей асбест, алюминиевый порошок и др. Клеи являются термостойкими, они устойчивы к воде и тропическому ...
... раствора K4[Fe(CN)6]. Появление красно-бурого осадка свидетельствует о наличии урана в навеске руды. В отчете о выполнении качественного определения урана представить все реакции по ходу работы, в которых участвует уран. определение тория Реактивы: 1) серная кислота, концентрированная; 2) соляная кислота, концентрированная; 3) аммония фторид, кристаллический; ...
... при изучении синтеза новых материалов и процессов ионного транспорта в них. В чистом виде такие закономерности наиболее четко прослеживаются при исследовании монокристаллических твердых электролитов. В то же время при использовании твердых электролитов в качестве рабочих сред функциональных элементов необходимо учитывать, что нужны материалы заданного вида и формы, например в виде плотной керамики ...
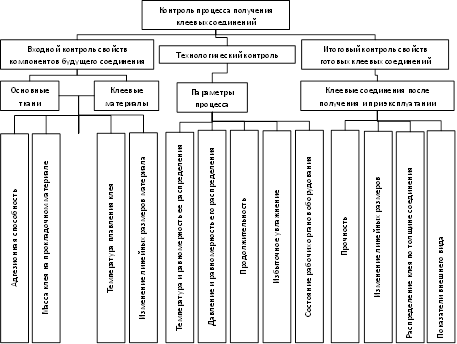
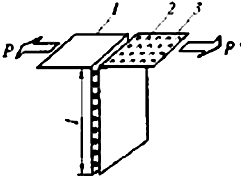
... обеспечению развития экономики, а с другой - осуществлению гарантий прав человека в сфере труда. В лаборатории производятся исследования зависимости прочности клеевых соединений от технологических параметров склеивания при изготовлении верхней одежды. При исследовании используются электромеханическое оборудование. По степени опасности поражения людей электрическим током в окружающей среде, ...
0 комментариев