Литературный обзор и результаты патентного поиска
Заготовительные операции
Выбор и обоснование сварочных материалов
Выбор и обоснование сварочного оборудования
Разработка принципиальной схемы приспособлений
Расчет усилий прижатия и конструктивных параметров
Разработка, описание методов контроля качества сварных соединений и организация технического контроля
В сварочных цехах должна применяться система общего или комбинированного освещения
Навигация
Литературный обзор и результаты патентного поиска
Технологии заготовки, сборки и сварки гнезда для отливки шпал на Могилевском автозаводе
57331
знак
5
таблиц
2
изображения
1.3 Литературный обзор и результаты патентного поиска
В ходе литературного обзора и патентного поиска были рассмотрены и сравнены сварочные полуавтоматы четырех поколений.
К первому поколению относятся обычный сварочные полуавтоматы, с неинверторным источником питания, которые используются на многих отечественных предприятиях. В качестве образца был взят аппарат КИУ 1201 от Каховского завода электросварочного оборудования.
К аппаратом второго поколения относятся полуавтоматы с обычным инверторным источником питания, отличающиеся своей компактностью и относительно невысокой стоимостью. За образец взят аппарат Kempact MIG 2530 производства фирмы Kemppi (Финляндия).
Аппараты третьего поколения отличаются возможностью синергетического управления сварочным процессом, наличием большого количества сварочных программ и возможностью программирования режимов. Из этого поколения был взят финский аппарат Pro Evoluthion 5200 с проволкоподающим механизмом Propmig 501.
К последнему четвертому поколению относятся аппараты, способные управлять эпюрой сварочного тока, оснащенные технологией STT – перенос металла за счет сил поверхностного натяжения (см. рисунок 1). Это уникальные аппараты, позволяющие полностью стабилизировать сварочный процесс и горение дуги за счет подачи импульсов в очень короткий промежуток времени. за образец взят аппарат немецкой фирмы Lincoln – Power Wave 4555/STT.
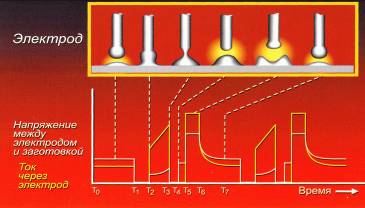
Рисунок 1: Процесс STT
При сравнению были учтены преимущества и недостатки каждого аппарата. В результате был выбран сварочный аппарат Kempact MIG 2530, имеющий оптимальное соотношение качества и цены и обладающий всеми необходимыми функциям для осуществления процесса сварки, отвечающий самым современным требованиям.
1.4 Направление совершенствования технологического процесса по
сравнению с существующим вариантом
Для усовершенствования конструкции сборки и процесса сварки предлагается вариант замены винтовых прижимов на пневмокамеры, а так же замену СО2 на смесь Ar.
Защитным газом является Аr взамен сварки в СО2. Эта сварка обеспечивает достаточно высокое качество швов. За счёт уменьшения сил поверхностного натяжения расплавленного металла под действием кислорода стабилизируется процесс переноса металла, уменьшается разбрызгивание, улучшается внешний вид и формирование шва. По сравнению со сваркой в СО2 сварка в аргоне увеличивается предел выносливости при работе на переменных нагрузках. Возрастает также технологическая прочность шва, уменьшается склонность к образованию кристаллизационных и холодных трещин.
С учётом зачистки швов, горелок, производительности процесса сварка в Аr оказывается дешевле сварки в СО2.
Преимущества применения газовых сварочных смесей на основе Ar по сравнению с СО2:
1) увеличение количества наплавленного металла за единицу времени, а также снижение потерь электродного металла на разбрызгивание;
2) снижение количества прилипания брызг (набрызгивания) в районе сварного соединения и как следствие уменьшение до 95% трудоемкости по их удалению;
3) повышение плотности и пластичности металла шва;
4) повышение стойкости металла шва против образования горячих трещин (критическая скорость деформации при СО2 - 22,5 мм/мин, при сварке в Ar составляет 27,1 мм/мин);
5) повышение циклической прочности сварного соединения;
6) процесс сварки стабилен даже при некоторой неравномерности подачи сварочной проволоки, а также наличия на ее поверхности следов технологической смазки и ржавчины;
По результатам анализа заводского технологического процесса можно сделать выводы, что внесённые изменения позволят усовершенствовать изделие с точки зрения техники безопасности, использование пневмокамер в приспособлении и Arпозволит уменьшить трудоёмкость и стоимость сборочных операций.
1.5 Обоснование выбора материала изделия
В данном курсовом проекте используется Ст.3. Она относится к низкоуглеродистым сталям- одной из наиболее многочисленных группе сталей. Основным легирующим элементом является углерод, его содержание не превышает 0,25 %. Дополнительно в сталь вводятся кремний и марганец для лучшего раскисления и распределения вредных примесей (серы и фосфора) в процессе выплавки. Их количество незначительно (Кремний не более 0,4%, марганец не более 0,7%), поэтому их не считают легирующими элементами.
Теплофизические свойства:
-удельное электросопротивление при 0 оС
r= 76 мкОм×см,
- коэффициент теплопроводности при 20 оС
l=0,055 кВт/(мк),
- коэффициент температуропроводности при 20 оС
a= 0,087 см2/к,
-удельная теплоемкость при 20 оС
Ср = 0,48 кДж/(кг×К),
- температура плавления
Тпл= 1530 оС.
Химические свойства стали Ст. 3 представлены в таблице 1.5.1
Таблица 1.5.1- Химический состав стали Ст. 3
| Химический элемент | Содержание, % |
| С | 0,14- 0,22 |
| Si | 0,05- 0,17 |
| Mn | 0,4- 0,65 |
| Cr | 0,3, не более |
| S | 0,05, не более |
| P | 0,04, не более |
| Cu | 0,3, не более |
| Ni | 0,3, не более |
| As | 0,08, не более |
Данная сталь является низкоуглеродистой, сваривается без ограничений, ферритно-перлитная структура обеспечивает высокую стойкость против трещин и хорошее качество сварных соединений. Используемая сталь наиболее распространена в машиностроении и является доступной по цене. Поэтому целесообразность использования этого материала очевидна.
0 комментариев