Навигация
Керметы на основе карбида титана
28943
знака
0
таблиц
6
изображений
1.6 Керметы на основе карбида титана
Карбид титана обладает высокой окалиностойкостью, низкой плотностью, хорошо смачивается переходными металлами, менее дефицитен, чем карбид вольфрама, широко используемый при изготовлении традиционных твердых сплавов. Известны керметы на основе карбида титана, пропитанного углеродистыми, легированными, инструментальными и коррозионностойкими сталями, жаропрочными никелевыми сплавами, стеллитами.
Пропитывающие сплавы смачивают карбид титана, а многие компоненты, входящие в их состав, активно взаимодействуют с ним при повышенных температурах. Так, хром, являясь сильным карбидообразующим элементом, образует карбид хрома, из которого формируются мостики между зернами карбида титана, снижающие пластичность и вязкость кермета. Аналогичное влияние оказывает алюминий, который в процессе пропитки образует с никелем хрупкие алюминиды, располагающиеся в виде перемычек между зернами карбида и охрупчивающие кермет.
Глава 2. Твердые металлокерамические сплавы
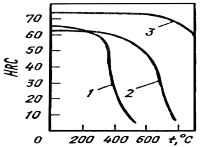
В настоящее время для производства режущих инструментов широко используются твердые сплавы. Они состоят из карбидов вольфрама, титана, тантала, сцементированных небольшим количеством кобальта. Карбиды вольфрама, титана и тантала обладают высокой твердостью, износостойкостью и теплостойкостью. Инструменты, оснащенные твердым сплавом, хорошо сопротивляются истиранию сходящей стружкой и материалом заготовки и не теряют своих -режущих свойств при температуре нагрева до 750—1100* С.
Недостатком твердых сплавов, по сравнению с быстрорежущей сталью, является их повышенная хрупкость, которая возрастает с уменьшением содержания кобальта в сплаве. Скорости резания инструментами, оснащенными твердыми сплавами, в 3—4 раза превосходят скорости резания инструментами из быстрорежущей стали. Твердосплавные инструменты пригодны для обработки закаленных сталей и таких неметаллических материалов, как стекло, фарфор и т. п.
Производство металлокерамических твердых сплавов относится к области порошковой металлургии. Порошки карбидов смешиваются с порошком кобальта. Из этой смеси прессуются изделия требуемой формы и затем подвергаются спеканию при температуре, близкой к температуре плавления кобальта. Таким путем изготовляются пластинки твердого сплава различных размеров и форм, которыми оснащаются резцы, фрезы, сверла, зенкеры, развертки и др.
Пластинки твердого сплава крепятся к державке или корпусу напайкой или механически при помощи винтов и прижимов. Наряду с этим в машиностроительной промышленности применяются мелкоразмерные, монолитные твердосплавные инструменты, состоящие из твердых сплавов. Они изготовляются из пластифицированных заготовок. В качестве пластификатора в порошок твердого сплава вводят парафин до 7—9%. Из пластифицированных сплавов прессуются простые по форме заготовки, которые легко обрабатываются обычным режущим инструментом. После механической обработки заготовки спекаются, а затем шлифуются и затачиваются.
Из пластифицированного сплава заготовки монолитных инструментов могут быть получены путем мундштучного прессования. В этом случае спрессованные твердосплавные брикеты помещаготся в специальный контейнер с твердосплавным профилированным мундштуком. При продавливании через отверстие мундштука изделие принимает требуемую форму и подвергается спеканию. По такой технологии изготовляются мелкие сверла, зенкеры, развертки и т. п.
Монолитный твердосплавный инструмент может также изготовляться из окончательно спеченных твердосплавных цилиндрических заготовок с последующим вышлифовыванием профиля алмазными кругами.
В зависимости от химического состава металлокерамические твердые сплавы, применяемые для производства режущего инструмента, разделяются на три основные группы.
Сплавы первой группы изготовляются на основе карбидов вольфрама и кобальта. Они носят название вольфрамо-кобальтовых. Это сплавы группы ВК. Ко второй группе относятся сплавы, получаемые на основе карбидов вольфрама и титана и связующего металла кобальта. Это двухкарбидные титановольфрамокобальтовые сплавы группы ТК
Третья группа сплавов состоит из карбидов вольфрама, титана, тантала и кобальта. Это трехкарбидпые титанотанталовольфрамокобальтовые сплавы группы ТТК.
К однокарбидиым сплавам группы ВК относятся сплавы: ВК2, ВКЗ, ВК4, ВК6, ВК8, ВК10, ВК15. Эти сплавы состоят из зерен карбида вольфрама, сцементированных кобальтом. В марке сплавов цифра показывает процентное содержание кобальта. Например, сплав ВК8 содержит в своем составе 92% карбида вольфрама и 8% кобальта.
При выборе марки твердого сплава учитывают содержание кобальта, которое предопределяет его прочность. Из сплавов группы ВК сплавы ВК15, ВК10, ВК8 являются наиболее вязкими и прочными, хорошо противостоят ударам и вибрациям, а сплавы ВК2, ВК3 обладают наиболее высокой износостойкостью и твердостью при малой вязкости, слабо сопротивляются ударам и вибрациям. Сплав ВК8 применяется для черновой обработки при неравномерном сечении среза и прерывистом резании, а сплав ВК2 — для чистовой отделочной обработки при непрерывном резании с равномерным сечением среза. Для получистовых работ и черновой обработки с относительно равномерным сечением срезаемого слоя применяются сплавы ВК4, ВК6. Сплавы ВК10 и ВК15 находят применение при обработке резанием специальных труднообрабатываемых сталей.
Режущие свойства и качество твердосплавного инструмента определяются не только химическим составом сплава, но и его структурой, т. е. величиной зерна. С увеличением размера зерен карбида вольфрама прочность сплава возрастает, а износостойкость уменьшается и наоборот.
В зависимости от размеров зерен карбидной фазы сплавы могут быть мелкозернистые, у которых не менее 50% зерен карбидных фаз имеет размер порядка 1 мкм, среднезернистые — с величиной зерна 1—2 мкм к крупнозернистые, у которых размер зерен колеблется от 2 до 5 мкм.
Для обозначения мелкозернистой структуры в конце марки сплава ставится буква М, а для крупнозернистой структуры — буква В.
Твердосплавные пластинки одного и того же химического состава, в зависимости от технологии их изготовления, могут иметь различную структуру. Например, вольфрамокобальтовый сплав ВК6, состоящий из 94% карбида вольфрама и 6 % кобальта, изготовляется трех модификаций: со среднезернистой структурой — ВК6, с мелкозернистой структурой — ВК6М и крупнозернис¬той структурой — ВК6В.
Крупнозернистые сплавы, в частности сплав ВК8В, применяют при резании с ударами для черновой обработки жаропрочных и нержавеющих сталей с большими сечениями среза. Мелкозернистые сплавы, такие как сплав ВК6М, используют для чистовой обработки при тонких сечениях среза стальных, чугунных, пластмассовых и других деталей. Из пластифицированных заготовок мелкозернистых сплавов ВК6М, ВК10М, ВК15М получают цельные инструменты. Крупнозернистые сплавы ВК4В, ВК8В, более прочные, чем обычные сплавы, применяют при обработке труднообрабатываемых сталей и сплавов.
При обработке сталей инструментами, оснащенными вольфрамокобальтовыми сплавами, в особенности при повышенных скоростях резания, происходит быстрое образование лунки на передней поверхности, приводящее к выкрашиванию режущей кромки и сравнительно быстрому износу инструмента. Для обработки стальных заготовок применяют более износостойкие твердые сплавы группы ТК. Сплавы группы ТК (Т30К4, Т15К6, Т14К8, Т5К10, Т5К12Б) состоят из зерен твердого раствора карбида вольфрама в карбиде титана и избыточных зерен карбида вольфрама, сцементированных кобальтом. В марке сплава цифра после буквы К показывает процентное содержание кобальта, а после буквы Т — процентное содержание карбидов титана. Так, сплав Т30К4 содержит 4% кобальта, 30% карбидов титана и остальное — карбиды вольфрама. Буква В в конце марки обозначает, что сплав имеет крупнозернистую структуру. Сплавы Т5К12В и Т5К10 являются наиболее вязкими и прочными и наименее красностойкими. Поэтому сплав Т5К12В рекомендуется применять при работе с ударными нагрузками для обтачивания стальных поковок и отливок по корке, а сплав Т5К10— для чернового точения при неравномерном сечении среза и прерывистом резании. Сплав Т30К4, содержащий большой процент карбидов титана, характеризуется высокой красностойкостью и износостойкостью, но является наименее прочным и вязким. Поэтому его применяют для чистового точения при непрерывном резании с малыми сечениями среза. Для обработки сталей наиболее применим сплав Т15К6, сочетающий достаточно высокую красностойкость и износостойкость с удовлетворительной прочностью. Сплавы группы ТТК состоят из зерен твердого раствора карбида титана, карбида тантала, карбида вольфрама и избыточных зерен карбида вольфрама, сцементированных кобальтом.
К сплавам группы ТТК относятся ТТ7К12, ТТ10К8Б. Сплав ТТ7К12 содержит 12% кобальта, 3% карбида тантала, 4% карбида титана и 81% карбида вольфрама. Введение в состав сплава карбидов тантала значительно повышает его прочность, но снижает красностойкость. Сплав ТТ7К12 рекомендуется для тяжелых условий при обточке по корке и работе с ударами, а также для обработки специальных легированных сталей. С целью экономии дефицитного вольфрама разрабатываются безвольфрамовые металлокерамические твердые сплавы на основе карбидов, а также карбидонитридов переходных металлов, в первую очередь, титана, ванадия, ниобия, тантала. Эти сплавы изготовляются на никелемолибденовой связке. Полученные твердые сплавы на основе карбидов титана с содержанием 12—19% никеле-молибденовой связки по своим характеристикам примерно равноценны стандартным сплавам группы ТК.
Одним из путей повышения эксплуатационных характеристик стандартных твердых сплавов группы ВК является нанесение покрытий из карбида титана на режущую часть. В этом случае на неперетачиваемые пластины из твердых сплавов наносится слой покрытия толщиной 0,005—0,02 мм. В результате поверхностный слой получает высокую твердость и повышенную износостойкость, что приводит к значительному росту стойкости инструмента.
Глава 3. Примеры извлечения вольфрама из отходов промышленного производства
Похожие работы
... алюминат, что усложняет процесс отделения раствора палладия от носителя из-за объемного осадка гидрооксида алюминия. Технической задачей предложенного способа является максимальное извлечение палладия из отработанных катализаторов на основе оксида алюминия и получение чистого металла. Поставленная задача решается за счет того, что катализатор подвергают четырехэтапной обработке соляной кислотой ...
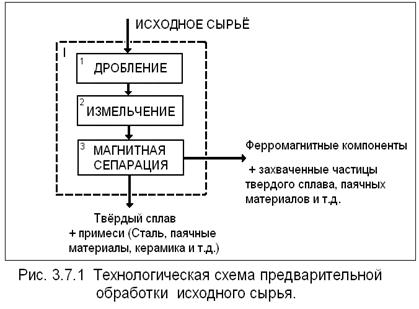


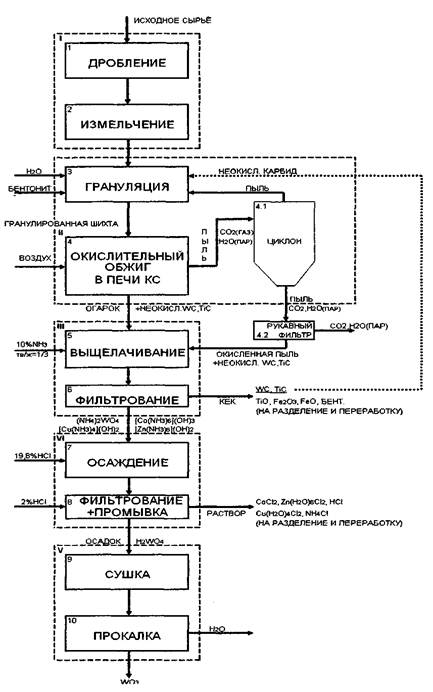
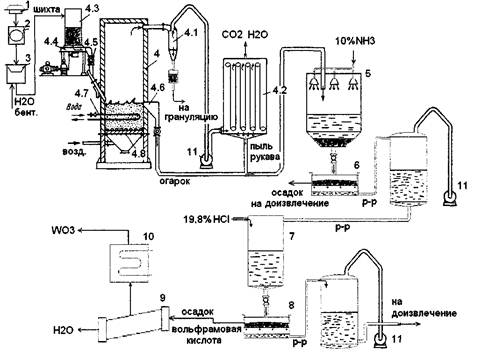
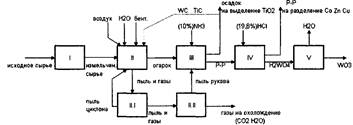
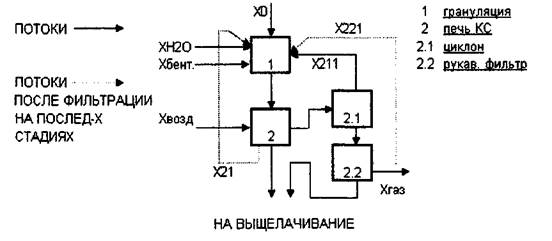
... источник лома твердых сплавов − это отработавшее горнобуровое оборудование и конструкционные детали, а так же отходы и брак при производстве этой продукции. 3.2. Основные способы переработки твёрдых сплавов. 3.2.1. Хлорирование. 1) Подготовленные отходы хлорируют смесью хлора с диоксидом углерода при 850-900°С. Образовавшиеся хлориды вольфрама (WC16), титана (TiCl4) и кобальта ( ...
... других металлов и взаимным влиянием компонентов сплавов на технологические процессы [2]. 3.5.1.Окислительные методы Их можно использовать и для переработки сплавов и кусковых отходов твердых сплавов. Применяемые в настоящее время инструментальные твердые сплавы базируются на карбидах вольфрама, титана и тантала или на смеси указанных соединений с добавлением связующего металла - кобальта. К ...
... C5H12CO, циклогексаноном (СН2)5СО и ацетофеноном СН3СОС6Н5. Экстрагирование молибдена дорганическими веществами с целью его выделения из отходов молибденового производства является наиболее рациональным способом получения молибдена. Глава 2. Свойства молибдена и его соединений Рассмотрим основные физические и химические свойства молибдена, что поможет в дальнейшем объяснить его способы ...
0 комментариев