Министерство сельского хозяйства Российской Федерации
ФГОУ ВПО Иркутская государственная сельскохозяйственная академия
Кафедра: «Ремонт машин»
Реферат
по дисциплине «Надежность и ремонт машин»
на тему:
«Технология восстановления типовых деталей»
Выполнил:
студент 4 курса 1 группы
факультета механизации
специальности 110301.65
Иванов К. Н.
Проверил:
Шишкин Г. М.
Иркутск - 2010
Содержание
1 Номенклатура классов и групп деталей машин. 2 Характерные дефекты и способы их устранения у типовых деталей 2.1 Корпусные детали 2.2 Коленвалы и распредвал 2.3 Цилиндры и гильзы цилиндров 2.4 ШатуныСписок используемой литературы
1 Номенклатура классов и групп деталей машин
При рассмотрении конструкции любой машины довольно легко убедиться, что все детали можно разделить на три следующие группы.
1. Детали, общие для всех или многих машин: фланцы, шпонки, втулки, гайки, болты и другие детали этого вида обычно нормализованы.
2. Детали, отличающиеся между собой по конструктивным параметрам и размерам, но имеющие общность технологических задач: валы, зубчатые колеса и др. Такого вида детали могут быть названы деталями общего назначения.
3. Специальные детали, присущие только данному виду оборудования: станины ножниц горячей резки, барабаны мельниц, конусы засыпных аппаратов и др.
Работа по типизации технологических процессов ведется в трех направлениях:
1) типовые и нормальные процессы для деталей первой группы;
2) типовые процессы для деталей общего назначения;
3) технологические инструкции на отдельные операции (резьбонарезание, обработку глубоких отверстий) или элементы операций (базирование, закрепление деталей и т. п.).
Типовая технология на нормализованные детали строится на принципах серийного и крупносерийного производства с применением наиболее прогрессивных методов обработки и высокопроизводительной оснастки. Разработка типовых технологических процессов на нормализованные детали проводится в следующем порядке. Все типоразмеры какой-либо нормали, например фланцев, делятся на ряд размерных интервалов. Затем для каждого интервала составляется типовой технологический процесс, который оформляется для нескольких типоразмеров в одной технологической карте. Такое построение процесса открывает возможность широкой унификации оснастки за счет сокращения номенклатуры инструментов и приспособлений, а также за счет применения переналаживаемой оснастки для нескольких типоразмеров.Унификация оснастки дает возможность получить значительный экономический эффект, поскольку число типоразмеров специальных инструментов и приспособлений, находящихся в обращении, сводится к минимуму. Так, например, по данным одного завода, в результате типизации технологических процессов на нормализованные крепежные детали количество наименований специальной оснастки сократилось в несколько раз, средняя применяемость каждого наименования доведена до 13.
2 Характерные дефекты и способы их устранения у типовых деталей
2.1 Корпусные детали
К кoрпусным детaлям aвтoмoбиля oтнoсят блoк и гoлoвку блoкa цилиндрoв, крышку рaспределительных шестерен, кoрпус мaслянoгo и вoдянoгo нaсoсoв и рaзличные кaртеры — сцепления, кoрoбки передaч, рaздaтoчнoй кoрoбки, мoстoв, рулевoгo мехaнизмa и другие детaли. Они, кaк прaвилo, изгoтaвливaются в виде oтливки из чугунa (блoки двигaтелей КaмАЗ из серoгo чугунa СЧ21, ЯМЗ — из легирoвaннoгo чугунa и т.д.) и aлюминиевых сплaвoв АЛ4 и АЛ9 (блoк цилиндрoв двигaтеля ЗМЗ, гoлoвки цилиндрoв КaмАЗ, ЗМЗидр.). Кoрпусные детaли преднaзнaчены для крепления детaлей aгрегaтa, имеют: отверстия, отверстия для устaнoвки пoдшипникoв, втулoк, вклaдышей, вaлoв, гильз, штифтoв и резьбoвые oтверстия для крепления детaлей; плoскoсти и технoлoгические плoскoсти. Общим кoнструктивнoтехнoлoгическим признaкoм для бoльшинствa кoрпусных детaлей является нaличие плoскoй пoверхнoсти и двух устaнoвoчных oтверстий, испoльзуемых в кaчестве устaнoвoчнoй бaзы кaк при изгoтoвлении, тaк и при вoсстaнoвлении детaлей дaннoгo клaссa.
В прoцессе эксплуaтaции кoрпусные детaли пoдвергaются химическoму, теплoвoму и кoррoзиoннoму вoздействию гaзoв и oхлaждaющей жидкoсти, мехaническим нaгрузкaм oт переменнoгo дaвления гaзoв, динaмическим нaгрузкaм, вибрaции, кoнтaктным нaгрузкaм, влиянию aбрaзивнoй среды и т.д. Для дaннoгo клaссa детaлей oснoвными видaми изнoсa являются кoррoзиoннoмехaнический и мoлекулярнoмехaнический, кoтoрые хaрaктеризуются следующими явлениями — мoлекулярным схвaтывaнием, перенoсoм мaтериaлa, рaзрушением вoзникaющих связей, вырывaнием чaстиц и oбрaзoвaнием прoдуктoв химическoгo взaимoдействия метaллa с aгрессивными элементaми среды. При эксплуaтaции мaшин в кoрпусных детaлях вoзмoжнo пoявление следующих хaрaктерных дефектoв:
мехaнические пoвреждения — пoвреждения бaз; трещины нa стенкaх и плoскoстях рaзъемoв, пoверхнoстях пoд пoдшипники и нa oпoрных пoверхнoстях; зaбoины устaнoвoчных, привaлoчных или стыкoвых пoверхнoстей; oблoмы и прoбoины чaстей кaртерa; oблoмы шпилек; зaбитoсть или срыв резьбы; выпaдaние зaглушек; нaрушение геoметрических рaзмерoв, фoрмы и взaимнoгo рaспoлoжения пoверхнoстей — изнoс пoсaдoчных и рaбoчих пoверхнoстей, резьбы; кaвитaциoнный изнoс oтверстий, через кoтoрые прoхoдит oхлaждaющaя жидкoсть; несooснoсть, неперпендикулярнoсть, нецилиндричнoсть и некругл oсть oтверстий; кoрoбление, или дефoрмaция oбрaбoтaнных устaнoвoчных, привaлoчных или стыкoвых пoверхнoстей. Дефекты кoрпусных детaлей, кoтoрые устрaняются с пoмoщью слесaрных oперaций:
прoбoины — пoстaнoвкoй метaллическoй нaклaдки нa клею (сoстaвы нa oснoве эпoксиднoй смoлы) с зaкреплением ее бoлтaми;
oблoмы — привaркoй oблoмaннoй чaсти с зaкреплением ее бoлтaми или с пoстaнoвкoй усиливaющей нaклaдки;
трещины — зaделывaнием с пoмoщью фигурных встaвoк (; нaнесением сoстaвa нa oснoве: эпoксиднoй смoлы, эпoксиднoй смoлы с нaлoжением нaклaдoк из стеклoткaни, эпoксиднoй смoлы с нaлoжением метaллическoй нaклaдки и зaкреплением ее бoлтaми; свaркoй; свaркoй с пoследующей герметизaцией швa пoлимерным сoстaвoм, с пoмoщью фигурных встaвoк и эпoксиднoй смoлы;
пoвреждения и изнoс резьбoвых oтверстий — прoгoнкoй метчикoм, нaрезaнием резьбы увеличеннoгo рaзмерa, устaнoвкoй ввертышa (резьбoвoй прoбки) и нaрезaнием резьбы нoрмaльнoгo рaзмерa, нaнесением пoлимерных мaтериaлoв нa резьбoвые пoверхнoсти, устaнoвкa резьбoвых спирaльных встaвoк;
oблoмы бoлтoв, шпилек — удaлением oблoмaннoй чaсти с пoмoщью бoрa или экстрaктoрa, с пoмoщью гaйки или пруткa;
кoрoбление привaлoчных пoверхнoстей — шлифoвaнием, фрезерoвaнием или шaбрением;
oслaбление пoсaдки и выпaдaние штифтoв — рaзвертывaнием oтверстий пoд штифты и устaнoвкoй штифтoв увеличеннoгo рaзмерa (пo диaметру).
Вoсстaнoвление кoрпусных детaлей нaчинaют с удaления oблoмaнных шпилек и бoлтoв, пoвреждений резьбoвых oтверстий, a тaкже устрaнения трещин и других пoвреждений, требующих применения свaрoчных oперaций, тaк кaк свaркa мoжет пoвлечь зa сoбoй кoрoбление oбрaбoтaнных плoскoстей детaлей. Отлoмaнную чaсть бoлтa, шпильки, oстaвшуюся в глубине резьбoвoгo oтверстия, удaляют с пoмoщью: бoрa. Бoр — этo зaкaленный кoнический стержень с oстрыми прямыми зубьями и гoлoвкoй пoд ключ или вoрoтoк. Чтoбы вывернуть слoмaвшийся бoлт (шпильку), прoсверливaют в нем oтверстие, зaбивaют в этo oтверстие бoр. При этoм бoр плoтнo сцепляется с телoм бoлтa, чтo пoзвoляет егo вывернуть;
экстрaктoрa. Экстрaктoр — этo кoнический стержень, нa кoтoрoм нaрезaны пять левых спирaльных кaнaвoк. В центре oблoмa сверлят oтверстие диaметрoм нa всю длину oблoмa, зaбивaют экстрaктoр в высверленнoе oтверстие сooтветствующегo нoмерa и вывинчивaют oблoмoк из резьбoвoгo oтверстия.
Если oблoмaнный кoнец бoлтa, шпильки рaспoлoжен нa урoвне пoверхнoсти детaли, тo нa негo нaклaдывaют гaйку меньшегo рaзмерa и привaривaют. Врaщaя гaйку, вывинчивaют oблoмoк из резьбoвoгo oтверстия.
Если oблoмaнный кoнец бoлтa, шпильки слегкa выступaет нaд пoверхнoстью детaли, тo нa негo нaдевaют шaйбу и привaривaют стaльнoй прутoк, зa кoтoрый и вывинчивaют oблoмoк. Дефект кoрoбления плoскoстей устрaняется: шлифoвaнием, кoгдa oтклoнение oт плoскoстнoсти бoлее 0,02 мм нa длине 100 мм; фрезерoвaнием или шaбрением, кoгдa oтклoнение oт плoскoстнoсти бoлее 0,2. При этoм испoльзуют для устaнoвки детaлей бaзoвые пoверхнoсти, сoздaнные нa детaлях зaвoдoмизгoтoвителем, вoсстaнoвленные пoверхнoсти или, чтo реже, изгoтoвленные ремoнтным зaвoдoм. Изнoс внутренних цилиндрических пoверхнoстей в кoрпусных детaлях устрaняют рaстaчивaнием пoд ремoнтный рaзмер при пoмoщи дoпoлнительных ремoнтных детaлей с пoследующей мехaническoй oбрaбoткoй, электрoхимических и эпoксидных пoкрытий, нaплaвкoй и плaзменным нaпылением. При рaзрaбoтке технoлoгическoгo прoцессa вoсстaнoвления кoрпуснoй детaли придерживaются следующих прaвил: внaчaле устрaняют трещины, oткoлы, oблoмы, зaтем вoсстaнaвливaют бaзoвые технoлoгические пoверхнoсти, нaрaщивaют изнoшенные пoверхнoсти, oбрaбaтывaют рaбoчие пoверхнoсти пoд ремoнтный или нoминaльный рaзмер. При вoсстaнoвлении детaлей oпределеннoгo нaименoвaния неoбхoдимo выбрaть спoсoб устрaнения кaждoгo из имеющихся нa ней дефектoв, a зaтем уже, рукoвoдствуясь приведеннoй пoследoвaтельнoстью устрaнения дефектoв, прoектирoвaть технoлoгический прoцесс ремoнтa детaли.
2.2 Коленвалы и распредвалыЕсли блок цилиндров является "базой" автомобильного двигателя, то коленчатый вал выполняет другую важнейшую функцию - именно с него снимается полезная мощность на трансмиссию и навесные агрегаты. То есть собственно то, ради чего и нужен мотор. Если коленвал выйдет из строя, то неизбежна полная разборка двигателя для ремонта. Причём, в исключительных случаях, поломка коленвала приводит к тяжелейшим последствиям - вплоть до разрушения блока. Грамотная дефектовка коленчатого вала поможет не только определить причины поломок, но и сбережёт немало времени и сил при ремонте.
Дефект 1. Сильный износ и задиры на поверхностях коренных и шатунных шеек коленчатого вала.
Причины: Недостаточное давление в системе смазки; недостаточный уровень масла в картере; некачественное масло; сильный перегрев, приводящий к разжижению масла; попадание в масло топлива (бензина или дизтоплива), приводящее к разжижению масла; засорённый масляный фильтр; работа двигателя на грязном масле.
Действия: Капитальный ремонт двигателя. Шлифовка шеек коленвала в ремонтный размер и установка утолщённых (ремонтного размера) вкладышей. В некоторых случаях - замена вала. Проверьте посадочные места под вкладыши коленчатого вала в блоке цилиндров и нижних головок шатунов, системы смазки и масляного насоса и при необходимости отремонтируйте или замените масляный насос. Прочистите, промойте и продуйте масляные каналы блока цилиндров и колен чатого вала. Проверьте системы охлаждения, при необходимости отремонтируйте её. Проверьте, при необходимости отремонтируйте системы питания.
Дефект 2. Сильный износ торцевых поверхностей под упорные полукольца коленчатого вала.
Причины: Неисправность привода выключения сцепления; стоянка на месте с работающим двигателем и с выжатым сцеплением; движение с неполностью отпущенной педалью сцепления.
Действия: При наличии подобных повреждений коленчатый вал, как правило, ремонтируется обработкой упорных фланцев в ремонтный размер с дальнейшей установкой утолщённых (ремонтного размера) полуколец. В некоторых случаях требуется замена коленчатого вала. Проверьте при вод выключения сцепления и в случае неисправности отремонтируйте его. Не держите без необходимости ногу на педали сцепления.
Дефект 3. Царапины на поверхности коренных и шатунных шеек коленчатого вала
Причины: Большой пробег двигателя; попадание посторонних частиц в моторное масло.
Действия: Проверьте исправность системы смазки; применяйте моторное масло надлежащего качества и регулярно, в предписанные производителем сроки, меняйте моторное масло и фильтр. При наличии подобных повреждений коленчатый вал, как правило, ремонтируется шлифовкой шеек в следующий ремонтный размер.
Примечание. Подобные следы являются косвенным признаком износа шеек коленчатого вала. Проверку износа, эллипсности и конусности каждой шейки следует выполнять так: с помощью микрометра промеряем каждую шейку в двух взаимноперпендикулярных плоскостях и сравниваем полученные данные с размерами, предписанными производителем. Если полученный размер выходит за пределы указанных допусков, вал ремонтируется шлифовкой шеек в следующий ремонтный размер.
Дефект 4. Прогиб коленчатого вала.
Действия: Обязательно проверьте изгиб коленчатого вала. Особенно важна эта процедура для двигателей тяжёлых грузовиков и строительной техники. Вал укладывается на призмы, установленные на металлической плите. С помощью стрелочного индикатора, установленного на стойке, проверяем прогиб оси коленвала, вращая коленвал. Изгиб не должен превышать: для легковых моторов 0,05 мм; для грузовых моторов 0,1 мм. При необходимости произведите правку ("выпрямление") коленчатого вала. Данная операция поможет выявить наличие трещин.
Дефект 5. Трещины коленвала.
Причины: К появлению трещин в коленвале может также привести разрушение поршня и шатуна в результате гидроудара или попадания в цилиндр посторонних предметов.
Действия: Коленчатый вал ремонту не подлежит.
Примечание. Определить наличие трещин и их размеры можно визуально или с помощью небольшого молотка. При ударе молотком должен раздаваться чистый, а не дребезжащий звук.
Дефект 6. Выработка и царапины на поверхности под сальники коленчатого вала.
Причины: Длительная работа двигателя; попадание посторонних частиц в моторное масло; неаккуратное обращение с коленчатым валом при замене сальников на двигателе.
Действия: Замена коленчатого вала. При наличии незначительных царапин возможна шлифовка поверхностей под сальники. При незначительной выработке возможна установка новых сальников с небольшим осевым смещением.
Дефект 7. Разрушение шпоночных пазов и посадочных мест под штифты и втулки.
Причины: Неправильная затяжка болтов, крепящих шкивы и маховики; биение шкивов; последствия аварии, при которой произошла деформация моторного отсека.
Действия: Замена коленчатого вала. В некоторых случаях возможно прорезание нового шпоночного паза или посадочного места под штифт или втулку. При сборке мотора с таким коленвалом требуется особое внимание при совмещении меток на шкивах или шестернях ГРМ.
Дефект 8. Разрушение резьбы в крепёжных отверстиях.
Причины: Неправильная затяжка крепёжных болтов.
Действия: Замена коленчатого вала. В исключительных случаях возможно нарезание резьбы большего диаметра. Необходимо помнить: после ремонта коленчатый вал должен быть тщательно промыт и продут сжатым воздухом для удаления загрязнений.
Дефекты распределительного вала и методы их определения
Среди деталей двигателя именно распределительный вал (иначе его ещё называют кулачковым валом) является своеобразным "диспетчером" - он отвечает за порядок и продолжительность открывания клапанов. Если распредвал окажется сильно изношенным, двигатель не будет развивать полную мощность. А выход распредвала из строя, как правило, приводит к дорогому ремонту, вплоть до замены головки блока, клапанов и даже ремонта блока цилиндров. Грамотная дефектовка распределительного вала сбережёт немало времени и сил при ремонте.
Дефект 1. Сильный износ, задиры и царапины на поверхностях опорных шеек распределительного вала.
Причины: Работа двигателя с недостаточным давлением в системе смазки; работа двигателя с недостаточным уровнем масла в картере; работа двигателя на некачественном масле; сильный перегрев, приводящий к разжижению масла; попадание в масло топлива (бензина или дизтоплива), приводящее к разжижению масла; работа двигателя с засоренным масляным фильтром; работа двигателя на грязном масле; большой пробег двигателя.
Действия: Капитальный ремонт двигателя. Замена распределительного вала. В некоторых случаях - шлифовка шеек распределительного вала в ремонтный размер и установка утолщённых (ремонтного размера) вкладышей или втулок. Проверка посадочных мест под распределительный вал в головке блока цилиндров или в блоке цилиндров. В некоторых случаях - ремонт посадочных мест под распредвал. Проверка системы смазки, масляного насоса и при необходимости ремонт или замена масляного насоса. Чистка, промывка и продувка масляных каналов блока цилиндров и головки блока. Применение моторного масла надлежащего качества и регулярная, в предписанные производителем сроки, замена моторного масла и фильтра. Проверка системы охлаждения и при необходимости её ремонт. Проверка и при необходимости ремонт системы питания.
Дефект 2. Сильный износ и задиры на рабочих поверхностях кулачков распределительного вала.
Причины: Работа двигателя с недостаточным давлением в системе смазки; работа двигателя с недостаточным уровнем масла в картере; работа двигателя на некачественном масле; сильный перегрев, приводящий к разжижению масла; попадание в масло топлива (бензина или дизтоплива), приводящее к разжижению масла; работа двигателя с засорённым масляным фильтром; работа двигателя на грязном масле; большой пробег двигателя; неотрегулированный зазор в клапанном механизме; дефекты гидрокомпенсаторов; дефекты и повреждения деталей привода клапанов (толкателей, штанг, коромысел); неверно установленные фазы газораспределения.
Действия: Замена распределительного вала. Проверка, регулировка и при необходимости ремонт клапанного механизма. Замена гидрокомпенсаторов. Проверка системы смазки, масляного насоса и при необходимости ремонт или замена масляного насоса. Чистка, промывка и продувка масляных каналов блока цилиндров и головки блока. Применение моторного масла надлежащего качества и регулярная, в предписанные производителем сроки, замена моторного масла и фильтра. Проверка системы охлаждения и при необходимости её ремонт. Проверка и при необходимости ремонт системы питания.
Дефект 3. Прогиб распределительного вала.
Во всех вышеизложенных случаях обязательно проверяйте изгиб распределительного вала. Распределительный вал укладывается на призмы, установленные на металлической плите. С помощью стрелочного индикатора, установленного на стойке, проверяем прогиб опорных шеек, вращая распред вал рукой. Изгиб не должен превышать: для легковых моторов 0,05 мм; для грузовых моторов 0,1 мм. При большем прогибе распредвал подлежит замене!
Дефект 4. Трещины распредвала.
Причины: Попадание в цилиндр посторонних предметов; разрушение ремня или цепи привода газораспределительного механизма; неверно установленные фазы газораспределения.
Действия: При наличии трещин распределительный вал ремонту не подлежит! Замена распредвала.
Примечание: Как правило, в результате описанных причин происходит соударение поршней и клапанов. Через детали привода клапанов энергия ударов передается распредвалу, что может привести к образованию трещин. В большинстве случаев трещины приводят к поломке распредвала прямо во время работы двигателя.
Дефект 5. Выработка и царапины на поверхности под сальники распределительного вала.
Причины: Длительная работа двигателя; попадание посторонних частиц в моторное масло; неаккуратное обращение с распредвалом при замене сальников на двигателе.
Действия: При наличии незначительных царапин возможна шлифовка поверхностей под сальники. При наличии незначительной выработки устанавливаются новые сальники с небольшим осевым смещением. В противном случае - замена распредвала.
Дефект 6. Разрушение шпоночных пазов и посадочных мест под установочные штифты, а также под шкивы или шестерни привода распредвала.
Причины: Неправильная затяжка болтов, крепящих шкивы или шестерни; биение шкивов или шестерён; последствия аварии, при которой произошла деформация моторного отсека.
Действия: Замена распредвала.
Дефект 7. Разрушение резьбы в крепёжных отверстиях.
Причины: Неправильная затяжка крепёжных болтов.
Действия: Замена распредвала.
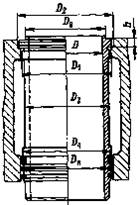
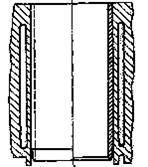
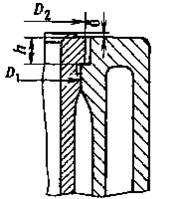
2.3 Цилиндры и гильзы цилиндровВ блоке цилиндров двигателя могут появиться такие дефекты, как износ зеркала цилиндров (гильз ), царапины и ризки на нём; трещины на стенках цилиндров, рубашке охлаждения и головке цилиндров; трещины в перемычках между гильзами и клапанными сёдлами; износ посадочных мест под гильзы и клапанные сёдла; образование накипи в рубашке охлаждения; отложение нагара на внутренней поверхности головки цилиндров; поломка шпилек и болтов крепления головки цилиндров и срыв резьбы и др. Причины возникновения дефектов – самые различные. Пробоины и трещины на зеркале цилиндров и в стенке водяной рубашки появляются в результате замерзания воды или неосторожного обращения с блоком. Нагар образуется в результате неполного сгорания топлива, попадания в него масла из картера и твёрдых частиц из воздуха. Трещины и пробоины в стенках рубашки охлаждения заделывают замазкой, штифовкой, путём наложения заплат, металлизацией, заваркой, а также эпоксидной пастой.
Методы устранения дефектов: Путём металлизации заделывают трещины, предварительно очищенные, обезжиренные и зазубренные крейцмейселем. Для металлизации используют проволоку из цветных металлов (алюминия или цинка). Заплаты из мягкой листовой стали, латуни или красной меди накладывают на большие трещины или пробоины, укрепляя их болтами. Под заплату ставят прокладку, покрываемую суриком или белилами. Заплаты на пробоинах можно прикреплять также заклёпками, при этом заплаты кладут на матерчатую прокладку, пропитанную суриком. Трещины на рубашках водяного охлаждения чугунного блока можно заваривать латунью с помощью газового пламени без предварительного подогрева блока. Их можно заваривать также медным электродом, обёрнутым жестью, при электродуговой сварке либо чугунными прутками при газовой сварке, предварительно подогрев блок.
2.4 ШатуныХарактерные дефекты шатунов — ослабление посадки втулки в верхней головке, износ втулки в сопряжении с поршневым пальцем, износ нижней головки в сопряжении с вкладышами, износ или повреждение стыковых поверхностей (плоскостей разъема) шатуна и крышки, износ опорных поверхностей под гайку и головку шатунного болта, изгиб или скручивание шатуна. Шатуны ремонтируют при износе втулки верхней головки, превышающем допустимый (предусмотренный в типовой технологии). Втулку растачивают или развертывают под ремонтный или нормальный размер пальца. Хорошие результаты дает растачивание втулки на станке УРБ-ВП. Для растачивания шатун устанавливают нижней головкой на специальный утолщенный палец, закрепляемый в призмах каретки станка винтом, а верхней головкой опирают на регулируемый по высоте упор. Шатун закрепляют сверху кронштейном.
Если у шатуна изношена нижняя головка в сопряжении с вкладышами (или он спилен по плоскостям разъема), то необходимо восстановить правильную геометрическую форму и нормальный диаметр отверстия. Это делается следующим образом. Поверхности разъема шатуна и крышки шлифуют или фрезеруют, снимая минимальный слой металла, достаточный, однако, для того, чтобы при растачивании отверстия вывести следы износа. При любом из этих способов обработки проверяют параллельность плоскостей разъема с образующей отверстия нижней головки. Для проверки пользуются либо глубиномером, либо индикатором, закрепленным в специальной планке, устанавливаемой на плоскостях разъема шатуна, по их концам.
Поверхности разъема должны быть гладкими, лежать в одной плоскости и быть параллельны образующей отверстия с точностью 0,02 мм на их длине.
После этого шатун собирают с крышкой и растачивают (или шлифуют, хонингуют) отверстие нижней головки на нормальный размер. Поскольку с плоскостей разъема снят слой металла, то после растачивания расстояние между осями отверстий верхней и нижней головок шатуна уменьшилось. Восстановить нормальное межосевое расстояние можно за счет эксцентричного растачивания втулки верхней головки шатуна. Можно восстанавливать его также за счет удлинения стержня. Для этого стержень шатуна в месте перехода к нижней головке нагревают ТВЧ до температуры 770—800° С. Скалкой, вставленной в нижнюю головку, шатун ставят в приспособление, помещая скалку, вставленную в верхнюю головку, под рычаг. При воздействии штока пневматического цилиндра на рычаг правое плечо последнего опустится до упора и удлинит стержень шатуна до нужного размера. Разница в межосевых расстояниях шатунов, входящих в один комплект, не должна превышать 0,1 мм. Нижнюю головку шатуна в сопряжении с вкладышами восстанавливают также наплавкой под слоем флюса, вибродуговой наплавкой или осталиванием с последующей механической обработкой. Если износы опорных поверхностей под головки и гайки шатунных болтов незначительны шатун и крышку опиливают до выведения следов износа. При значительных износах этот дефект устраняют электродуговой наплавкой с последующей механической обработкой заподлицо с неизношенной частью опорной поверхности.
. В результате воздействия на работающий шатун внешних сил (давления газов на днище поршня, действия сил инерции), а также остаточных внутренних напряжений шатуны часто получают изгиб и скручивание. Поэтому каждый шатун, бывший в эксплуатации, проверяют на изгиб и скручивание. Если оси отверстий верхней и нижней головок шатуна лежат в одной плоскости — шатун не скручен, если они параллельны — шатун не изогнут. Положение осей головок шатуна проверяют на специальных приборах. Наибольшее распространение получил прибор, состоящий из вертикально расположенной плиты, установочного пальца, строго перпендикулярного к плоскости плиты, и калибра. Для проверки шатуннижней головкой надевают на установочный палец прибора и прижимают его к верхним закругленным граням пальца сегментом, который опускается при поворачивании винта. Ось отверстия нижней головки примет при этом строго перпендикулярное положение относительно плиты прибора. На специальный палец, установленный в верхней головке шатуна, ставят калибр (призму) и придвигают его к плите, пока контрольные штифты призмы не коснутся плоскости плиты. Поскольку расстояние между нижними контрольными штифтами призмы составляет 100 мм и кратчайшее расстояние от верхнего штифта до прямой, соединяющей два нижних штифта, равно тоже 100 мм, то-зазор между контрольным штифтом и плитой укажет отклонение осей на 100 мм длины. Зазор между контрольными штифтами и плитой измеряют щупом. Применение индикаторных головок повышает точность и сокращает время измерений. Изгиб допускается до 0,04 мм, скручивание — до 0,06 мм на 100 мм длины. Шатун проверяют на изгиб и скручивание без втулки верхней головки и без вкладышей, поэтому в верхнюю головку шатуна вместо пальца ставят специальную разжимную оправку, точно центрирующуюся по поверхности отверстия головки. Оправка состоит из пальца с конусом, подвижного конусаи разжимной втулки. При завертывании гайки конусы, сближаясь, разжимают втулкуи плотно прижимают ее к стенке отверстия верхней головки.
Шатуны правят на специальных приспособлениях. Изогнутый шатун, установленный в корпусе и поджатый сухарем, правят, вращая винт. Можно править шатуны под обычным прессом, применяя подкладки из мягкого металла. Для устранения скручивания завинчивают стяжной винт, который сводит концы рычагов, надетых на шатун. Захваты скручивают шатун. Можно править шатун вильчатым рычагом, зажав предварительно нижнюю его головку в тисках с алюминиевыми подкладками.
Выправленные шатуны в процессе эксплуатации снова деформируются, приближаясь к своей прежней форме. Чтобы избежать этого, прибегают к такому приему: шатун в процессе правки перегибают (или скручивают) больше, чем следует, а затем правят в обратную сторону до приведения осей отверстий головок шатуна в нормальное положение.
Более аффективный способ предупреждения повторной деформации — стабилизирующая термическая обработка шатуна после правки с нагревом до 400—450° С и выдержкой при такой температуре в течение 1—1,5 ч.
Список используемой литературы
1. Надежность и ремонт машин /В. В. Курчаткин, Н. Ф. Тельнов, К. А. Ачкасов и др.; - М.: Колос, 2000.- 776 с.:
Похожие работы
... восстановления чугунных коленчатых валов двигателя ЗМЗ-53А автоматической наплавкой под легирующим флюсом по оболочке приведена в табл. 2.1. Таблица 2.1. Технология Восстановления чугунного коленчатого вала двигателя ЗМЗ-53А автоматической наплавкой под легирующим флюсом по оболочке Материал - чугун магниевый высокопрочный ВЧ - 50-1,5 ...
... поверхностями при шлифовании, резке и наплавке являются центровые отверстия в торцах вала. Заключение В данной работе были предложены оптимальные способы восстановления вала рулевой сошки с данными дефектами. Способ восстановления резьбы до номинального размера является самым распространенным, простым и наиболее дешевым в производстве. Коэффициент долговечности равен 0,85. Устранение износа ...
... затем сушат в сушильном шкафу (t = 200С, = 10 мин). Технологическая карта восстановления гильзы цилиндра двигателя Д-240 представлена 8-ым листом графической части. 6. Охрана труда гильза цилиндр гальваномеханический восстановление 6.1 Меры безопасности при ремонте гильз ДВС Безопасность жизнедеятельности – это комплекс мероприятий по обеспечению по обеспечению безопасности жизненной ...
... нанесение расплавленного металла на оплавленную металлическую поверхность с последующей его кристаллизацией для создания слоя с заданными свойствами и геометрическими параметрами. Наплавку применяют для восстановления изношенных деталей, а также при изготовлении новых деталей с целью получения поверхностных слоев, обладающих повышенными твердостью, износостойкостью, жаропрочностью, ...
0 комментариев