Навигация
Разработка процесса изготовления поковки методом горячей объемной штамповки на КГШП
28242
знака
1
таблица
7
изображений
5. Разработка процесса изготовления поковки методом горячей объемной штамповки на КГШП
Итак, нам нужно изготовить поковку. Горячая объемная штамповка на КГШП – самый лучший способ изготовления поковки для данной детали.
Я выбираю штамповку в открытом штампе.
Поковка
Решение:
Найдем объем детали, а затем и заготовки:
Объем детали

Объем поковки
![]()
Масса поковки
![]()
Исходный объем заготовки с учетом расходного коэффициента металла
![]()
Масса исходной заготовки
![]()
Наибольший диаметр поковки 120 мм, тогда площадь поперечного сечения:

![]()
Длинна заготовки
![]() , при этом условии будет затруднена отрезка заготовки.
, при этом условии будет затруднена отрезка заготовки.
В качестве сырья используем сталь горячекатаную, круглого сечения.
Диаметр сортамента и длину заготовки вычислим из условия:
1,25<![]() <2,5
<2,5
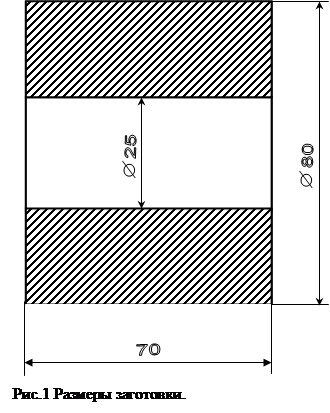
т.е. целесообразнее всего будет использовать сортамент круглого сечения диаметром 72мм.
При массе 6,012кг, заготовка будет иметь длину 18,8см
![]() = 1,57
= 1,57
Отрезка детали проводится специальными кривошипными пресс-ножницами
Способ нагрева заготовки и температурные режимы поковки
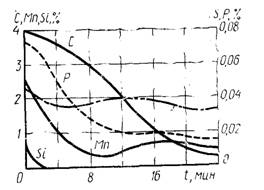
При нагреве металла с повышением температуры уменьшается его временное сопротивление, а относительное удлинение увеличивается. Таким образом, при деформировании стали, нагретой, например, до температуры 1200°С, можно достичь большего формоизменения при меньшем усилии, чем при деформировании ненагретой стали.
Устройства, в которых металл нагревают перед обработкой давлением, можно подразделить на нагревательные печи и электронагревательные устройства.
Для нагрева нашей заготовки будем использовать индукционный способ, так как он быстр и практически не дает окалины.
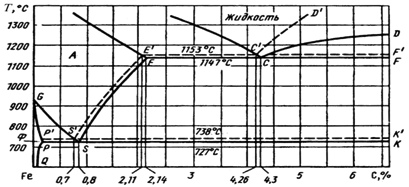
Материал детали – сталь15.
Начальная температура - 1300°С
Окончание, не выше 800°С, не ниже 700°С
Нагрев будет длиться около 15мин. Охлаждение – на воздухе.
Для упрощения дальнейшей штамповки, применяем осадку заготовки на специальном осадочном штампе.
Далее следует, собственно, сам процесс горячей объемной штамповки.
Она будет производиться в один ручей, так штамповка невысокого уровня сложности.
После штамповки следует несколько переходов
1) Обрезка заусенца. Она выполняется с помощью штампов, устанавливаемых на кривошипных прессах.
2) Пробитие перемычки. Осуществляется так же с помощью специального штампа на КГШП.
Необязательными процессами являются:
Правка поковки. Эту операцию выполняют для устранения искривлений осей и искажения поперечных сечений, образующихся при затруднённом извлечении поковок из штампа, после обрезки заусенца, а также после термической обработки. Крупные поковки и поковки из высокоуглеродистых и высоколегированных сталей правят в горячем состоянии, либо в чистовом ручье штампа, либо на обрезном прессе, либо на отдельной машине. Мелкие поковки можно править в холодном состоянии после термической обработки на специальном оборудовании (обычно на фрикционных молотах с доской), в правочных штампах, ручьи которых изготовляют по чертежу холодной поковки.
Очистка поковок от окалины.
Очистка обеспечивает условие работы режущего инструмента при последующей механической обработке, а также контроль поверхности поковок. Очистку производят несколькими способами: в барабанах, дробью, травлением.
Исходные и расчетные данные:
1. Масса поковки (расчетная) G = 5,465кг
2. Расчетный коэффициент ![]() = 1,6
= 1,6
3. Класс точности - ![]()
4. Группа стали - ![]()
5. Средняя доля С в стали – 0,15%
6. Степень сложности – С1
7. Размеры описывающей поковку фигуры (цилиндр):
· Диаметр 120*1,05 = 126мм.
· Высота 48*1,05 = 50мм
7.1. Масса описывающей фигуры = 623см![]() *7,8г/см = 4,86кг
*7,8г/см = 4,86кг
G![]() /G
/G![]() = 5,465/4,86 = 1,12 => степень сложности – С1
= 5,465/4,86 = 1,12 => степень сложности – С1
8. Конфигурация плоскости разъема штампа – П (плоская)
9. Исходный индекс - 9
10. Штамповочный уклон
· Для внешних поверхностей 5°max, принимаем 3°
· Для внутренних поверхностей 7°max, принимаем 6°
11. Размеры поковки и их допустимые отклонения
· Диаметр 120+1,5*2 = 123мм
· Диаметр 80+1,4*2 = 83мм
· Толщина 48+1,5*2 = 51мм
· Толщина 42(верх)+1,5 = 44мм
· Диаметр 35(внутренний)-1,4 = 33мм
12. Радиусы закругления наружных углов на глубину плоскости ручья штампа, мм:
Все 3мм
Внутренние 7мм.
13. Допускаемые отклонения размеров, мм:
· Диаметр ![]() ; диаметр
; диаметр ![]() ; диаметр
; диаметр ![]()
Диаметр ![]()
· Толщина ![]() ; толщина
; толщина ![]()
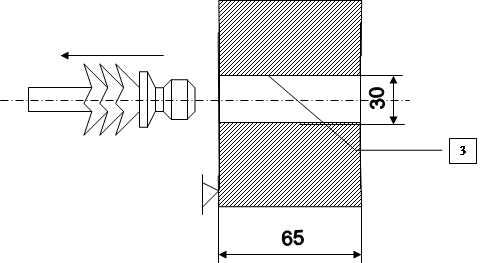
В данной детали должно присутствовать отверстие диаметром 35мм, но штамповка на КГШП не может обеспечить отверстие при штамповке. Остается перемычка толщиной S, которая в следующем переходе пробивается специальным штампом.
![]()
![]() = 33мм
= 33мм
![]() = 25,5мм
= 25,5мм
S= 4,87мм
Так как мы используем штамповку в открытом штампе, то величина заусенца ![]() на поковке по контуру обрезки облоя будет равняться 0,8мм.
на поковке по контуру обрезки облоя будет равняться 0,8мм.
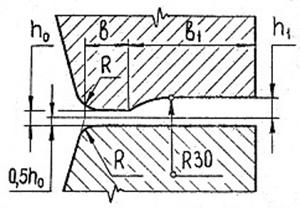
Рис.6. Облойная канавка прессового штампа.
Толщину облоя рассчитаем по формуле:
![]() ;
; ![]() =1,8мм
=1,8мм
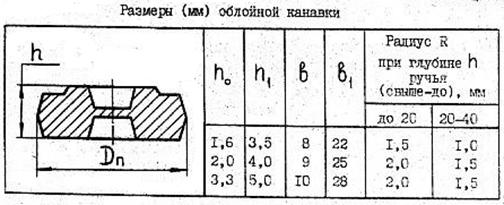
Из таблицы возьмем остальные размеры облойной канавки:
Допустимое наибольшее отклонение от концентричности пробитого отверстия = 0,8мм
Размер полости штампов с учетом величины усадки горячей поковки:
Все размеры + 1,5%
6. Обработка поковки резанием
Она нужна для того, чтобы:
1) добиться желаемой точности и шероховатости поверхности детали
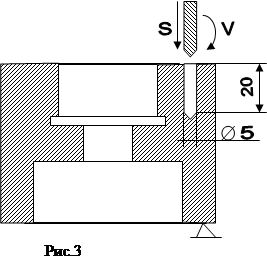
2) изготовить 4 отверстия, которые нельзя получить при штамповке
Для получения желаемой точности и шероховатости поверхности и требуемых размеров, деталь обрабатываем на фрезерном станке.
Отверстия получаем сверлением. Для сверления используем сверла соответствующих диаметров, а затем зенкеры для достижения нужной точности и шероховатости поверхности.
Заключение
В данной курсовой работе был разработан технологический процесс изготовления детали по чертежу. Он состоит из нескольких этапов:
· сначала была получена заготовка способом горячей штамповки. Выбор этого способа оправдывает себя, так как производство детали получается недорогим.
· Затем заготовку обрабатывали резанием, сверлением, и затем зенкерованием.
Список литературы:
1) Технология конструкционных материалов. Под редакцией А. М. Дальского. М.: «Машиностроение», 1985, 448 с
2) Технология конструкционных материалов. 2-е издание, переработанное и дополненное. Под редакцией А. М. Дальского. М.: «Машиностроение», 1990, 352 с
3) Савинская В.Г. Проектирование литых и штампованных заготовок.
4) Учебное пособие к курсовой работе по дисциплине «Технология конструкционных материалов» – Челябинск: Издательство ЮУрГУ, 2006. – 160 с.
5) Справочник технолога, часть первая. «Машиностроение» 2000.
Похожие работы
... и высоколегированные (содержание добавок больше 10%). Коррозия железоуглеродистых сплавов Так как значение данных сплавов в производстве столь велико, то исходя из этого, борьба с коррозией этих материалов имеет большое практическое значение. Сталь и чугун обладают невысокой коррозионной стойкостью в агрессивных средах вследствие своей физической и химической неоднородности. В их состав ...
... , обрабатываемые по 6-ому классу точности (RA=2,5) являются остновными, то есть по ним присходит соединение втулки с другими деталями. Втулку в основном изготавливают из конструкционных и легированных сталей, отвечающих требованиям высокой точности, хорошей обрабатываемости, малой чувствительности к конструкционным напряжениям, повышенной износостойкостью. Втулка работает без смазки; ...
... кремнезема в зернах заполнителя, а бетон с хлористыми солями – в железобетонных конструкциях. 3. Классификация качественных углеродистых сталей по назначению и их маркировка. Сталь – основной конструкционный материал, применяемый в строительстве. По химическому составу стали подразделяют на углеродистые и легированные. Углеродистые стали содержат железо, углерод и примеси (марганец, ...
... большая часть графитизируется в виде пластинчатого графита, а содержание углерода в виде цементита составляет не более 0,8 %. У серых чугунов хорошие технологические и прочностные свойства, что определяет широкое применение их как конструкционного материала. Половинчатые чугуны — занимают промежуточное положение между белыми и серыми чугунами, и в них основное количество углерода (более 0,8 %) ...
0 комментариев