Навигация
Технология листовой штамповки
19397
знаков
5
таблиц
5
изображений
Федеральное агентство по образованию
САМАРСКИЙ ГОСУДАРСТВЕННЫЙ АЭРОКОСМИЧЕСКИЙ УНИВЕРСИТЕТ имени академика С.П. КОРОЛЕВА
Факультет летательных аппаратов
Кафедра производства летательных аппаратов и управления качеством в машиностроении
Курсовая работа
По теме: Технология листовой штамповки
Самара 2010
Реферат
Целью данного курсового проекта является разработка технологического процесса для изготовления детали, заданной руководителем. Выполнение курсового проекта позволяет систематизировать, закрепить и расширить теоретические знания, а также приобрести опыт самостоятельного решения вопросов, связанных с проектированием рабочего инструмента для холодной листовой штамповки.
Основной задачей данного проектирования является разработка оптимальной технологии изготовления заданной детали.
Этапы реализации этой задачи:
анализ технологичности конструкции детали;
разработка технологической схемы штамповки;
разработка схемы раскроя материала;
определение величины потребного усилия по операциям;
выбор оборудования;
расчет исполнительных размеров пуансонов и матриц;
сборочный чертеж.
Введение
В общем комплексе технологии машиностроения все возрастающее значение приобретает обработка металлов давлением, в том числе листовая штамповка. Это один из способов обработки, при котором металл пластически деформируется в холодном состоянии при помощи штампов. Листовая штамповка применяется для изготовления самых разнообразных деталей практически во всех отраслях промышленности связанных с металлообработкой.
Листовая штамповка представляет собой самостоятельный вид технологии, обладающей рядом особенностей:
высокой производительностью;
возможностью получения самых разнообразных по форме и размерам полуфабрикатов и готовых деталей;
возможностью автоматизации и механизации штамповки путем создания комплексов оборудования, обеспечивающих выполнение всех операций производственного процесса в автоматическом режиме (в том числе роторных и роторно-конвейерных линий);
возможностью получения взаимозаменяемых деталей с высокой точностью размеров, без дальнейшей обработки резанием.
Современное холодноштамповочное производство развивается по пути совершенствования традиционных и создания новых технологий и оборудования. При этом наметились тенденции создания холодноштамповочного оборудования для крупносерийного и массового производства автоматических линий и холодноштамповочных пресс-автоматов и оборудования для мелкосерийного, серийного и единичного часто переналаживаемого производства холодноштамповочного оборудования с числовым программным управлением, универсальных прессов, гибких производственных модулей с ЧПУ.
1. Технологическая часть
1.1 Анализ технологичности конструкции детали
Под технологичностью следует понимать такое сочетание конструктивных элементов, которое обеспечивает наиболее простое и экономичное изготовление деталей при соблюдении техники и эксплуатационных требований к ним.
Основными показателями технологичности листовых холодноштамповочных деталей являются:
наименьший расход материала;
наименьшее количество и низкая трудоемкость операции;
отсутствие последующей механической обработки;
наименьшее количество требуемого оборудования и производственных площадей;
наименьшее количество оснастки при сокращении затрат и сроков подготовки производства.
Общим результативным показателем технологичности является наименьшая стоимость штампуемых деталей.
Возможность формообразования при разделительных операциях определяется способностями материала заготовки изменять форму под действием деформирующего усилия и возможностью изготовления рабочих частей штампа способных осуществить заданное формоизменение.
Материал, из которого будет выполнена деталь – сталь 0,8 кП.
Характеристика стали 08кп (8кп):
Применение: для прокладок, шайб, вилок, труб, а также деталей, подвергаемых химико-термической обработке - втулок, проушин, тяг. Основные характеристики представлены в табл.1, табл. 2, табл. 3, табл.4.
Таблица 1 - Химический состав в процентах стали 08кп (8кп)
| C | Si | Mn | Ni | S | P | Cr | Cu | As |
| 0.05-0.11 | до 0.03 | 0.25-0.5 | до 0.25 | до 0.04 | до 0.035 | до 0.1 | до 0.25 | до 0.08 |
Таблица 2 - Температура критических точек стали 08кп (8кп)
| Ac1=732, Ac3(Acm)=874, Ar3(Arcm)=854, Ar1=680 |
| |
| Твердость стали 08кп (8кп) калиброванного нагартованного | HB=179 | |
| Твердость стали 08кп (8кп) горячекатанного отожженного | HB=131 | |
Таблица 3 - Физические свойства стали 08кп (8кп)
| T | E 10-5 | a106 | l | r | C | R 109 |
| Град | МПа | 1/Град | Вт/(м·град) | кг/м3 | Дж/(кг·град) | Ом·м |
| 20 | 2.03 | 63 | 7871 | 147 | ||
| 100 | 2.07 | 12.5 | 60 | 7846 | 482 | 178 |
| 200 | 1.82 | 13.4 | 56 | 7814 | 498 | 252 |
| 300 | 1.53 | 14.0 | 51 | 7781 | 514 | 341 |
| 400 | 1.41 | 14.5 | 47 | 7745 | 533 | 448 |
| 500 | 14.9 | 41 | 7708 | 555 | 575 | |
| 600 | 15.1 | 37 | 7668 | 584 | 725 | |
| 700 | 15.3 | 34 | 7628 | 626 | 898 | |
| 800 | 14.7 | 30 | 7598 | 695 | 1073 | |
| 900 | 12.7 | 27 | 7602 | 703 | 1124 | |
| 1000 | 13.8 | 695 |
Таблица 4 - Технологические свойства стали 08кп (8кп).
| Свариваемость: | без ограничений. |
| Флокеночувствительность: | не чувствительна. |
| Склонность к отпускной хрупкости: | не склонна. |
Сопротивление резу – 25 кгс/мм² (при вырубке);
Предел прочности - 30 кгс/мм²
Относительное удлинение – 35% (не менее)
Для изготовления детали будет применяться гибка. Произведем корректировку размеров детали, с учетом свойств материала детали 0,8 кП:
- Наименьший размер пробиваемых отверстий: ![]() мм. Размер отверстия – 3 мм. Условие выполняется;
мм. Размер отверстия – 3 мм. Условие выполняется;
- Наименьшее расстояние от края отверстия до прямолинейного наружного контура: ![]()
![]() Условие выполняется.
Условие выполняется.
- Наименьшее расстояние от края отверстия до загнутой полки: ![]()
![]() Условие не выполняется. Следовательно, увеличим горизонтальный размер детали до 48 мм и передвинем отверстия на 4 мм. Тогда
Условие не выполняется. Следовательно, увеличим горизонтальный размер детали до 48 мм и передвинем отверстия на 4 мм. Тогда ![]()
- Наименьшее расстояние между отверстиями ![]()
![]() Условие выполняется.
Условие выполняется.
- Наименьшая высота отгибаемой полки ![]()
![]() Условие выполняется.
Условие выполняется.
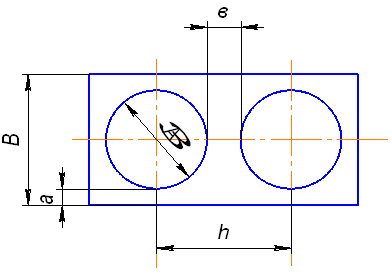
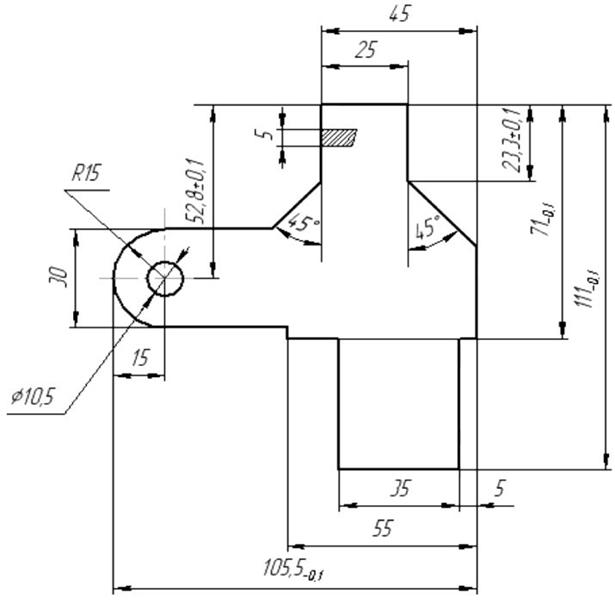
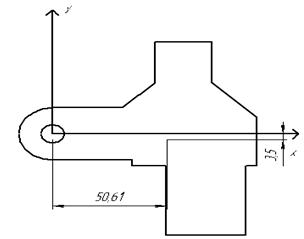
Размеры детали с учетом корректировки указаны на рис. 1.
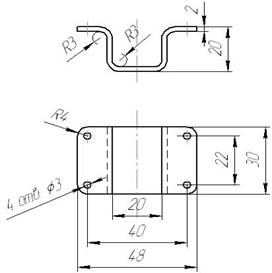
Рис. 1 - Эскиз детали
Похожие работы

... . Цм = 26 (руб/кг), Цо = 6 (руб/кг), кт = 1,5. (руб/дет). ЗАКЛЮЧЕНИЕ Исходя из проделанной курсовой работы по технологии листовой штамповки можно сделать выводы: 1. Разработан технологический процесс изготовления детали «Гайка резервуара», со следующей структурой маршрута обработки: разрезка листа на полосы, вытяжка, вырубка детали за один ход ползуна в штампе совмещённого действия. ...
... оборудования; рабочих мест для слесарных работ; площади складов металла и запасных частей; площади кладовых инструмента, приспособлений, абразивов, вспомогательных материалов. 4.4 Проектирование участка Участок мелкой листовой штамповки запасных частей автомобилей ВАЗ представлен на листах №9 и №10 графической части дипломного проекта. Ширина пролета принята равной 24 метра, высота пролета ...
... Дата выдачи Срок сдачи проекта Руководитель проекта И.И.Бурнашев__________________ Аннотация Курсовой проект выполнен на тему: «Разработка технологии и оснастки для изготовления детали «Планка». В ходе выполнения курсового проекта разработаны: Оптимальная технология изготовления заданной детали; Комплект штампов для ее изготовления. Кроме этого дан анализ технологичности конструкции ...





... простых деталей на малую длину. Пуансон эластичный, обычно из губчатой резины. III – третий способ для получения деталей виде усеченного конуса, пирамиды и т.д. Оборудование и специальная технологическая оснастка для листовой штамповки Для листовой штамповки применяются гидравлические и механические прессы (кривошипные, эксцентриковые, фрикционные). Штампы для листовой штамповки могут ...
0 комментариев