Навигация
2. Конструктивная часть
2.1 Обоснование конструктивной схемы штампа
Штампы для гибки подразделяются на штампы простого, последовательного и совмещенного действия. В штампах простого действия за один ход подвижной части блока выполняется только одна операция или переход гибки. Штампы этой группы подразделяются на специальные и универсальные. Специальные штампы применяют для изготовления деталей простейшей формы однооперационной гибкой в одном штампе или для получения деталей сложной формы многопереходной поэлементной гибкой в штампах простого действия. Универсальные штампы применяют для получения однотипных деталей простой формы, но разных размеров, однопереходной гибкой или для выполнения деталей сложной формы многопереходной гибкой в одном и том же универсальном штампе.
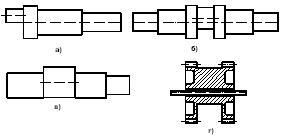
Четырехугловую гибку деталей можно выполнять в штампе, обеспечивающем изгиб четырех углов одновременно (рис. 4, а). Однако при этом, ввиду повышенного растяжения металла из-за его защемления между пуансоном и матрицей, деталь получается со значительным искривлением полок (рис. 4, б). Для исключения таких искривлений гибку следует выполнять за два перехода в одном или двух штампах (рис. 4, в и г). Однако экономичнее использовать один штамп.
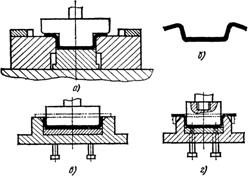
Рисунок 4 – Схемы штампов для четырехугловой гибки детали
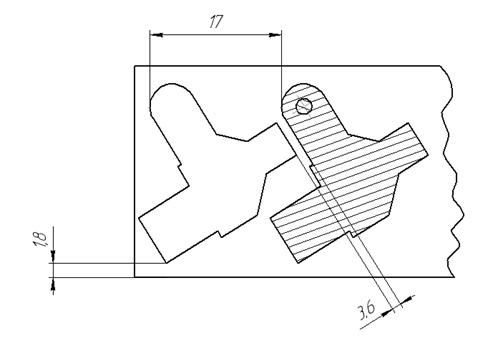
2.2 Описание конструкции штампа, принцип действия
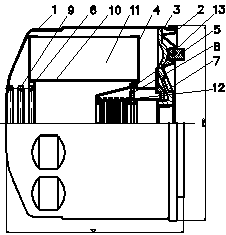
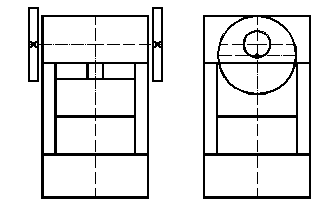
Двухугловой гибочный штамп показан на рис. 5. С его помощью будет выполняться четырехугловая гибка детали. Заготовку укладывают на прижим 1, действующий от выталкивателя 2. При опускании пуансона 3 заготовка сначала зажимается между пуансоном и выталкивателем, а затем изгибается с помощью матрицы 4 и принимает форму скобы. Затем деталь переворачивают загнутыми углами вниз и выполняется второй переход.
После гибки деталь из матрицы удаляется выталкивателем, действующим от нижнего буферного устройства.
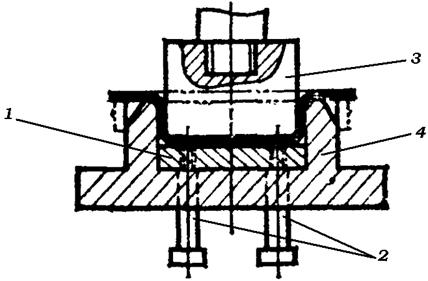
Рисунок 5 – Двухугловой гибочный штамп
Определение исполнительных размеров элемента штампа.
К конструктивно-технологическим параметрам штамповой оснастки относятся:
1. Односторонний зазор z – между матрицей и пуансоном при двухугловой гибке. Он определяется в зависимости от толщины материала ![]() по формуле
по формуле
![]() ,
,
где ![]() – коэффициент, зависящий от длины отгибаемых полок и толщины материала.
– коэффициент, зависящий от длины отгибаемых полок и толщины материала.
![]()
Радиус закругления рабочей кромки матрицы ![]()
Глубина матрицы k=20мм
Радиус закругления пуансона рассчитан в п. 3.7, ![]() 2,96мм;
2,96мм;
Исполнительный размен матрицы ![]() ,
,
![]() -номинальный размер детали после гибки (1 переход),
-номинальный размер детали после гибки (1 переход),
![]() =0,4 – коэффициент, определяющий долю допуска,
=0,4 – коэффициент, определяющий долю допуска,
![]() =0 - предельное отклонение размера детали.
=0 - предельное отклонение размера детали.
![]()
Техника безопасности при изготовлении детали
Техника безопасности и охрана труда работающих приобретают особое значение при холодной листовой штамповке. Избежать производственных травм в этой области можно различными путями.
При работе на открытых штампах, а также при штамповке из отдельных (штучных) заготовок их обязательно следует укладывать, а отштампованные детали удалять посредством какого-либо ручного инструмента (пинцетами, щипцами, линейками и т. д.). При штамповке из полосы рекомендуется применять штампы безопасной конструкции, например, закрытые штампы с направляющей плитой и с автоматически действующими упорами, ловителями, боковыми ножами и т. д. Особое внимание при конструировании прессов и штампов уделяется системе ограждения штампового пространства, так как в этой зоне максимальное число травм. Штамповое пространство ограждается решетками. Для защиты персонала используют блокирующие устройства, основной деталью которой являются фотоэлектрические датчики, расположенные в штамповом пространстве. Они дают команду на мгновенную остановку пресса при попадании в зону руки. Кроме того, в прессах используют двурукое включение. Здесь необходимо использовать педаль выше пола на 100 мм.
Также необходимо следить за уровнем освещенности на рабочем месте, ибо плохая освещенность может привести к различным видам травм.
2.3 Применение стандартных элементов
По ГОСТу выбираем стандартные элементы штампа.
Габаритные элементы матрицы определяем по таблице, исходя из размеров рабочей зоны: 80х40 – рабочая зона, 140х80 – габаритные размеры.
По ГОСТу 13125-83 принимаем обозначение блока 1004-4354 и его размеры: d=32мм; расстояние при нижнем положении верхней плиты ![]() , h=50мм,
, h=50мм, ![]() , А=160,
, А=160, ![]() . Обозначение плиты 1004-4354/001, обозначение заготовки 1022-4448, колонки 1030-6045, втулка 1032-2643.
. Обозначение плиты 1004-4354/001, обозначение заготовки 1022-4448, колонки 1030-6045, втулка 1032-2643.
По ГОСТу 13112-83 принимаем размеры заготовки: Н=50мм, h=25мм, А=160мм, ![]() , l=25мм,
, l=25мм, ![]() , r=45мм,
, r=45мм, ![]() .
.
По ГОСТу 13118-83 принимаем размеры колонок: D=32мм, L=160мм, l=8мм, R=3мм, ![]() , c=4мм..
, c=4мм..
По ГОСТу 13120-83 принимаем размеры втулки: d=32мм, ![]() , D=43мм,
, D=43мм,![]() , L=100мм, l=40мм,
, L=100мм, l=40мм, ![]() ,
, ![]() ,
, ![]() .
.
Заключение
В данном курсовом проекте рассматриваются особенности холодной листовой штамповки, ее преимущества и недостатки, разработан технологический процесс изготовления детали - накладка, спроектирован штамп, в котором осуществляется первый переход операции гибки для изготовления заданной детали. Особенность данного курсового проекта в том, что был изготовлен малоотходный раскрой материала, который позволяет наиболее эффективно использовать материал.
Выполнение курсового проекта позволило систематизировать, закрепить и расширить теоретические знания, а также приобрести опыт самостоятельного решения вопросов, связанных с проектированием технологического процесса и конструированием рабочего инструмента для холодной листовой штамповки.
Список использованных источников
1. Рудман Л.И. Справочник конструктора штампов [Текст]/ Л.И. Рудман, В.Л. Марченко. – М.: Машиностроение, 1988 г.
2. Романовский В.П. Справочник по холодной листовой штамповки [Текст]/ В.П. Романовский. - Л.: Машиностроение, 1979 г.
3. Смеляков Е.П. Технология листовой штамповки в производстве летательных аппаратов [Текст]: метод. указания/ Е.П. Смеляков, Ю.В. Федотов, В.П. Самохвалов. - СГАУ, Самара, 2004. - 65 с.
4. Смеляков Е.П. Технология листовой штамповки в производстве летательных аппаратов [Текст]: метод. указания/ Е.П. Смеляков, П.Я. Пытьев. - СГАУ, Самара, 2002. - 65 с.
5. Смеляков Е.П. Основы конструирования штамповочной оснастки для изготовления листовой детали ЛА [Текст]: метод. указания/ Е.П. Смеляков, Ю.В. Федотов. - СГАУ, Самара, 2002. - 105 с.
6. ГОСТ 13125-83. Штампы для листовой штамповки. Блоки штампов с задним расположением направляющих узлов скольжения [Текст] – Введ. 1984-07-01. – М.: Издательство стандартов, 2001. - 18 с.
7. ГОСТ 13112-83. Штампы для листовой штамповки. Плиты-заготовки для штампов с задним расположением направляющих узлов. Конструкция и размеры [Текст] – Введ. 1984-07-01. – М.: Издательство стандартов, 2001. – 8 с.
8. ГОСТ 13118-83. Штампы для листовой штамповки. Втулки направляющие гладкие. Конструкция и размеры [Текст] – Введ. 1984-07-01. – М.: Издательство стандартов, 2001. – 11 с.
Похожие работы

... . Цм = 26 (руб/кг), Цо = 6 (руб/кг), кт = 1,5. (руб/дет). ЗАКЛЮЧЕНИЕ Исходя из проделанной курсовой работы по технологии листовой штамповки можно сделать выводы: 1. Разработан технологический процесс изготовления детали «Гайка резервуара», со следующей структурой маршрута обработки: разрезка листа на полосы, вытяжка, вырубка детали за один ход ползуна в штампе совмещённого действия. ...
... оборудования; рабочих мест для слесарных работ; площади складов металла и запасных частей; площади кладовых инструмента, приспособлений, абразивов, вспомогательных материалов. 4.4 Проектирование участка Участок мелкой листовой штамповки запасных частей автомобилей ВАЗ представлен на листах №9 и №10 графической части дипломного проекта. Ширина пролета принята равной 24 метра, высота пролета ...
... Дата выдачи Срок сдачи проекта Руководитель проекта И.И.Бурнашев__________________ Аннотация Курсовой проект выполнен на тему: «Разработка технологии и оснастки для изготовления детали «Планка». В ходе выполнения курсового проекта разработаны: Оптимальная технология изготовления заданной детали; Комплект штампов для ее изготовления. Кроме этого дан анализ технологичности конструкции ...





... простых деталей на малую длину. Пуансон эластичный, обычно из губчатой резины. III – третий способ для получения деталей виде усеченного конуса, пирамиды и т.д. Оборудование и специальная технологическая оснастка для листовой штамповки Для листовой штамповки применяются гидравлические и механические прессы (кривошипные, эксцентриковые, фрикционные). Штампы для листовой штамповки могут ...
0 комментариев