Навигация
Технология монтажа ленточного конвейера
20556
знаков
1
таблица
0
изображений
1. Технология монтажа ленточных конвейеров.
1.1. Принцип действия ленточных конвейеров.
Ленточные конвейеры применяют для непрерывного перемещения в горизонтальном и наклонном направлениях сыпучих материалов и мелкосыпучих грузов.
По сравнению с другими транспортирующими машинами ленточные конвейеры являются наиболее распространенной машиной, широко используемой на предприятиях по производству строительных материалов.
Гибкая бесконечная лента огибает приводной барабан и натяжной барабан, а в пролете между ними опирается на ряд роликовых опор, которые установлены с определенным интервалом на раме. Материал поступает на ленту через загрузочную воронку и разгружается через приводной барабан.
Ленточные конвейеры бывают передвижными, переносными и стационарными.
Передвижные и переносные машины применяют для перемещения небольшого количества материала на расстояние от 5 до 20м, стационарные – для перемещения большого количества материалов на расстояние от 30 до 250м.
В практике применяют конвейеры для перемещения материалов и на 1000м, а последовательно расположенные конвейеры используют для транспортирования материала на десятки километров.
Передвижные и переносные конвейеры. К числу распространенных ленточных конвейеров относится конвейер Т-54 (рис.2), перемещающийся с одного места работ на другое на металлических колесах.
Базой машины является рама, состоящая из нижней хвостовой опорной части и верхней подвижной части (стрелы). Опорная часть рамы поддерживается ходовыми колесами и катками. В крайней ее части расположен натяжной барабан, а в крайней части стрелы головной барабан. На этих барабанах перемещается лента, которая поддерживается нижними опорами и верхними опорами. Источником движущей силы, обеспечивающей вращение приводного барабана, является двигатель.
Опорная и подвижная части рамы соединены между собой шарнирно, благодаря чему, поднимаясь и опускаясь, подвижная часть может поворачиваться; высота уровня разгрузки перемещаемого материала при этом может увеличиваться или уменьшаться в пределах от 0,5 до 5,1м.
Положение подвижной части рамы (стрелы) в пространстве изменяют при помощи механизма подъема, который состоит из ручной лебедки, каната и направляющих блоков, размещенных попарно на опорной части рамы и на стреле. Канат, прикрепленный к крюку, огибает один из блоков стрелы, переходит на блоки опорной части рамы, направляется на второй блок стрелы и, обогнув его, отводится к барабану лебедки.
Механизм работает следующим образом: при вращении барабана лебедки в том или другом направлении канат наматывается на барабан лебедки или сматывается с него и таким образом стрела поднимается или опускается. Положение стрелы фиксируется в нужном положении штырями, которые вставляют в отверстия стрелы, косынок и опорных дуг.
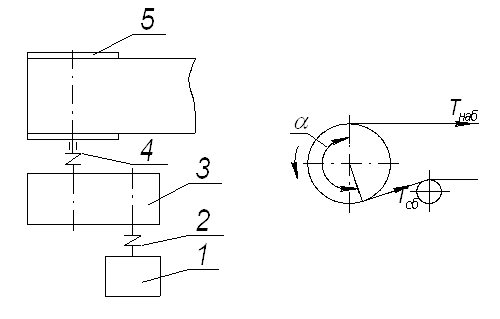
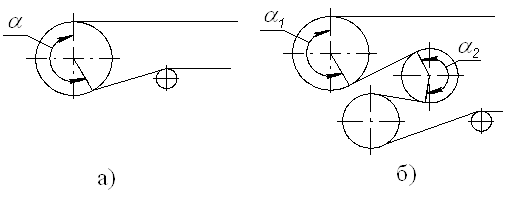
Лента конвейера приводится в движение приводным механизмом, который расположен в средней части рамы и состоит из приводного барабана, электродвигателя, двух отклоняющих барабанов, ременной передачи. Таким образом, усилие от двигателя через систему передач передается приводному барабану ленты.
Для периодического натяжения ленты предусмотрен натяжной механизм винтового типа (рис.4). Работа этого механизма заключается в следующем: вращая маховик, сообщают вращение натяжным винтам, которые перемещают подшипники по направляющим станины вместе с осью, натяжным барабаном и лентой.
Выше указывалось, что для поддерживания ленты в процессе работы предусмотрены верхние и нижние роликовые опоры.
Верхние роликовые опоры (рис.5,а) поддерживают рабочую часть ленты. Опора состоит из трех роликов: одного среднего и двух боковых, которые вращаются на осях. Концы осей вращаются в подшипниках, расположенных в корпусах.
Нижние роликовые опоры (рис.5,б) поддерживают холостую часть ленты. Опора представляет собой ролик, вращающийся на оси, концы которой расположены в шариковых подшипниках. Подшипники крепят в специальных корпусах, которые закрыты упорными крышками и наружными крышками.
Транспортируемый материал загружают в воронку (рис.6), изготовленную из листовой стали. Загрузочную воронку крепят на приемном лотке ушками и штырями, боковые щиты направляют транспортируемый материал на ленте. По нижним кромкам приемного лотка и боковых щитов укреплены полоски резины.
К передвижным относится также конвейер Т-144 (рис.7). В качестве основы конвейера используются рама, состоящая из двух ферм: нижней и верхней. Рама опирается на шасси, состоящие из двух стоек и двух колес. Рама перемещается в пространстве лебедкой.
Хлопчатобумажная прорезиненная лента шириной 500мм размещена на приводном и натяжном барабанах, расстояние между осями которых составляет 15м. Для привода барабана предусмотрен электродвигатель, расположенный на раме. Усилие от двигателя передается барабану посредством приводного механизма. Во избежание провисания ленты в процессе эксплуатации предусмотрены верхние и нижние роликовые опоры.
Рама конвейера поднимается и опускается канатноблочной системой управления, состоящей из лебедки с ручным приводом, стального каната и системы блоков.
При вращении барабана лебедки и наматывании каната на барабан шарнирная стойка поворачивается против часовой стрелки, и ролики поднимают раму; при сматывании каната барабана рама опускается, так как, нажимая на ролики, поворачивает стойку по часовой стрелке.
Остальные узлы конвейера не отличаются сложностью и близки по конструкции описанным ранее.
Стационарные конвейеры. В качестве стационарной транспортирующей установки применяют конвейер Т-46А (рис.8). Основное назначение машины этого типа – транспортирование материалов в горизонтальном направлении до 80м и в наклонном направлении с подъемом 7м при полной длине рамы.
Все механизмы машины смонтированы на раме. Лента расположена на натяжном и приводном барабанах и поддерживается верхними и нижними роликовыми опорами. Приводной барабан, а, следовательно, и лента, получают движение от электродвигателя через ременную передачу, пару цилиндрических зубчатых колес.
Рама состоит из отдельных звеньев длиной 2,5м. промежуточное звено рамы представляет собой конструкцию, в которой к одному концу продольного уголка приварены захваты, к другому – винтовые зажимы. При помощи зажимов звенья соединены между собой. На верхнем поясе каждого звена выполнены отверстия для установки верхних и одной нижней роликовых опор.
Конструкция верхних и нижних опор аналогична конструкции опор конвейера Т-45.
В конвейере предусмотрено стопорное устройство, которое предназначено для остановки барабана в том случае, если при наклонном положении конвейера внезапно остановится электродвигатель и нагруженная лента под действием веса груза начнет перемещаться в обратном направлении.
Стопорное устройство установлено на раме у приводного барабана. При перемещении рабочей ленты в нужном направлении конец прикрепленной к раме стопорной ленты при вращении барабана и движении ленты будет отводиться лентой от барабана. В том случае, если лента начнет перемещаться в противоположном направлении, конец стопорной ленты будет захвачен лентой и затянут между лентой и барабаном, чем обеспечивается торможение барабана и остановка ленты конвейера.
Похожие работы
... темп производства, обеспечивать его ритмичность. Являясь основным средством комплексной механизации и автоматизации транспортных и погрузочно-разгрузочных процессов, и поточных технологических операций, конвейеры вместе с тем освобождают рабочих от тяжелых и трудоемких транспортных и погрузочно-разгрузочных работ, делают их труд более производительным. Широкая конвейеризация составляет одну из ...
... подузлов на отметках ниже проектных или же в стороне от проектного положения и монтаж машины в проектном положении из уже ранее собранных блоков-узлов. 1.3. Технология монтажа винтового конвейера. Винтовые конвейеры используют для перемещения в горизонтальном, наклонном и вертикальном направлениях сыпучих, мелкокусковых и пластичных материалов (цемента, песка, раствора и др.) на расстояние ...
... -узлов из подузлов на отметках ниже проектных или же в стороне от проектного положения и монтаж машины в проектном положении из уже ранее собранных блоков-узлов. 1.3. Технология монтажа пластинчатого конвейера. Пластинчатые конвейеры предназначены для перемещения в горизонтальной плоскости или с небольшим наклоном (до 35°) тяжёлых (500кг и более) штучных грузов, крупнокусковых, в том числе ...


... барабан 3 У - 1 0,08 кг 1 раз в неделю Винт 4 У - 1 0,02 кг 1 раз в месяц Редуктор 5 И – 20А 0,8 кг 1 раз в год 5. СЕБЕСТОИМОСТЬ КАПИТАЛЬНОГО РЕМОНТА ЛЕНТОЧНОГО КОНВЕЙЕРА 5.1 Определение трудоемкости капитального ремонта Определение трудоемкости капитального ремонта (по Положению о планово-предупредительных ремонтах оборудования и транспортных средств на предприятиях ...
0 комментариев