ОПИСАНИЕ ТЕХНОЛОГИЧЕСКОГО ПРОЦЕССА
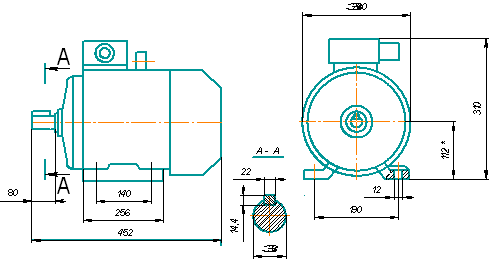
Определение предварительной мощности двигателя и тягового усилия
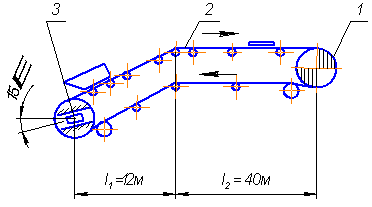
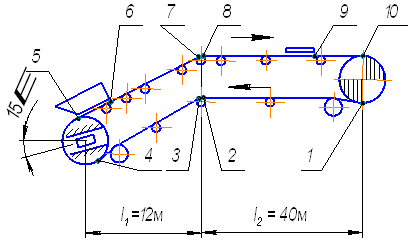
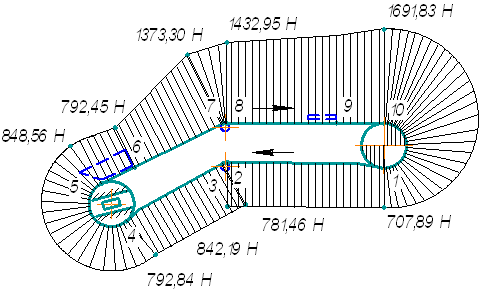
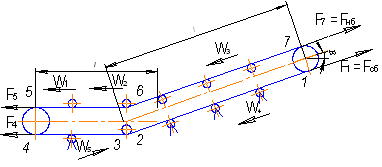
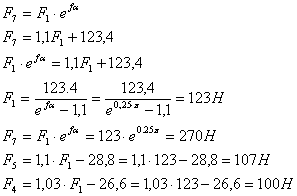
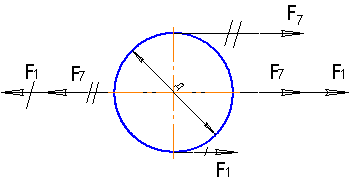
Определение натяжения ленты конвейера методом обхода контура по точкам
Определение вращающих моментов
МПа
Проверочный расчет
Проверка прочности шпоночных соединений
Структура ремонтно-механической службы цеха
Организация и методы ремонта на предприятии
Технические требования на дефекацию и ремонт деталей
Контроль качества ремонта
СМАЗКА ОБОРУДОВАНИЯ
Расчет косвенных затрат
Навигация
Ленточный конвейер
Ленточный конвейер
77466
знаков
4
таблицы
15
изображений
СОДЕРЖАНИЕ
Введение
1. Описание технологического процесса
1.1 Конструктивное описание оборудования
2. Расчетно-технологическая часть
2.1 Предварительный расчет конвейера
2.1.1 Определение ширины и выбор ленты
2.1.2 Определение предварительной мощности электродвигателя и тягового усилия.
2.1.3 Определение предварительного максимального натяжения ленты
2.1.4 Определение линейной плотности ленты.
2.1.5 Линейная плотность транспортируемого груза и роликоопор.
2.2 Конструктивные размеры барабана
2.3 Определение натяжения ленты конвейера методом обхода контура по точкам
2.4 Уточненный расчет конвейера
2.4.1 Проверка провисания ленты между роликоопорами
2.4.2 Определение уточненного тягового усилия на приводном барабане
2.4.3 Уточненная мощность приводной станции.
2.5 Разработка приводной и натяжной станций.
2.6 Расчет редуктора приводного барабана.
2.6.1 Кинематический расчет
2.6.2 Определение вращающих моментов.
2.7 Расчет зубчатых колес
2.7.1 Допускаемые контактные напряжения.
2.7.2 Конструктивные параметры передачи.
2.7.3 Предварительный расчет валов редуктора.
2.7.4 Конструктивные размеры шестерни и колеса.
2.8 Проверочный расчет
2.8.1 Проверка долговечности подшипника ведущего вала
2.8.2 Проверка долговечности подшипника ведомого вала.
2.8.3 Проверка прочности шпоночных соединений.
2.9 Уточненный расчет ведомого вала
3. Эксплуатация и ремонт оборудования цепного конвейера.
3.1 Структура ремонтно-механической службы цеха.
3.2 Годовой график планово-предупредительных ремонтов.
3.3 Межремонтное обслуживание, виды ремонтов и их содержание.
3.4 Организация и методы ремонта на предприятии.
3.5 Сдача ленточного конвейера в ремонт.
3.6 Технические требования на дефекацию и ремонт деталей.
3.7 Сборка ленточного конвейера
3.8 Контроль качества ремонта
3.9 Испытание, приёмка оборудования из ремонта
4. Смазка оборудования.
5. Себестоимость капитального ремонта ленточного конвейера.
5.1 Определение трудоемкости капитального ремонта.
5.2 Выбор состава ремонтной бригады
5.3 Расчет косвенных затрат
5.4 Расчет затрат на материалы.
5.5 Составление калькуляции ремонт.
6. Охрана труда и техника безопасности для слесарей по ремонту технологического оборудования
Заключение.
Список используемых источников
Приложение
ВВЕДЕНИЕ
Северский трубный завод имени Ф.А. Меркулова одно из старейших предприятий Урала. Ныне это современное трубное предприятие, продукция которого обеспечивает успешную работу газовиков и нефтяников Западной Сибири. Идут северские трубы и зарубеж – в десятки государств. Завод выпускает лучшие в Союзе цельнокатаные обсадные трубы. Некоторые их виды успешно соперничают с лучшими мировыми образцами. Электросварные трубы завода отличаются редким разнообразием типов, производство которых впервые освоено на Северском.
Для успешного функционирования производственных звеньев сформированы обслуживающие подразделения - транспортное и складское хозяйства, различные службы по обеспечению охраны окружающей среды, чистоты производственной эстетики территории предприятия.
Первичным звеном организации производственного процесса является рабочее место. Рабочее место это часть производственной площади, оснащённая оборудованием и различными приспособлениями, на которой рабочий или группа рабочих (бригада) выполняют одну или несколько операций производственного процесса.
Несколько однородных технологических участков формируют более крупные подразделения предприятия – производственные цехи.
Цех – это административное обособленное подразделения предприятия, в котором изготовляется продукция, подлежащая дальнейшей переработке на предприятии (полуфабрикат) или готовая продукция, поступающая в народно-хозяйственный оборот. Цехи территориально обособлены и работают на основах хозяйственного расчёта. Цех является основным структурным подразделением предприятия. По отношению к выпуску продукции различают основные, вспомогательные и подсобные цехи.
К основным цехам относятся: трубопрокатный цех – ТПЦ–1; трубоэлектросварочный – ТЭСЦ-2; мартеновский цех, цех товаров народного потребления – ТНП.
Вспомогательные цехи содействуют основным цехам в выпуске основной продукции, оказывая им различные услуги. На предприятии функционируют следующие вспомогательные цехи:
Ремонтно-механический цех (РМЦ) поддерживает оборудование на надлежащем техническом уровне;
Электрический цех - производит ремонт электрооборудования перемотку и установку электродвигателей в производственных цехах;
Ремонтно-строительный цех (РСЦ) – осуществляет ремонт зданий и сооружений;
Энергетический цех – включает понизительные преобразовательные подстанции, теплоэлектроцентраль, парокотельную станцию, газогенераторную, кислородную установку, цех связи.
К подсобным цехам относятся цехи, изготовляющие тару или упаковывающую продукцию, цехи, производящие продукцию из отходов основных и вспомогательных цехов.
Структура управления предприятиями определяется его производственной структурой и учитывает территориальное расположение производственных единиц, их специализацию, степень юридической самостоятельности и производственно-хозяйственные связи. Управленческие органы в целом осуществляют разработку и принятие основных производственно-хозяйственных и научно-технических решений, определяют стратегические направления развития предприятия. [1]
В последние годы на металлургических заводах для перевозки массовых грузов сырья и топлива все большее применение находит конвейерный транспорт. Этот вид транспорта применяют не только на вновь строящихся и проектируемых предприятиях, но и на действующих – при реконструкции основных агрегатов. Конвейерами перевозят сырье от вагоноопрокидывателей, сортировочных станций или от причала заводского порта на склад, со склада на агломерационную фабрику, в доменный и коксохимический цехи. Конвейерный транспорт применяют также для подачи твердого топлива на ТЭЦ; известняка, руды и других материалов – в сталеплавильные цехи и т.д.
Конвейерный транспорт широко используют для внутрицеховых перевозок. Этому в значительной мере способствует повышение степени непрерывности технологических процессов первых переделов коксохимического, агломерационного, доменного, сталеплавильного, при которой другие виды транспорта не обеспечивают современного уровня производства этих переделов.
Развитию внутрицехового конвейерного транспорта способствовало расширение межцеховых перевозок и создание непрерывного технологического потока в масштабе всего завода от приема и складирования сырья до отгрузки готовой продукции. Внутрицеховой конвейерный транспорт применяют не только для выполнения ремонтных работ, а также на установках по переработке металлургических шлаков.
Из конвейеров всех типов наибольшее распространение на металлургических заводах получили ленточные, доля которых составляет 95 – 97%. Широкое применение конвейерного транспорта объясняется его преимуществами перед транспортом других видов при перемещении значительных объемов грузов на небольшие расстояния. К таким преимуществам относятся: простота конструкции, надежность в работе, высокая производительность и небольшие эксплуатационные расходы. Кроме того, применение конвейерного транспорта позволяет повысить производительность труда и степень автоматизации производства, сократить на 10 – 15% площадь завода, уменьшить расстояние между цехами, упростить транспортные коммуникации, вынести общезаводскую железнодорожную станцию прибытия за пределы завода. Внедрение конвейерного транспорта дает возможность повысить степень безопасности на транспорте.
Возможность применения конвейерного транспорта на металлургических заводах в еще большей степени возрастает с разработкой и созданием теплостойких лент, позволяющих транспортировать горячие материалы металлургического производства агломерата, шлак, кокс и др.
Похожие работы
... 956;=0,25 – коэффициент сцепления между прорезиненной лентой и стальным барабаном α=200º=3,49 рад – принятый угол обхвата барабана лентой. 4. Проверочный расчет ленточного конвейера По уточненному значению проверяем прочность ленты. Требуемое число прокладок: (3.1) Диаметр приводного барабана по давлению ленты на барабан: (3.2) где – ...
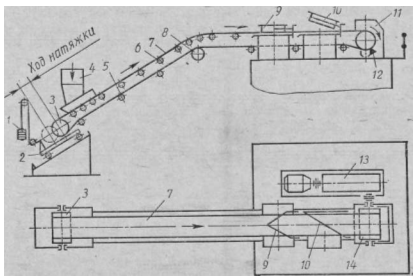
... направлении, конец стопорной ленты будет захвачен лентой и затянут между лентой и барабаном, чем обеспечивается торможение барабана и остановка ленты конвейера. 1.2. Установка и монтаж ленточных конвейеров. Передвижные конвейеры перед транспортированием с одного объекта эксплуатации на другой частично демонтируют. Для перевода машины в транспортное положение снимают ленту и, разбирая ...
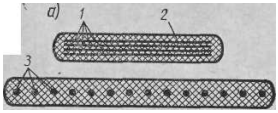
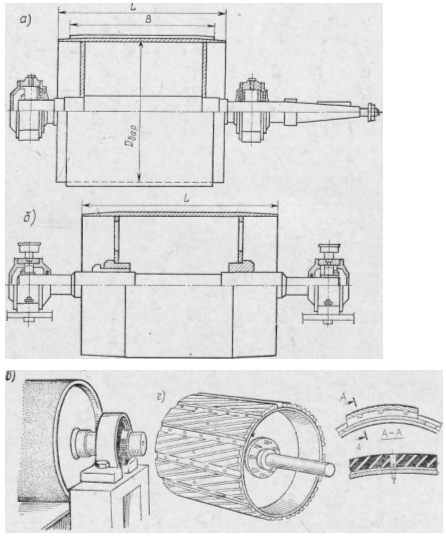
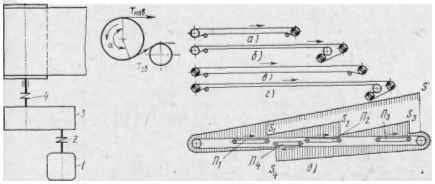
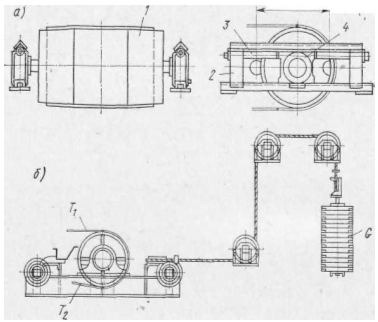
... температур окружающей среды. Рис.2 Резинотканевая и резинотросовая конвейерная ленты Так же широко распространены: ленты с перегородками, гофрированными выступами и бортами, трубчатые и др. 1.1.2 Барабаны В ленточных конвейерах различают приводные, концевые, натяжные и отклоняющие, служащие для изменения направления движения ленты, барабаны (рис.3). Чем больше диаметр барабана, тем ...
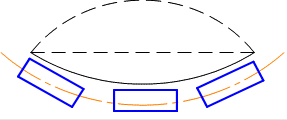
... целью увеличения производительности конвейера и уменьшения потерь транспортирующего груза. Рисунок 2. Желобчатая роликовая опора. ОПРЕДЕЛЕНИЕ ШИРИНЫ ЛЕНТЫ В ИЗ УСЛОВИЯ ОБЕСПЕЧЕНИЯ ЗАДАННОЙ ПРОИЗВОДИТЕЛЬНОСТИ (ПРОЕКТНЫЙ РАСЧЕТ) Для конвейера с желобчатой формой роликооопор с углом наклона боковых роликов 20 0 ширины ленты по формуле: , (1.1) где Q – массовая производительность, т/ч; ...
0 комментариев