Навигация
Рассчитываем количество оборудования по операциям
10181
знак
6
таблиц
1
изображение
4. Рассчитываем количество оборудования по операциям
![]()
где:
tшт – норма времени на единицу продукции;
Nг – годовой объем выпуска продукции;
Кв.н. = 1,2 – коэффициент выполнения нормы;
Таблица 4.1
| Sp05 = 2,17.5000/(3800.1,2.60)=0,039 | Sпр = 1 |
| Sp10 = 3,13.5000/(3800.1,2.60)=0,057 | Sпр = 1 |
| Sp15 = 0,33.5000/(3800.1,2.60)=0,006 | Sпр = 1 |
| Sp20 = 0,05.5000/(3800.1,2.60)=0,0009 | Sпр = 1 |
| Sp25 = 0,17.5000/(3800.1,2.60)=0,003 | Sпр = 1 |
| Sp30 = 0,5.5000/(3800.1,2.60)=0,009 | Sпр = 1 |
| Sp35 = 0,67.5000/(3800.1,2.60)=0,012 | Sпр = 1 |
| Итого | Sпр = 7 |
4.1 Расчет годовой нормы догрузки оборудования
![]()
где Ку = 1.05 – коэффициент ужесточения норм
Nд05 = (1.0,95 – 0,039).3800.60/2,17.1,05 =91159 шт;
Nд10 = (1.0,95 – 0,057).3800.60/3,13.1,05 =65681 шт;
Nд15 = (1.0,95 – 0,006).3800.60/0,33.1,05 =621160 шт;
Nд20 = (1.0,95 – 0,0009).3800.60/0,05.1,05 =4121805 шт;
Nд25 = (1.0,95 – 0,003).3800.60/0,17.1,05 =1209613 шт;
Nд30 = (1.0,95 – 0,009).3800.60/0,5.1,05 =408663 шт;
Nд35 = (1.0,95 – 0,012).3800.60/0,67.1,05 =304000 шт;
4.2 Пересчет количества оборудования по догруженным операциям
![]()
Таблица 4.2
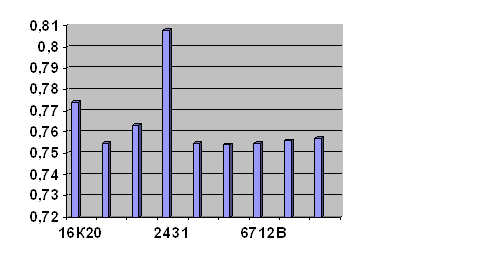
| Sp05 = 2,17.(5000+91159)/(3800.1,2.60)=0,763 | Sпр = 1 |
| Sp10 = 3,13.(5000+65681)/(3800.1,2.60)=0,808 | Sпр = 1 |
| Sp15 = 0,33.(5000+621160)/(3800.1,2.60)=0,755 | Sпр = 1 |
| Sp20 = 0,05.(5000+4121805)/(3800.1,2.60)=0,754 | Sпр = 1 |
| Sp25 = 0,17.(5000+1209613)/(3800.1,2.60)=0,755 | Sпр = 1 |
| Sp30 = 0,5.(5000+408663)/(3800.1,2.60)=0,756 | Sпр = 1 |
| Sp35 = 0,67.(5000+304000)/(3800.1,2.60)=0,757 | Sпр = 1 |
| Итого | Sпр = 7 |
5. Определение коэффициента загрузки оборудования
![]()
Кз.об.05 = 0,763.100 = 76,3 %
Кз.об.10 = 0,808.100 = 80,8 %
Кз.об.15 = 0,755.100 = 75,5 %
Кз.об20 = 0,754.100 = 75,4 %
Кз.об.25 = 0,755.100 = 75,5 %
Кз.об.30 = 0,756.100 = 75,6 %
Кз.об.35 = 0,757.100 = 75,7 %
5.1 Определяем средний коэффициент загрузки оборудования
![]()
![]()
Полученные данные заносим в таблицу
Таблица 5.1
| Номер операции | Наименование операции | Норма догрузки Nд | Количество оборудования | Кз.об. % | |
| Sp | Snp | ||||
| 05 | Токарная | 91159 | 0,763 | Sпр = 1 | 76,3 |
| 10 | Фрезерная | 65681 | 0,808 | Sпр = 1 | 80,8 |
| 15 | Сверлильная | 621160 | 0,755 | Sпр = 1 | 75,5 |
| 20 | Центрошлифовальная | 4121805 | 0,754 | Sпр = 1 | 75,4 |
| 25 | Круглошлифовальная | 1209613 | 0,755 | Sпр = 1 | 75,5 |
| 30 | Круглошлифовальная | 408663 | 0,756 | Sпр = 1 | 75,6 |
| 35 | Плоскошлифовальная | 304000 | 0,757 | Sпр = 1 | 75,7 |
6. Определение количества рабочих
6.1 Расчет действительного фонда времени одного рабочего
![]()
где: Кпнр. = 0,9 – коэффициент плановых невыходов на работу.
![]()
Похожие работы
... управляющая программа УЧПУ устройство числового программного управления ЧПУ числовое программное управление ВВЕДЕНИЕ Цикл лабораторно- практических занятий основан на материалах курса "Технология обработки на станках с ЧПУ" является общим для всех форм обучения- дневной и заочной. Цикл рассчитан на 34 часа лабораторно- практических занятий и включает следующие работы: ...
... », изучили современные проблемы технологического образования, этапы становления технологического образования в России, проанализировали раздел «Технология обработки металлов » в 5 классе, а так же учебники и учебные пособия по Технологии, дали необходимые рекомендации для их использования в обучении. 2. Методика организации работы по разделу «Технология обработки древесины» в 5 классе 2.1 ...





... нам необходимо придерживаться принципа сохранения баз для получения детали большей точности и исключение погрешностей переустановки. 2.6. Разработка технологического маршрута обработки детали В условиях производства разработка технологических процессов изготовления деталей производится с учетом технического и экономического принципов. В соответствии с техническим принципом проектируемый ...


... изготовлением ограниченной номенклатуры деталей партиями, повторяющимися через определенные промежутки времени. Это позволяет использовать наряду с универсальным специальное оборудование. При проектировании технологических процессов предусматривают порядок выполнения и оснастку каждой операции. Для организации серийного производства характерны следующие черты. Цехи, как правило, имеют в своем ...
0 комментариев