Навигация
Характеристика модели заданного изделия
23215
знаков
8
таблиц
17
изображений
2. Характеристика модели заданного изделия

Рисунок №1 Эскиз модели.

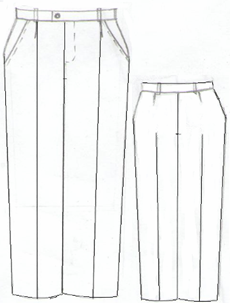
Рисунок №2 Технический рисунок.
Пиджак мужской, полуприлегающего силуэта, выполненный из костюмной ткани, темно-синего цвета предназначенный для повседневной носки.
Застежка центральная бортовая, на три пуговицы.
Воротник отлажной с прямыми концами, лацканы неширокие.
Перед цельный с передними вытачками. Боковые карманы прорезные с клапаном и обтачкой. Спинка со швом посередине. Рукава втачные двухшовные длинные, с неотлетной шлицей и 4мя пуговицами.
Воротник, лацканы и борта отделаны « в чистый край». Пиджак обработан на подкладке. Рекомендуемые размеры 104-56-48
Брюки полуприлегающего по бедрам с притачным поясом и шестью шлевками на нем. Застежка на тесьму «молния».
Левый конец пояса заканчивается мысом и застегивается на крючок и петлю. Боковые карманы со скосом передних половинок.
На задних половинках по одной вытачке.
Брюки внизу прямые.
3. Характеристика пакетов материалов, применяемых при изготовлении костюма мужского
Предлагается костюмный материал темно – синего цвета, с однотонной, без блеска, поверхностью. Подкладочный материал чуть светлее по тону основного материала и термоклеевой материал на трикотажной основе с точечным клеевым покрытием, а также прокладочная ткань-бортовка. Также в тон основного материала подобран комплект фурнитуры.
Основная ткань состоит из текстурированных нитей, обкрученных спандексом, по основе – полиэстер, по утку – полиэфирно – вискозные нити.
Обкручивание нитью спандекса придает материалу шерстоподобность, полиэстер дает мягкость, теплопроводность, воздухопроницаемость. Добавление вискозы повышает гигиеничность, обычно не очень высокую у чистого полиэстера.
Обкручивание комплексной нити более толстой нитью спандекса позволяет добиться растяжимости.
Эти свойства позволяют получить приятный внешний вид, оптимальный набор свойств для костюмного ассортимента.
Полиэстер снижает сминаемость материала. Основной материал отвечает требованиям к ассортименту, облегчает уход за изделием, имеет высокую долговечность, теплозащитность, не требует усиленнй ВТО. Изготовление изделий костюмного ассортимента из данного материала не вызывает затруднений благодаря отсутствию скольжения, невысокой осыпаемости, отсутствию прорубки и минимальной раздвижке. Ткань склонна к формообразованию, что улучшает внешний вид, имеет низкую загрязняемость за счет состава и цвета.
Подкладочный материал соответствует основному материалу по цветовому решению, благодаря изготовлению из лавсана не образуется пилинг, высокая светостойкость и прочность, устойчив к плесени, также как основной материал не требует усиленной ВТО, термопластичен, устойчив к истиранию. За счет добавления вискозы материал обладает достаточной гигиеничностью, стойкую окраску и уменьшается скольжение. Подкладочный материал имеет ту же усадку, что и основной материал.
Для всех трех пакетов материалов предлагаются армированные нитки, так как они обладают высокой прочностью, гладкостью, привлекательным внешним видом и подходят для любых машин. Нитки подобраны в цвет материала.
Фурнитура:
Для пакетов были подобраны пластмассовые пуговицы
Все предлагаемые пуговицы соответствуют требования, имеют прочную окраску, не имеют брака и дефектов, имеют прочную ножку и качественное покрытие.
Застежка «молния» для всех пакетов подбиралась в цвет основного материала, тесьма на тканой основе, звенья выполнены из пластмассы, тесьма ровная, звенья одинакового размера, застежка перемещается по звеньям равномерно, фиксируется в любом месте. Рекомендованная тесьма «молния» выполнена с дополнительной оплеткой звеньев для большей прочности и долговечности.
Первый пакет материалов практически не имеет усадки, обеспечивает хорошую форму изделия и качественное соединение с термоклеевым материалом, имеет увеличенную долговечность за счет волокнистого состава и правильного подбора подкладочного материала. Изделие, выполненное из этого пакета материалов, не деформируется со временем, не потеряет прочности и привлекательного внешнего вида. Эти материалы отличаются от других двух пакетов более выгодным цветом, растяжимостью и лучшим формообразованием и наиболее полно отвечает требованиям, предъявляемым к костюмному ассортименту весенне-летнего ассортимента.
Таблица 1 – Характеристика материалов
| Наименование материала | Ширина матери ала, м | Поверх ностная плот ность матер, гр/м2 | Число нитей на 10 см | Структура нити | Наименование переплетения, условное обозначение |
| |||||
| основа | уток | основа | уток |
| |||||||
| 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | ||||
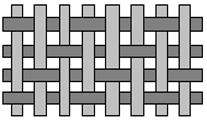
| Костюмная ткань | 1,5 | 342 | 340 | 420 | Полиэстер, текстурированная нить, обкрученная спандексом | Комплексная нить с добавлением нити спандекса, полиэфирная вискоза | Саржевое переплетение
| ||||
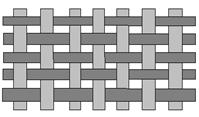
| Подкладочная ткань | 1,5 | 80 | 320 | 400 | Вискозно– лавсановая, комплексная нить | Лавсан, комплексная нить | Полотняное переплетение
| ||||
| Прокладочный материал | 0,22 | 300 | Пряжа Лен+шерсть | Пряжа Лен+шерсть | Полотняное переплетение
| ||||||
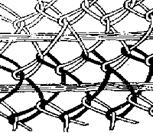
| Термоклеевой материал на трикотажной основе с регулярным точечным клеевым покрытием | 1,5 | 120 | Полиэфирная нить | Полиэфирная нить | Основовязаный уточный трикотаж
| ||||||

4. Выбор методов обработки изделия и оборудования.
4.1 Разработка графических методов обработки, основных узлов изделия.
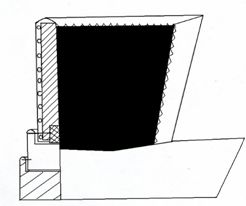
Рисунок№3 А-АУзел обработки воротника

Рисунок№4 Б-Б Узел обработки шлицы рукава
1. Стачать локтевые срезы рукавов
2. Пришить пуговицы на рукава

Рисунок№5 В-В Узел обработки застежки на брюках.
1. Обметать срез откоска
2. Обметать внутренний срез гульфика.
3. Притачать правую часть застежки «молния» к откоску.
4. Притачать левую сторону застежки « молния» к левой передней части брюк.
5. Притачать « застежку «молния» к гульфику.
6. Обтачать левую сторону брюк обтачкой.
7. Настрочить отделочную строчку по застежке, на передней левой половине брюк, одновременно делая закрепку.
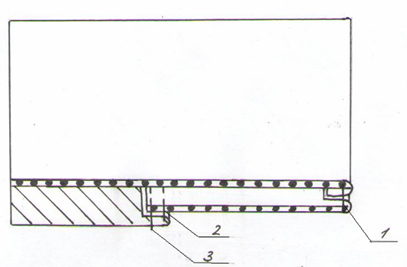
Рисунок№6 Д-Д Узел обработки кармана в брюках
1. Обметать подзор кармана
2. Настрочить подзор к подкладке кармана на лицевую сторону.
3. Обметать боковой срез передней половины брюк.
4. Застрочить верхний срез кармана.
5. Стачать подкладку кармана.
6. Стачать боковые срезы брюк.
7. Обметать боковой срез и подкладку кармана.
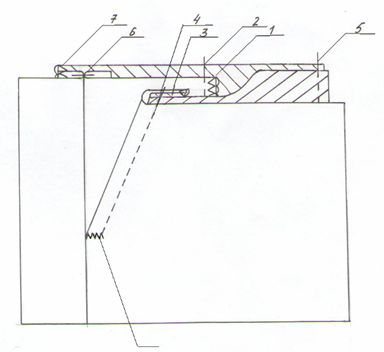
Рисунок№7 Г-Г Узел обработки борта.
1. Обтачать борта подбортами.
2. Притачать подкладку к подбортам
3. Прокладывание отделочной строчки шву соединения подборта и подкладки.
4.2 Характеристика оборудования и средств малой механизации
Для ТПО было выбрано оборудование с оптимальной производительностью, что обеспечивает высокое качество изделий.
Предлагается оборудование одной фирмы – «Джуки» (Япония). Оно отвечает всем современным требованиям к оснащению цеха:
- Позволяет обеспечить высокое качество изделия независимо от квалификации оператора;
- Позволяет изготавливать изделия с любыми модельными особенностями;
- Высокая степень автоматизации (автоматическая обрезка ниток, автоматическая смазка, обрезание срезов, дифференциальные верхний и нижний транспортеры, обеспечивающие сборку и т.д.);
- Снижение эксплуатационных затрат при обслуживании и взаимозаменяемость комплектующих деталей;
- Легкая осваиваемость, простота обслуживания;
- Экономия финансов при приобретении оборудования (предприятие дает большую скидку на приобретение и последующий сервис).
Таблица 2 – Характеристика оборудования, приспособления малой механизации
| Класс машины, завод – изготовитель | Технологическое назначение машины, обрабатываемые материалы | Тип стежка | Частота вращения главного вала, мин-4 | Длина стежка, мм | Иглы ГОСТ 22249 | Нитки ГОСТ шелк | Нитки ГОСТ армированные | Толщина соединяемых материалов, мм | Дополнительные данные | |||||||
| 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 | 10 | |||||||
| Juki LK – 1900 ASS /ip-200 | Закрепочная машина с компьютерным управлением, легкие, средние костюмные ткани | 3000 | 0,1-1,0 | DPх5 (#14) ГОСТ 0277 | 65 | 35 ЛЛ | 3,0-4,0 | Устройство зажима игольной нити, механизм обрезки нити, Автоматический подъем лапки | ||||||||
| Juki AMB-289 | Однониточная машина цепного стежка для пришивания пуговиц, для средних костюмных тканей | 3000 | В автоматич. Реж. | ГОСТ 0519 | 65 | 44 ЛХ-I | 4,5 | Электронная система управления натяжением нитки, возможность сохранения в памяти, регулировка длины остатка нитки, предотвращение износа нитки, снижение появления масляных пятен, приспособление для подачи пуговиц, повышенная надежность конструкции, возможность пришивания разнообразных пуговиц | ||||||||
| Juki DDL-8700-7-WB/AK85 | Одноигольная машина челночного стежка, для средних тканей | 301 | 5500 | 5 | DB •1 (#14)#99#18 ГОСТ 0277 | 65 | 44 ЛХ-I 45-ЛЛ 36 ЛХ 35 ЛЛ | 5,5 | Автоматическая обрезка ниток, автоматическая смазка, компьютерное управление | |||||||
| Juki DP-2100 | Одноигольная машина челночного стежка для втачивания рукавов (с сухой головой), костюмные ткани | 301 | 3500 | 6 | DPX 17 #10~#14 ГОСТ 0277 | 65 | 44 ЛХ-I 45-ЛЛ 36 ЛХ 35 ЛЛ | 5,5 | Компьютерное управление, возможность выбора режима – автомат, полуавтомат и ручной, не требует смазки | |||||||
| Juki LBH-1790s/ip-200 | Одноигольная машина челночного стежка для выполнения петель, средние костюмные ткани | 4200 | В автоматич. Реж. | DP 5 (#11J) #11J~#14J ГОСТ 0277 | 65 | 36 ЛХ | 5,5 | Компьютерное управление, новый механизм обрезки ниток, | ||||||||
| Juki MFB-2600HHMU | Двухигольная трехниточная машина цепного стежка для изготовления шлевок, для средних и тяжелых костюмных тканей | 301+301 | 5000 | 3,4 | ГОСТ 0277 | 65 | 36 ЛХ | 5,5 | ||||||||
| Juki MO-6716S-FH6-6ОН | Двухигольная пятиниточная стачивающе – обметочная машина цепного стежка, средние костюмные ткани | 504+401 | 7000 | 3,6 | ГОСТ 0519 | 65 | 36 ЛХ 35 ЛХ | Автоматическая смазка, автоматический подъем лапки, автоматическая обрезка ниток | ||||||||
| Juki MO-6914S-BE4-307/LB4/MC40 | Двухигольная краеобметочная машина цепного стежка, костюмные ткани | 504 | 8000 | 4 | DC*27 #11 ГОСТ 0037 | 65 | 36 ЛХ 35 ЛХ | 6,5 | Полуавтоматическое устройство захвата нитки и затягивания ее в шов, устройство отсоса обрезков материала, автоматический подъем лапки | |||||||
| Juki СВ-640/NP/Т003 | Машина для подшивания низа изделия потайным однониточным цепным стежком, костюмные ткани | 103 | 2500 | 3-8 | LWх6T | 65 | 36 ЛХ | 9 | Устройство для обрезки ниток, устройство для позиционирования иглы | |||||||
Таблица 3– Характеристика оборудования влажно – тепловой обработки
| Марка (тип) оборудования, предприятие - изготовитель | Техноло гическое назначение | Усилие прессования кг/см2 | Установленная мощность, кВТ | Температура гладильных подушек, °С | Габариты оборудования, мм |
| |||||
| 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | ||||
| Электро паровой утюг Juki JVB-909/JMB-151V (плоская и выпуклая подушки, запоминание 10 типовых операций, програм мирование силы и момента всасывания) | Для внутри процессной ВТО | Электродвигатель 600 ВТ, нагреватель 2 кВТ | 130-180 | Высота 740-810 мм | |||||||
| Пресс Juki JNS-2400 (Управление микро ЭВМ, паронагревание для верхних и для нижних утюгов) | Для внутри процессной и окончательной ВТО | 1100 | 200 в, 0,2 кВТ/час | 120-190 | Ш 1200-1500 | Г1245 | В 1330 | ||||
4.3 Выбор вариантов методов обработки для заданного узла модели изделия
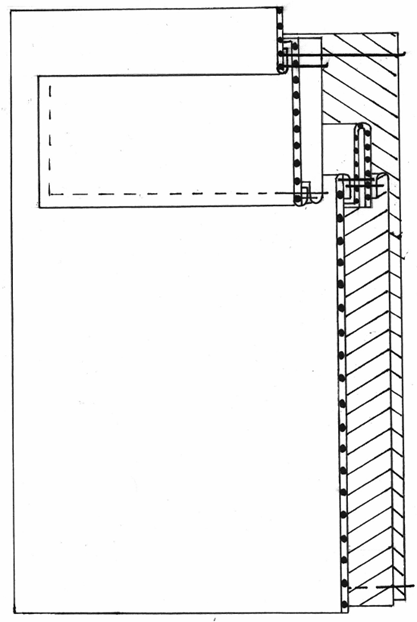
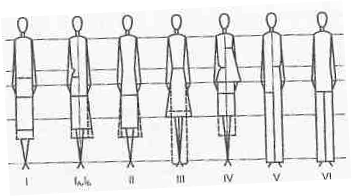
Рисунок № 8 Узел № 1.
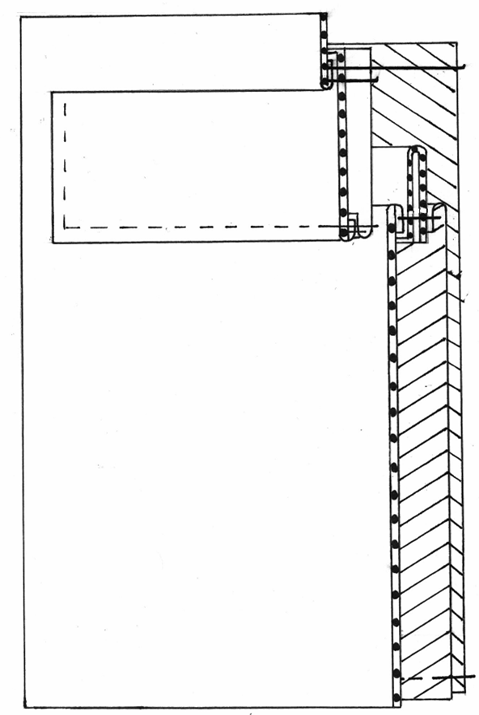
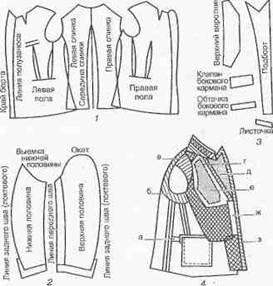
Рисунок № 9Узел № 2.
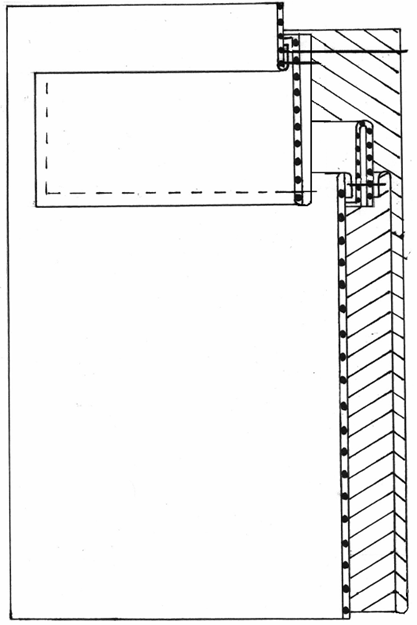
Рисунок № 10Узел № 3
Похожие работы
... . Характеристика плащевых тканей для выбранной модели приведена в таблице 1. Выбранные плащевые ткани соответствуют современному направлению моды и требованиям, предъявляемым к тканям для детского зимнего костюма. Таблица 1 - Характеристика плащевых тканей Наименование ткани Волокнистый состав Линейная плотность нитей, текс Число нитей на 10 см. Поверхностная плотность г/м2 ...
... . Велосипедки — спортивные брюки длиной до колена или немного ниже из эластичных материалов. Вошли в моду в конце 1980-х гг. Глава 3 Виды декоративных отделок в детской одежде 3.1 Художественно – конструктивные средства, используемые в художественном оформлении детской одежды Прежде чем говорить об основных видах отделки в детской одежде нужно сказать несколько слов о стиле в одежде, ...
... 5. изготовление и отделка изделий. Первых два этапа изготовления одежды выполняются в основном домами моделей, а остальные - на фабриках. 3.4 Моделирование одежды При массовом производстве швейные изделия изготовляют по определенным утвержденным образцам - моделям, которые разрабатываются в установленном порядке. Этот процесс называется моделированием и состоит из двух последовательных ...
... форм обслуживания. Изучение состояния оптовой торговли детской одеждой показало, что транзитные поставки этих товаров от иногородних поставщиков не всегда себя оправдывают. Вследствие широкого ассортимента детской одежды отдельные виды изделий заказываются розничными организациями и поставляются оптовыми базами в некоторые кварталы в объеме, во многих случаях не превышающем транзитной нормы ...
0 комментариев