Навигация
Технология, машины и оборудование машиностроительного производства
10033
знака
1
таблица
0
изображений
Министерство образования Российской Федерации

Санкт-Петербургский инженерно-экономический университет
Факультет экономики и менеджмента в промышленности
Кафедра управления качеством и машиноведения
КУРСОВОЙ ПРОЕКТ
по дисциплине: “Технология машиностроения”
на тему:
“Технология, машины и оборудование машиностроительного производства”
Содержание
1. Анализ детали
2. Определение технического маршрута каждой поверхности в зависимости от точности размеров и шероховатости
3. Расчёт коэффициента закрытия операций и определение типа производства: мелкосерийное, среднесерийное, крупносерийное и массосерийное (по трём операциям обработки)
4. Разработка технологий заготовок
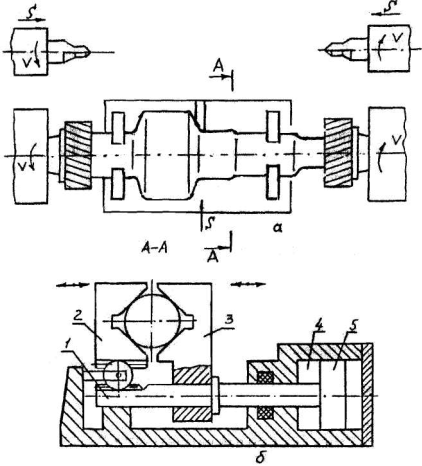
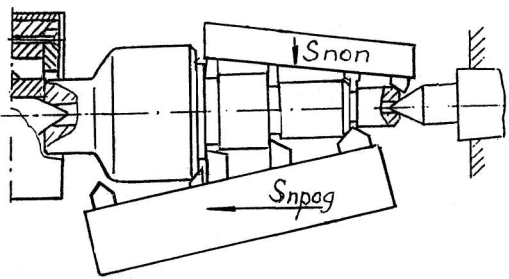
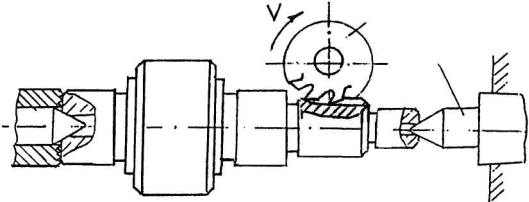
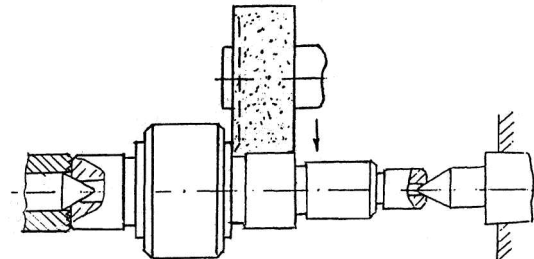
5. Сравнение двух вариантов выполнения одной операции обработки резаньем
Список литературы
1. Анализ детали
Деталь – крышка. Служит для осевой фиксации подшипника качения, поддерживающего червячный вал редуктора.
Состоит из посадочного цилиндра О 52е9. Параметр шероховатости которого Ra 1,6.
Для крепления крышки болтами к корпусу редуктора, её фланец О 80 имеет четыре отверстия О 8
Торец О 52е9 упирающийся в наружное кольцо подшипника и привальные торец фланца имеет параметры шероховатости так же Ra 1,6.
Эти торцы связаны размером 14 четырнадцатого квалитета, однако параллельность этих поверхностей ограничена величиной 0,05мм. Поверхности полости О 42 мм и глубиной 14 мм не обрабатывается. Размеры крышки маленькие (до 500мм). Материал крышки – серый чугун с пределом прочности на растяжение 15кг/мм.
Структура СЧ15:перлит, феррит, графит пластинчатый средней величины.
Химический состав:
· Углерод – 3,5% - 3,7%
· Кремний – 2% - 2,4%
· Марганца – 0,5% - 0,8%
· Вредные примеси: фосфора не более 0,3%; серы не более 0,15%. Механические свойства СЧ15: твёрдость НВ – 163 – 229
предел прочности сж = 65кг мм
Годовая программа выпуска крышки – 20'000
Так как материал детали чугун, то получают заготовку только литьём. Так как литьём нельзя получить точность размеров и шероховатость поверхности крышки (за исключением полости О 42 и глубиной 14мм), то эти поверхности будут подвергнуты обработке.
2. Определение технического маршрута каждой поверхности в зависимости от точности размеров и шероховатости
1.Цилиндр О 52e9 Ra 1,6 – точение однократное
-шлифование однократное
2.Торцы шероховатостью Ra 1,6 и с допуском не параллельности не больше 0,05 точение однократное, шлифование однократное.
3.Остальные обрабатываемые поверхности связаны между собой размерами четырнадцатого квалитета и имеют шероховатость Ra 6,3 – однократная лезвийная обработка.
3. Расчёт коэффициента закрытия операций и определение типа производства: мелкосерийное, среднесерийное, крупносерийное и массосерийное (по трём операциям обработки)
1. Сверление четырёх отверстий.
Основное время: 0,00052 * 8*10*4=0,1664
2.Шлифование О 52e9
Основное время: 0,00010d*1=0,00010*52*14=0,0073
3.Первая токарная операция:
а)подрезать торец О 80
0,000037(Д – d) = 0,000037(80 – 0) = 0,02368
б)обтачивание цилиндра О 80
0,00005*80*7 = 0,028
Штучно-калькулятивное время операции
| МС | КС |
| 1.Сверление 1,72*0,1664 = 0,2862 | 1,3*0,1664 = 0,2163 |
| 2.Шлифование 2,10*0,073 = 0,1533 | 1,55*0,073 = 0,1131 |
| 3.Токарная операция 2,14(0,2368+0,028 = 0,5667 | 1,36(0,2368+0,028 = 0,3601 |
Время штучно-калькулятивное среднее:
0,2862+0,1638+0,6775/3 =0,3186
0,2163+0,1209+0,4306 /3= 0,2298
Nшт. в год = 20’000
Такт выпуска: Фд*60/ N = 4015ч.*60 /20’000 = 12
Коэффициент закрепления
Кзомс= Т/ Тш.к.ср =20,1/0,3189 = 63,03
Кзомс= Т/ Тш.к.ср =20,1/0,2298 = 87,47
Т.О., Кзо > 20 производство мелкосерийное
Размер партии запуска:
n = N*a/ F
где N – годовой объём выпуска деталей, шт.
а - периодичность запуска деталей в производство, дн.
F – количество рабочих дней в году (240 дн.).
n = 20’000*20/240 = 1667 (шт.)
4. Разработка технологий заготовок
Так как материал крышки – чугун, то заготовка может быть получена литьём. Литьё под давлением применяется чаще всего для цветных сплавов особо сложных тонкостенных отливок, оно дорого, поэтому вряд ли подойдёт для крышки(применяется в крупном производстве).
Литьё по выплавляемым моделям или в оболочковой форме отпадают из-за дороговизны и мелкосерийности нашей крышки, остаётся литьё в объёмной песчаной форме и в кокиль.
Окончательный вариант будет выбран по результатам компьютерного, экономического сранения.
Разъём кокиля выбираем так, чтобы вся отливка находилась в одной половине, тем самым, избегая погрешности заготовки от взаимного смещения полуформ.
Разъём по правому торцу фланца на чертеже детали.
Мелкие отверстия О 8 дешевле будет получить сверлением, поэтому в отливке они выполнены не будут, там будет напуск.
Класс размерной точности отливки – 7
Степень коробления элементов отливок – 5
Степень точности поверхностей отливок – 8
Ряд припусков на обработку отливок – 4
Класс точности массы отливки – 10
Минимальный литейный припуск на сторону, мм, не более 0,4
Похожие работы
... вследствие попадания брызг жидкого металла на стенки изложницы может быть загрязненной пленками оксидов. 3.Технологический процесс и состав оборудования последних двух станов технологического потока производства рельса Р75 Блюминг Блюминг (англ. blooming), высокопроизводительный прокатный стан для обжатия стального слитка большого поперечного сечения массой до 12 т и более в Блюм. В некоторых ...
... , горячим выдавливанием или штамповкой на ГКМ. Однако, выбор между этими способами требует способности хорошо разбираться в них и наличия методических указаний к разработке технологии по каждому способу. Штамповку валов, имеющих отношение длины поперечнику более 2,5 – 3 приходится во избежание продольного изгиба штамповать поперек оси заготовки (деформирующие силы перпендикулярны оси заготовки). ...
... предприятия, совершенствовать все подсистемы предприятия и приводить его потенциал в соответствие с условиями внешней среды. 3 РАЗРАБОТКА И ОБОСНОВАНИЕ НЕКОТОРЫХ ПУТЕЙ РАЗВИТИЯ БАЗОВОГО ПРЕДПРИЯТИЯ В РАМКАХ СТРАТЕГИИ РАЗВИТИЯ АО НКМЗ ДО 2010 ГОДА 3.1 Создание технопарка на базе ЗАО НКМЗ как инструмент повышения конкурентоспособности предприятия за счёт увеличения наукоёмкости выпускаемой ...
... Таблица № 12 № п/п Должность. Кол – во человек Оклад руб. 15% урал. ЗП ср.мес. ФЗП за год 1. 2. 3. 4. Мастер. Техник-технолог Инженер- программист Инспектор по кадрам 2. 2. 1. 1. 3900 2900 3700 2200 585 435 555 330 4485 3335 4255 2530 53820 40020 51060 30360 Итого ...
0 комментариев