Навигация
Сравнение двух вариантов выполнения одной операции обработки резаньем
10033
знака
1
таблица
0
изображений
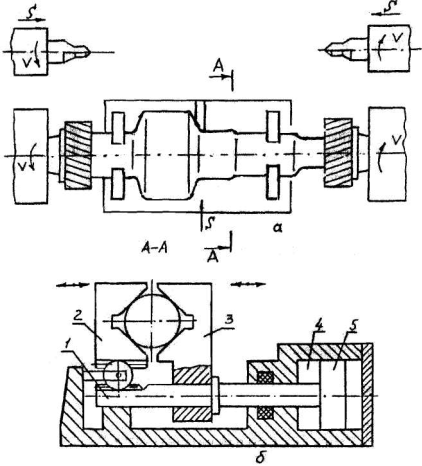
5. Сравнение двух вариантов выполнения одной операции обработки резаньем
Операция 055 сверлильная
1вариант: сверление 4-х отверстий О 8 на одношпиндельном вертиально-сверлильном станке по одному.
2вариант: сверление на многошпиндельном вертикально-сверлильном станке 4 отверстия одновременно.
Материал детали СЧ15 – серый чугун, характеристика приведена выше НВ163-229.
Определение режимов резанья.
Подача S = 0,2 мм/об.
Скорость резанья V = 28мм/мин
Поправочные коэффициенты на скорость резанья = 1,0
Lв рез = Lпереб = 5мм
То = Lвр + Lобр = Lпер/ nS
Основное время
Lобр. – длина обрабатываемой поверхности
Lвр. – длина врезания инструмента
Lпер. - длины перебега инструмента
n = 1000V/ πД
n = 1000*28/3.14*8 = 1115 = 1115 – по станку берём 1000
To = S + 10 + 5/1000*0.2 = 0.1
Состав действия рабочего.
Первый вариант.
Снимает предыдущую и устанавливает новую деталь в кондуктор, затем кондуктор подводится под сверло первым отверстием(это вспомогательное время входит в рабочий переход).
Рабочий подводит сверло и включает подачу. Начинается основное время – снятие стружки. После выхода сверла рабочий выключает подачу и выводит сверло. Затем кондуктор подводится другим отверстием под сверло и всё повторяется. Подвод и отвод сверла – вспомогательное время, входящее в норму вспомогательного времени на переход.
Время на операцию (операционное)
Топ = ∑То + ∑Тв
Тв на проход 0,07мин
Тв на перемещение детали с кондуктором под сверло 0,015мин.
Время на обслуживание рабочего места – Аобс = 3,5% от Топ
Подготовительно-заключительное время на партию (Тпз)
А)на накладку станка, инструмента и приспособлений = 12мин.
Б)на дополнительные приёмы = 0мин.
В)на получение инструмента и приспособлений до начала и сдачу их после окончания обработки = 5мин.
Процент операционного времени на отдых и личные надобности
Аолн = 4% от Топ
0,10 минут – вспомогательное время на установку и снятие детали
Топ = 0,10 + 0,015*4 + 0,07*4 + 0,04*4 = 0,60
Тшт = Топ (1 + Аобс + Аолн/100)
Тшт = 0,60(1 + 3,5 + 4/100 = 0.64) = 0,64
Тшт = 12 + 0 + 5/1000= 0,64+17/1000 = 0,7
Второй вариант.
S = 0,2 мм/обор.
V = 28*0,7 = 19,6мм/мин
Поправочный коэффициент = 1,0
n = 1000*19,6/3,14*8 = 780, берем 750
То = 5 + 10 + 5/750*0,2 = 0,13 мин
Тв на проход = 0,08мин
Аобс = 4
Тпз = 19
А = 15
Б = 0
В = 7
Аолн = 4
Топ = 0,12 + 0,13 + 0,08 = 0,33
Тшт = 0,33 (1+ 8/100 ) = 0,36
Тшк = 0,36 + 19/1000 = 0,38
V = πDn/100 = 3,14*8*750/1000 = 18,84
а) Расчёт потребности оборудования Qp по вариантам техпроцесса.
Первый вариант(одношпинд.) Второй вариант(многошпинд.)
Qp = n/ Qr*Kв*Фд*Кр
Фд = 4015ч./год
Кв. – коэффициент, учитывающий выполнение норм (1,1)
Кр. – коэффициент, учитывающий затраты времени на ремонт оборудования
Кр. – коэффициент, учитывающий затраты времени на ремонт оборудования
qr – годовая производительность, шт/ч
![]() qr = 60/Тшт = 60/0,9 = 66,6 qr =60/0,38 = 157,9
qr = 60/Тшт = 60/0,9 = 66,6 qr =60/0,38 = 157,9
Кр = 1 – 0,1ГР; ГР – группа ремонтной сложности оборудования
ГРп = ГРм + 0,25Грэ
Грп = 5,5 + 0,25*5,5 = 6,9 Грп = 15 + 0,25*17,5 = 19,37
Кр = 1 – 0,01*6,9 = 0,9 Кр = 1 – 0,01*19,37 = 0,8
Qp = 20000/66,6*1,1*4015*0,9 = 0.075
Qp = 2000/ 66,6*1,1*4015*0,8 = 0,085
Кз – коэффициент загрузки
Кз = Qp / Qn
Qп – целое значение числа станков
Кз = 0,075/1 = 0,075 Кз = 0,085/1 = 0,085
б) Расчёт себестоимости вариантов технологических операций.
Цеховая себестоимость изготовления 1 детали на 1 операцию
Сцч – цеховая себестоимость часа работы станка коп/час
Сц1 = Сцч*Тшк /6000 = руб/дет
Сц1 = 478*0,9/6000 = 0,07= 0,07 Сц1 = 548*0,38/6000 = 0,034
Сц = Сц1*N
Сц = 0,07*20’000 = 1400 Cц = 0,34*20’000 = 680
в) Расчёт капитальных вложений по вариантам в технологическое оборудование
Кот = Σ (1-к)Цот*Q
К-число операций
Цот – балансовая стоимость оборудования, руб.
Мо – коэффициент занятости технологического оборудования
Мо = То/Тро
Траб – годовой объём работ по данной детали
Траб = Тшк*N /60
Траб = 0,9*20’000/60 = 300
Траб = 038*2000/60 = 127
Тро – общее время работы оборудования за год
Тро = Фд*Кр, ч
Тро = 4015*0,9 = 3613,5 Тро = 4015*0,8 = 3212
Мо = 180/3613,5 = 0,05 76
Мо = 76/3212 = 0,02
Кот = 721*0,05 = 36,05 Кот = 2714*0,02 = 54,28
Капитальные вложения в здания
Кзд = S*Ks*Qn*Ms*h*Ц, руб
S – площадь оборудования в плане, м?
S = 0,51 S = 2,61
Ks = коэф, дополнительной площади
Ks = 1 +10/ S
Ks = 1 + 10 /0,513 = 20,48
Ks = 1 + 10 /2,6 = 4,8
h – высота здания в метрах (=5м)
Ц – цена 1м? здания (=10руб/м)
Кзд = 0,513*20,48*0,05*5*10 = 26,26 Кзд = 2,6*4,8*0,02*5*10 = 12,48
Суммарная величина капиталовложений
К = Кот + Кзд
К = 36,058 + 26,26 = 62,31 К = 54,25 + 12,48 = 66,73
Расчёт приведённых затрат
Сп = Сц + Σ*К, руб
Σ – норма доп. капиталовложений (Σ = 0,15)
Сп = 840 + 0,15*62,31 = 849,3 Сп = 408 + 0,15*66,73 = 418
Экономия по приведенным затратам
Сп = Сп1 – Сп2, Сп = 849,3 – 418 = 431,3
Список литературы
1. Расчёты экономической эффективности новой техники:Справочник.2-е изд.перераб. и доп./Под общ. Ред. К.М. Великанова/-Л.:Машиностроение, Ленингр. отделение, 1990.448 с.
2. Мосталыгин Г. П.,Толмичевский Н.Н. Технология машиностроения:Учеб. для ВУЗов по инж.-экон. спец. –М.: Машиностроение, 1990.-233 с.
Похожие работы

... вследствие попадания брызг жидкого металла на стенки изложницы может быть загрязненной пленками оксидов. 3.Технологический процесс и состав оборудования последних двух станов технологического потока производства рельса Р75 Блюминг Блюминг (англ. blooming), высокопроизводительный прокатный стан для обжатия стального слитка большого поперечного сечения массой до 12 т и более в Блюм. В некоторых ...
... , горячим выдавливанием или штамповкой на ГКМ. Однако, выбор между этими способами требует способности хорошо разбираться в них и наличия методических указаний к разработке технологии по каждому способу. Штамповку валов, имеющих отношение длины поперечнику более 2,5 – 3 приходится во избежание продольного изгиба штамповать поперек оси заготовки (деформирующие силы перпендикулярны оси заготовки). ...
... предприятия, совершенствовать все подсистемы предприятия и приводить его потенциал в соответствие с условиями внешней среды. 3 РАЗРАБОТКА И ОБОСНОВАНИЕ НЕКОТОРЫХ ПУТЕЙ РАЗВИТИЯ БАЗОВОГО ПРЕДПРИЯТИЯ В РАМКАХ СТРАТЕГИИ РАЗВИТИЯ АО НКМЗ ДО 2010 ГОДА 3.1 Создание технопарка на базе ЗАО НКМЗ как инструмент повышения конкурентоспособности предприятия за счёт увеличения наукоёмкости выпускаемой ...
... Таблица № 12 № п/п Должность. Кол – во человек Оклад руб. 15% урал. ЗП ср.мес. ФЗП за год 1. 2. 3. 4. Мастер. Техник-технолог Инженер- программист Инспектор по кадрам 2. 2. 1. 1. 3900 2900 3700 2200 585 435 555 330 4485 3335 4255 2530 53820 40020 51060 30360 Итого ...
0 комментариев