Навигация
Штампування поковок на горизонтально-кувальних машинах. Номенклатура поковок, одержуваних на ГКМ. Точність поковок
15660
знаков
6
таблиц
5
изображений
2 Штампування поковок на горизонтально-кувальних машинах. Номенклатура поковок, одержуваних на ГКМ. Точність поковок
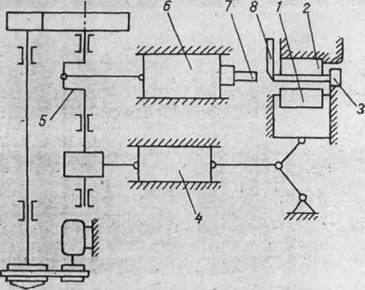
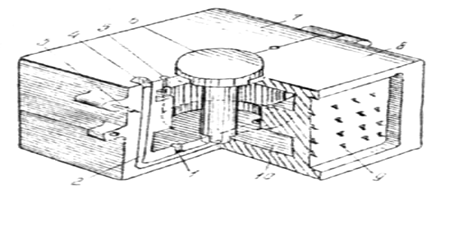
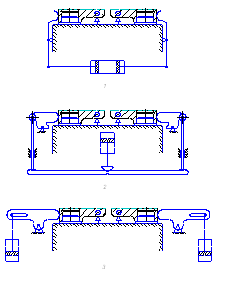
Рис. 11.14. Схема ГКМ
Особливістю горизонтально-кувальних машин (ГКМ) є використання в їх конструкціях кривошипно-шатунних механізмів і наявність двох площин рознімання штампа: однієї — в самій матриці, другої — між матрицею та пуансоном (рис. 11.14).
У рознімній матриці можна затискати вихідні заготованки різної форми, що дає змогу відмовитись від штампувальних нахилів та облою. ГКМ часто застосовують для виготовлення кованок, що не вимагають деформування металу по всій довжині, чи для виконання кінцевої операції штампування кованок, виготовлених на іншому устаткуванні, наприклад, висаджування фланця на колінчастих і багатосхідчастих валах. На ГКМ виготовляють кованки за один чи декілька переходів з прокату або окремих вихідних заготовок. У разі потреби отримують потовщення з обох боків кованки.
Штампи для ГКМ складаються з матриці та пуансона. Затискним рівчакам надають овального перетину чи роблять їхні поверхні рифленими, що забезпечує надійне закріплення заготовок під час їх штампування. За призначенням пуансони можуть бути формувальними, пробивальними, прошивальними та обрізувальними, а за конструкцією — суцільними та складаними.
Перевагами ГКМ є висока продуктивність устаткування, можливість виготовлення кованок з отворами без перетинок, без штампувальних нахилів, порівняно складної форми, висока придатність до механізації та автоматизації виробничих процесів штампування кованок тощо. Наприклад, ГКМ з горизонтальною площиною рознімання матриці добре узгоджуються з автоматичними маніпуляторами, що дає змогу використовувати їх для створення гнучких автоматизованих виробничих систем.
Недоліками штампування кованок на ГКМ є обмежена кількість їх форм (здебільшого — це тіла обертання) та потреба у використанні як вихідних заготовок точного прокату, а також підвищені витрати матеріалу за рахунок хвостовиків для закріплення заготовок у матриці. Кованки, виготовлені на ГКМ, зображені на рис. 11.15. Максимальні зусилля штампуванню на
ГКМ 5...125 МН, найбільший діаметр оброблюваних прутків — до 270 мм, робочий хід повзуна — 200...700 мм, кількість робочих ходів за хвилину — 20...95.
На ГКМ виконують штампування відкрите, закрите та штампування витискуванням . Типовим ТП штампування на ГКМ є багаторівчакове висаджування у закритих штампах (рис. 11.16) з прутка. На ГКМ штампують також окремі заготовки «в торець». Під час повздовжнього штампування на молотах і КГШП попередніми технологічними переходами є осаджування вихідних заготовок для забезпечення їх стійкості. У разі застосування ГКМ внаслідок надійного затискання прутка стійкість заготовок зростає, що дає змогу відмовитись від операції осаджуванця.
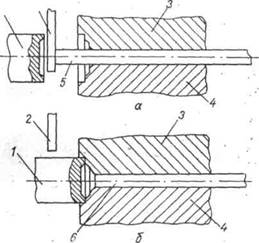
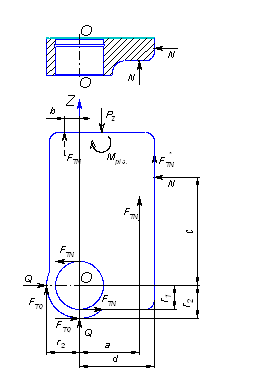
Рис. 11.16. Стадії виготовлення (а, б) заготовок клапанів на ГКМ:
1 — пуансон; 2 — упор; З, 4 — частини рознімної матриці;
5 — вихідна заготовка; 6 — кованка.
Для штампування плоским пуансоном довжина виступа вихідної заготовки повинна бути меншою, ніж 2,5 її діаметра, а діаметр висадженої частини кованки не повинен перевищувати 1,0 діаметра вихідної заготовки. Найліпші умови висаджування забезпечуються тоді, коли потовщена частина кованки має конічну форму та формується в тілі пуансона.
|
|

|
|
|
|
|
|
|
|

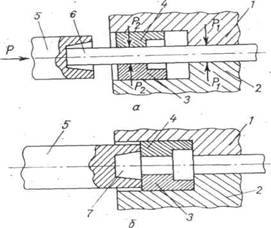
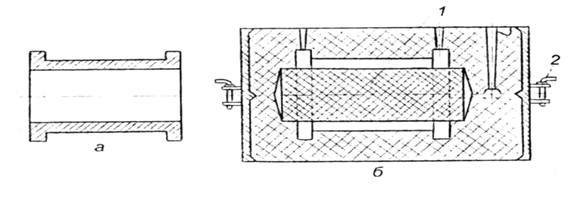
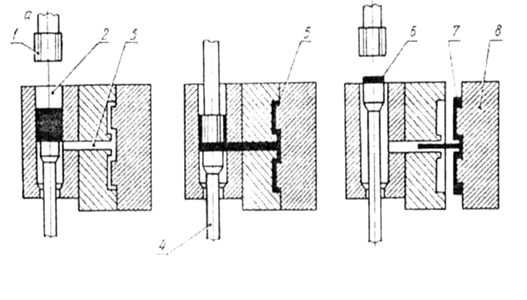
Рис. 11. 17. Висаджування потовщень у ковзних матрицях на початковій (а) та кінцевій (б) стадіях:
1, 2 — частини рознімної матриці; З, 4 — частини додаткової рознімної матриці; 5 — пуансон; 6 — вихідна заготовка; 7 — кованка.
![]()
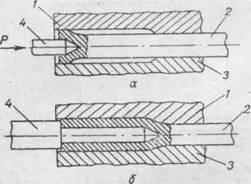
Рис. 11.18. Прошивання отворів на початковій (а) та кінцевій (б) стадіях:
І, 3 — частини рознімної матриці; 2 — заготовка; 4 — прошивний пуансон.
Для формування потовщеної частини кованки більшого об'єму та складнішої форми штампування виконують не в одному, а в кількох рівчаках, які називають набірними. За допомогою цих рівчаків отримують заготовки більшого діаметра чи поперечного розміру, ніж діаметр або розмір вихідної заготованки (прутка). Набирають матеріал в пуансоні чи в матриці або частково в пуансоні та частково в матриці. Рекомендовані співвідношення розмірів заготовок наведені в спеціальній літературі.
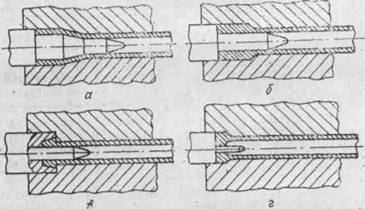
Рис. 11.19. Висаджування потовщень різної форми на трубчастих заготованках.
Для утворення потовщень посередині кованки застосовують ковзні матриці (рис. 11.17). Для отримання порожнин у кованках з глухими чи наскрізними отворами придатні прошивні рівчаки (рис. 11.18). На практиці за допомогою прошивання на ГКМ роблять отвори, що становлять 0,75 діаметра прутка глибиною до чотирьох його діаметрів.
Поширеною операцією на ГКМ є отримання фланців і потовщень різної форми на трубчастих заготованках (рис. 11.19). На ГКМ виконують також перетискання заготовок, сплющування, вигинання, відрізування тощо.
Перелік використаної літератури
1. Афонькин М.Г., Магницкая М.В. Производство заготовок в машиностроении. – Л.: Машиностроение, 1987. – 256 с.
2. Боженко Л.І. Технологія машинобудування. Проектування та виробництво заготовок: Підручник. – Львів: Світ, 1996. – 368 с.
3. Ковка и штамповка: Справочник в 4 т./ Под ред. Р.И. Семенова. – М.: Машиностроение, 1985.
4. Руденко П.А., Харламов Ю.А., Плескач В.М. Проектирование и производство заготовок в машиностроении: Учеб. Пособие. – К.: Вища школа, 1991. – 247 с.
Похожие работы
... і й холодні тріщини, шлакові включення. Вибірково проводять руйнівні методи контролю (наприклад, механічні випробування на міцність, твердість). 2. Виготовлення заготовок і виробів тиском До обробки тиском належать технологічні процеси одержання заготовок, напівфабрикатів і готових виробів (деталей) із чорних і кольорових металів і сплавів шляхом деформування в холодному або гарячому стані. ...
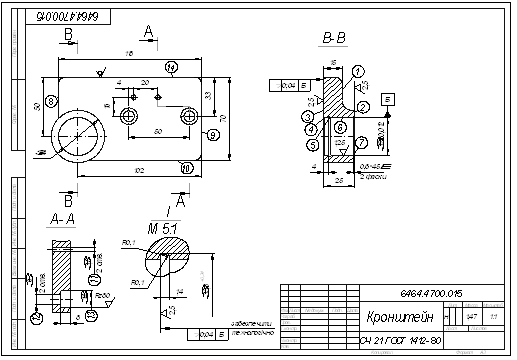
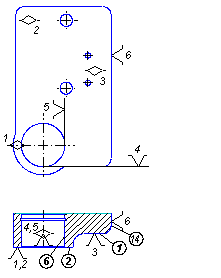
... штоків із вушками 8викликає провертання коромисел 6 на вісях 9 у протилежний бік, і заготовки розкріплюються. 2. 2.1 Розроблення пристрою для контролю перпендикулярності поверхні 3 відносно отвору 6 (база Б) (згідно креслення деталі - “Кронштейн 6464.4700.015”) 2.1.1 Аналіз конструкцій контрольного пристрою та вибір раціоанльної У практиці роботи машинобудівних підприємств виникає ...





... 8721; 5,82 7,98 Загальний номінальний припуск: (мм) - відповідно верхні відхилення заготовки та деталі Номінальний діаметр заготовки: (мм) Перевірка правильності розрахунків: Можна судити про правильність виконання розрахунків. 2.4 Розробка технологічного процесу Всі заповнені відповідні технологічні карти приведені в додатку до курсового проекту. 2.5 ...
... ;4703,6/ Ø2883,2. З усіх оброблювальних поверхонь знімають приблизно дві третини припуску на механічну обробку. 2 Термічна операція Виконується відповідно до технологічного процесу термічних робіт, які забезпечать твердість деталі НВ 285-300. Спочатку загартовують заготовку. Для цього її завантажують у нагрівальну піч (електричну, газову), нагрівають до температури 8000С і витримують 120- ...
0 комментариев