Контрольна
Службове призначення верстатного пристрою
Структурний аналіз і синтез компоновок пристрою, вибір оптимальної компоновки пристрою та принципу дії
Остаточний розрахунок пристрою на точність
Розрахунок сили затиску, параметрів приводу
Спеціальні види розрахунків
Опис конструкції та роботи пристрою
Розрахунок контрольного пристрою з гідро-пластмасою
Розрахунок контрольного пристрою на точність
Добір і проектування допоміжних інструментів
Навигация
Проектування технологічного оснащення для оброблення деталі "Кронштейн 6464.4700.015"
Проектування технологічного оснащення для оброблення деталі "Кронштейн 6464.4700.015"
52760
знаков
1
таблица
8
изображений
Національний університет “Львівська політехніка”
Кафедра технології машинобудування
Курсовий проект
На тему:
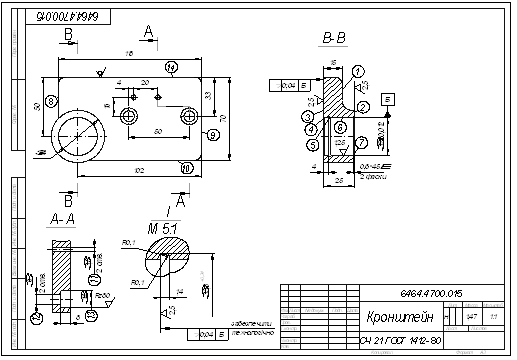
Проектування технологічного оснащення для оброблення деталі “Кронштейн 6464.4700.015”
Розробив:----------
Перевірив:---------
Львів 2009
Зміст
Вступ
Розділ 1
1.1. Розроблення технологічного спорядження для оброблення поверхні 3 в розмір 15h14-0,43 мм (згідно креслення деталі - “Кронштейн 6464.4700.015”)
1.2. Аналіз вихідних даних для проектування верстатного пристрою
1.3. Службове призначення верстатного пристрою
1.4 Розрахунок сумарної похибки, вибір раціональної схеми встановлення і установних елементів пристрою
1.5. Структурний аналіз і синтез компоновок пристрою, вибір оптимальної компоновки пристрою та принципу дії
1.6. Остаточний розрахунок пристрою на точність
1.7. Розрахунок сили затиску, параметрів приводу
1.8. Спеціальні види розрахунків
1.9. Економічне обґрунтування ефективності використання пристрою
1.10 Опис конструкції та роботи пристрою
Розділ 2.
2.1.Розроблення пристрою для контролю перпендикулярності поверхні 3 відносно отвору 6 (база Б) (згідно креслення деталі - “Кронштейн 6464.4700.015”)
2.1.1 Аналіз конструкцій контрольного пристрою та вибір раціоанльної
2.1.2. Розрахунок контрольного пристрою з гідро-пластмасою
2.2. Розрахунок контрольного пристрою на точність
2.3. Опис конструкції та роботи контрольного пристрою
2.4. Розроблення транспортного засобу для транспортування оброблюваних деталей на дільниці механічного оброблення
2.5 Добір і проектування допоміжних інструментів
Література
Вступ
На сьогоднішній день машинобудування належить до найпотужніших галузей народного господарства, забезпечує високу якість і точність виробів взагалі та оброблюваних поверхонь деталей машин зокрема. Його ефективність досягається збільшенням питомої ваги автоматизованого устаткування, роботизованих систем, споряджених мікропроцесорною чи обчислювальною технікою, гнучких автоматизованих комплексів і гнучких виробничих систем.
Ефективне використання зазначеного устаткування неможливе без створення сучасного інструментального спорядження підвищеної надійності, яке би забезпечувало економічне використання дорогої прогресивної техніки. Ця обставина зумовлює підвищені вимоги до металорізальних інструментів, їх якості, ефективності. Тому майбутні фахівці в галузі металооброблювання повинні вміти проектувати різні види інструментів а також вдосконалювати їх для верстатів-автоматів, автоматичних ліній, верстатів з ЧПК, швидко переналагоджувальних технологічних систем з урахуванням вимог до оброблюваних деталей, особливостей устаткування.
1.
1.1 Розроблення технологічного спорядження для оброблення поверхні 3 в розмір 15h14-0,43 мм (згідно креслення деталі - “Кронштейн 6464.4700.015”)
Відправні лані для дипломного проекту:
Креслення деталі - “Кронштейн 6464.4700.015”.
Річна програма випуску виробів – N=5000 штук.
Режим роботи – двозмінний.
1.2 Аналіз вихідних даних для проектування верстатного пристрою
Вихідними даними для проектування пристрою є:
Креслення деталі із зазначенням усіх технічних вимог згідно ЄСКД.
Тип та організаційна форма виробництва виробів.
Технологічна операція, для якої розробляється технологічне спорядження, із схемою базування на ній заданої деталі.
Модель обладнання та його технічний стан.
Режими різання на даній технологічній операції.
аналізуємо вихідні дані для проектування пристрою.
1) Креслення деталі – кронштейна видано керівником контрольної роботи.
2) Оскільки у завданні на контрольну роботу тип виробництва та його організаційна форма не зазначені, приймаємо серійний тип виробництва та групову форму його організації.
Річну програму випуску виробів визначаємо за масою вихідної заготовки.
Масу заготовки визначаємо, припустивши, що 12 % матеріалу іде в стружку:
![]() (1.2.1)
(1.2.1)
де ![]() ,
, ![]() - відповідно маса деталі та заготовки, кг.
- відповідно маса деталі та заготовки, кг.
![]() кг.
кг.
Для ![]() кг < 10 кг в умовах серійного виробництва річна програма випуску коливається в межах N=3000-35000 штук - табл. А1, стор. 37, [7]. Оскільки наше виробництво близьке до дрібносерійного приймаємо річну програму випуску виробів N=5000 штук.
кг < 10 кг в умовах серійного виробництва річна програма випуску коливається в межах N=3000-35000 штук - табл. А1, стор. 37, [7]. Оскільки наше виробництво близьке до дрібносерійного приймаємо річну програму випуску виробів N=5000 штук.
Для заданого типу виробництва, окрім пристроїв механічної дії – гвинтових, ексцентрикових для значної програми випуску виробів можуть використовуватися пристрої з автоматизованим затиском – пневматичним (гідравлічним), що реалізуються за допомогою пнвмокамери чи пневмо (гідро-) циліндра.
3) Для проектування верстатного пристрою необхідно розробити технологічний маршрут механічного оброблення кронштейна.
Технологічний маршрут механічного оброблення деталі - “Кронштейн 6464.4700.015”
005 Вертикально-фрезерна
Встановити заготовку у пристрої, вивірити та закріпити.
Фрезерувати поверхню 1 однократно напрохід.
Фрезерувати поверхню 2 начорно напрохід.
Фрезерувати поверхню 2 начисто напрохід
Розкріпити заготовку у пристрої, зняти та покласти в тару.
010 Вертикально--фрезерна
Встановити заготовку у пристрої, вивірити та закріпити.
Фрезерувати поверхню 8 однократно.
Перевстановити заготовку у пристрої, вивірити та закріпити.
Фрезерувати поверхню 9 однократно напрохід
Розкріпити заготовку у пристрої, зняти та покласти в тару.
015 Вертикально--фрезерна
Встановити заготовку у пристрої, вивірити та закріпити.
Фрезерувати поверхню 10 однократно.
Розкріпити заготовку у пристрої, зняти та покласти в тару.
020 Горизонтально-розточувальна
Встановити заготовку у пристрої, вивірити та закріпити.
Розточити отвір 6 начорно.
Розточити рівець 5 однократно.
Розточити отвір 6 начисто.
Розточити отвір 6 тонко.
Розточити фаску 4.
Перевстановити заготовку у пристрої, вивірити та закріпити.
Розточити фаску 7.
Розкріпити заготовку у пристрої, зняти та покласти в тару.
025 Вертикально--фрезерна
Встановити заготовку у пристрої, вивірити та закріпити.
Фрезерувати поверхню 3 начорно напрохід.
Фрезерувати поверхню 3 начисто напрохід, витримуючи розмір 15h14-0,43 мм.
Розкріпити заготовку у пристрої, зняти та покласти в тару.
030 Радіально-свердлильна
Встановити заготовку у пристрої, вивірити та закріпити.
Свердлити два отвори 11 однократно напрохід почергово, два отвори 12 напрохід почергово.
Розсвердлити два отвори 12 напрохід почергово.
Розсвердлити два отвори 13 однократно почергово.
Розкріпити заготовку у пристрої, зняти та покласти в тару.
0 комментариев