Навигация
Для кожного встановленого терміну випробувань виготовляють по три зразки (одна форма)
51520
знаков
3
таблицы
9
изображений
3.2.3 Для кожного встановленого терміну випробувань виготовляють по три зразки (одна форма).
3.2.4 Для ущільнення, розчину форму балочок з насадкою, підготовлену по п. 3.2.1., Закріплюють в центрі вібромайданчика, щільно притискуючи її до плити. Допускається встановлювати дві форми, симетрично розташовані відносно центру вібро-майданчика, за умови одночасного їх заповнення. Форму по висоті наповнюють приблизно на 1 см розчином і включають вібраційний майданчик. Протягом перших 2 хв. вібрації всі три гнізда форми рівномірні невеликими порціями заповнюють розчином. Після закінчення 3 хв. від початку вібрації вібромайданчик відключають. Форму знімають з вібромайданчика і надлишок розчину видаляють ножем розташованим під невеликим кутом до поверхні укладання, загладжуючи, з натиском розчину врівень з краями форми. Зразки маркірують. Ніж попередньо має бути протертий вологою тканиною.
3.2.5 Після виготовлення зразки у формах зберігають (24±1) ч у ванні з гідравлічним затвором або в шафі, що забезпечує відносну вологість повітря не менше 90 %.
3.2.6 Після закінчення часу зберігання вказаного в п. 3.2.5, Зразки обережно расформовують і укладають у ванни з питною водою і горизонтальному положенні так, щоб вони не стикалися один з одним. Вода повинна покривати зразки не менше чим на 2 см. Воду міняють через кожних 14 діб. Температура її при заміні повинна бути (20±2)°С; як і при зберіганні зразків.
3.2.6.1. Зразки, що мають через (24±1) ч міцність, недостатню для расформування їх без пошкодження, допускається виймати з форми через (48±2) годин, вказуючи цей термін в робочому журналі. (Змінена редакція, Ізм. № 1).
3.2.7 Після закінчення терміну зберігання зразки виймають з води і не пізніше чим через 30 хв. піддають випробуванню. Безпосередньо перед випробуванням зразки мають бути витерті.
3.2.8 Визначення межі міцності при вигині Зразок встановлюють на опорні елементи приладу так, щоб його горизонтальні при виготовленні грані знаходились у вертикальному положенні. Схема розташування зразка на опорних елементах показана на мал. 6. Зразки випробують відповідно до інструкції, прикладеної до приладу.
3.9.9 Межу міцності при вигині обчислюють як середнє аріфметичне значення двох найбільших результатів випробування трьох зразків.
3.2.10 Визначення межі міцності при стискуванні. Отримані після випробування на вигин шість половинок балочок відразу ж піддають випробуванню на стискування. Половинку балочок поміщають між двома пластинками так, щоб бічні грані, які при виготовленні прилягали до стінок форми, знаходилися на плоскості пластинок, а упори пластинок щільно прилягали до торцевої гладкої плоскості зразка (мал.8). Зразок разом з пластинами центрують на опорній плиті преса. Середня швидкість наростання навантаження при випробуванні має бути (2,0±0,5) МПа/с. Рекомендується використовувати пристрій, що автоматично підтримує стандартну швидкість вантаження зразка.
3.2.11. Межа міцності при стискуванні окремого зразка вичисляють, як частку від ділення величини руйнівного навантаження (у кгс) на робочу площу пластинки (у см2) тобто на 25 см2.
Положення зразка між натисними пластинками при випробуванні на стискування
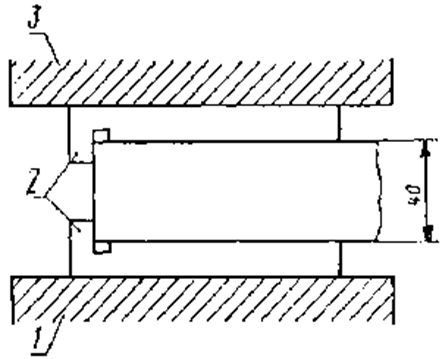
1-нижня плита преса; 2 -пластинки; 3 - верхня плита преса
3.2.12. Межу міцності при стискуванні вичисляють як середнє арифметичне значення чотирьох найбільших результатів іспитів 6 зразків.
3.3. Визначення міцності цементу при пропарюванні
3.3.1. Зразки для визначення міцності цементу, при пропарюванні виготовляють відповідно до пп. 3.1.3.і 3.2. Для оберігання поверхні зразка від попадання конденсату форми накривають пластинами, що виконанні з корозійностійких матеріалів і не чинять тиску на зразки. Форми із зразками поміщають в пропарювальну камеру, де витримують протягом (120±10) хв.. при температурі (20±3)°С (при відключеному підігріванні).
3.4 Визначення нормальної густини цементного тіста
3.5.1. Апаратура
Прилад Віка з голкою і товкачем.
Кільце до приладу Віка.
Мішалка для приготування цементного тесту.
3.3.1.1. Прилад Віка (мал. 1) має циліндрічний металевий стрижень 1, що вільно переміщається в обоймі станини 2. Для закріплення стрижень на необхідній висоті служить стопор-ніс пристрій 3. Стрижень забезпечений покажчиком 4 для відліку переміщення його відносно шкали 5, прикріпленою до станіни. Шкала має ціну ділення 1 мм.
При визначенні нормальної густини цементного тіста в нижню частину стрижень вставляють металевий циліндр-товкач 6.
При визначенні термінів схоплювання товкач замінюють голкою 7.
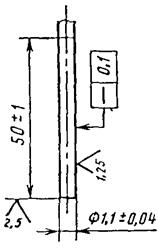
Товкач має бути виготовлений з неіржавіючої сталі з полірованою поверхнею. Голка має бути виготовлена із стального жорсткого неіржавіючого дроту з полірованою поверхнею і не повинна мати викривлень. Поверхня товкача і голки має бути чистою.
Пристрій Віка
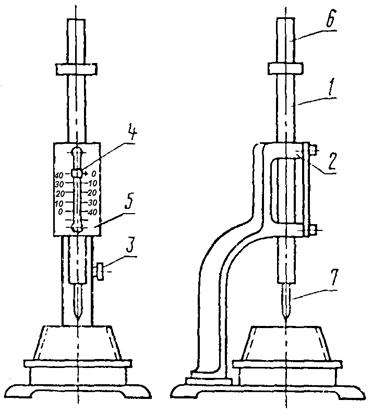
1 - циліндричний металевий стрижень; 2 - обойма станіни; 3 - стопорний пристрій; 4 - покажчик; 5 - шкала; 6 - товкач; 7 - голка
Масу частини приладу, що переміщається, зберігають взаємною перестановкою товкача і голки. Окремі деталі пересувної частини приладу підбирають так, щоб їх загальна маса знаходилась в межах (300±2) г.
Розміри голки і товкача повинні відповідати вказаним на мал. 2 і 3.
3.3.1.2. Кільце до приладу Вика і пластинка, на яку встановлюють кільце, мають бути виготовлені з неіржавіючої сталі, пластмаси або іншого не всмоктуючого воду матеріалу. Форма і розміри кільця повинні бути виготовлені з неіржавіючої сталі, пластмаси або іншого не всмоктуючого воду матеріалу. Форма і розміри кільця повинні відповідати вказаним на мал. 4.
3.3.1.3. Мішалка для приготування цементного тіста повинна відповідати вимогам відповідних технічних умов.
3.3.1.4. За відсутності в лабораторії механізованої мішалки для приготування цементного тіста застосовують чашу сферичної форми (мал. 5), виготовлену з неіржавіючої сталі.
Робоча частина голки
Робоча частина товкача
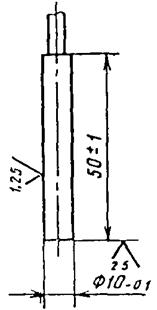
Мал.3
Кільце до приладу Віка
Лопатку для перемішування цементного тіста виготовляють з пружної неіржавіючої сталі. Основні розміри лопатки вказані на мал. 6.
3.3.2. Проведення випробувань
3.3.2.1. Нормальною густиною цементного тіста вважають таку його консистенцію, при якій товкач приладу Віка, занурений в кільце, заповнене тістом, не доходить на 5-7 мм до пластинки, на якій встановлено кільце.
Чаша для зачиннень
Лопатка для перемішування
Нормальну густину цементного тіста характеризують кількістю води зачиннення, вираженим у відсотках від маси цемента.
3.3.2.2. Пробу цементу готують по ГОСТ 310.1.
3.3.2.3. Перед початком випробування перевіряють, чи вільно опускається стрижень приладу Віка, а також нульове свідчення приладу, доторкуючи товкач з пластинкою, на якій розташовано кільце. При відхиленні від нуля шкалу приладу відповідним чином пересувають.
Кільце і пластинку перед початком випробувань змащують тонким шаром машинного масла.
3.3.2.4. Для ручного приготування цементного тіста відвішують 400 г цементу, висипають в чашу, заздалегідь протерту вологою тканиною. Потім роблять в цементі поглиблення, в яке вливають в один прийом воду в кількості, необхідній (орієнтовано) для здобуття цементного тіста нормальної густини. Поглиблення засипають цементом і через 30 з після прилипання води спочатку обережно перемішують, а потім енергійно растирають тісто лопаткою.
Тривалість перемішування і розтирання складає 5 хв. з моменту приливу води.
Цементне тісто на механічній мішалці готують в відповідності з інструкцією, що додається до мішалки.
3.3.2.5. Після закінчення перемішування кільце швидко наповнюють в один прийом цементним тістом і 5-6 разів струшують його, постукуючи пластинку об тверду підставку. Поверхню тіста вирівнюють з краями кільця, зрізаючи надлишок тіста ножем, протертим вологою тканиною. Негайно після цього приводять товкач приладу в доторкання з поверхнею тіста в центрі кільця і закріплюють стрижень стопорним пристроєм, потім швидко звільняють його і надають товкачу вільно занурюватись в тісто. Через 30с з моменту звільнення, стержня роблять відлік занурення за шкалою. Кільце з тестом при відліку не повинне піддаватися поштовхам. При невідповідній консистенції цементного тіста змінюють кількість води і знов зачиняють тісто, добиваючись занурення товкача на глибину, вказану в п. 1.2.1. Кількість води, що додається для здобуття тесту нормальної густини визначають з точністю до 0,25 %.
Похожие работы
... і на барабан, де вони розміщуються у шаховому порядку на папері. Після склеювання папером заповнювач за допомогою пристрою розрізають на потрібний розмір. Технологія виготовлення вбудованого обладнання зводиться до технології виготовлення щитових дверей. Тому розглянемо технологію виготовлення вертикального бруска дверного полотна. Технологія виготовлення вертикального бруска дверного полотна. ...
... , як замінник дуба, у місцях зростання використовується в житловому будівництві, а також у фанерному і меблевому виробництвах. 3.3.1.Технологічний процес виготовлення елементів стропильної системи. Дошки по ширині розпилюють на круглопильних верстатах для повздовжнього пиляння. Перед збиранням елементи стропил очищають від кори, червоточин ...
... 15. Білецька В. Українські сорочки, їх типи, еволюція і орнаментація//Матеріали доетнографії та антропології. 1929. Т. 21—22. Ч. 1. С. 81. 16. Кравчук Л. Т. Вишивка // Нариси історії українського декоративно-прикладного мистецтва. Львів, 1969. С. 62. 17. Добрянська І. О„ Симоненко І. Ф, Типи та колорит західноукраїнської вишивки//Народна творчість та етнографія. 1959. № 2. С. 80. 18. ...
... ншого злочину, випливають зі змісту ст. 2 КПК України, серед яких виділено "швидке і повне розкриття злочинів, викриття винних та забезпечення правильного застосування Закону" Сструктуру розслідування виготовлення та збуту підроблених грошей: реагування на привід до порушення кримінальної справи - перевірка інформації, що надійшла, про виявлення підроблених грошей, певну особу, яка займається їх ...
0 комментариев