Навигация
Технологія виготовлення та монтажу елементів стропильної системи
31815
знаков
3
таблицы
2
изображения
Зміст
1. Вступ.
2 Передові методи організації виробничих процесів3. Розрахунково-технологічна частина.
3.1.Характеристика виробу, його призначення та будова.
3.2. Вибір деревини для виготовлення виробу.
3.3. Технологічний процес виготовлення виробу.
3.3.1.Технологічний процес виготовлення елементів стропильної системи.
3.3.1. Монтаж стропильної системи.
3.4. Економічна частина.
3.4.1. Підрахунок об’єму заготовок для виготовлення виробу.
3.4.2. Підрахунок собівартості виробу.
4. Безпечні умови праці.
4.1. Загальні вимоги безпеки.
4.2. Вимоги безпеки перед початком роботи.
4.3. Вимоги безпеки під час роботи.
5. Список використаної літератури
1 Вступ
На початковому етапі розвитку суспільство використовувало деревину для виготовлення найпростіших предметів побуту, мистецтва. Подальший розвиток суспільства зумовили виникнення ремесел, більш широке використання деревини для будівництва споруд, мостів, суден, вагонів тощо. Зростали потреби в розширенні виробництва продукції різного призначення і вимоги до рівня їх якості.
Деревина за своїми фізико-механічними властивостями і, зокрема за питомою міцністю перевищує показники міцності окремих металів і сплавів. Тому її використання в техніці і побуті постійно зростає.
Деревина порівняно з іншими матеріалами має переваги. Вона природно поновлюється. І за раціонального використання та поновлення її запаси можуть бути невичерпними.
Лісопереробна промисловість набула прогресивних форм індустріального виробництва. З лісу виготовляють пилопродукцію, яку використовують в натуральному вигляді (дошки, бруси, бруски), для отримання напівфабрикатів (фанери, фанерних і столярних плит, деревинних пластиків) і готових виробів (вікна, двері, паркет, меблі, музичні інструменти). Деревину також використовують в подрібненому вигляді для виготовлення паперу, волокнистих та стружкових плит, декоративних паперово-шаруватих пластиків, синтетичного шпону та іншого. У процесі хімічної і мікробіологічної переробки деревини отримують штучні тканини, спирти, лікарські препарати, глюкозу, дубильні речовини, гліцерин тощо. Таким чином з розвитком технічного прогресу зросло комплексне використання деревини як сировинного та конструкційного матеріалу.
Науково-технічний прогрес в галузі зумовив створення високопродуктивного обладнання, напівавтоматичних і автоматичних ліній, які застосовуються на різних стадіях технологічного процесу виробництва і забезпечують виготовлення продукції на рівні сучасних вимог. Створені маловідходні та безвідходні технології, забезпечуючи економію матеріальних, енергетичних і трудових ресурсів.
Столярно-меблеві виробництва за класифікацією належать до другої групи виробництв. Вони використовують напівфабрикати у вигляді дощок, брусків, брусів, фанери, фанерних плит, натурального та синтетичного шпону, плівок на основі полімерних матеріалів, столярних плит, деревиностружкових та деревиноволокнистих плит, покривних, настилових і личкувальних матеріалів для м’яких меблів, фурнітуру, метизи, лакофарбові матеріали.
В загальному столярно-меблеві виробництва характеризуються такими видами обробки деревини і деревних матеріалів, як сушіння, пиляння, фрезерування, склеювання й личкування, свердління, шліфування, опорядження та інше.
2 Передові методи організації виробничих процесів1.Типи виробництва.
Любе промислове виробництво розрізняють по структурі і по об’єму випускаючої продукції, а також різній його номенклатурі. В залежності від цього робочі цехи, місця, підприємства розділяють на декілька видів – типів виробництва.
Основною ознакою поділу підприємства на типи виробництва є спеціалізація робочих місць.
Типи виробництва – це комплексна характеристика організаційно – технічного рівня виробництва, яке являє собою сукупність номенклатури продукції, об’єм виробництва, повторюваність продукції, характеристика завантаження робочих місць, собівартість продукції.
КЗО = число всіх технічних місць / число робочих місць.
Є такі типи виробництва: одиничне, серійне, масове.
Одиничний тип виробництва – це широка номенклатура і великий об’єм випуску однакових виробів. Обладнання має бути універсальне, оснастка універсальна, кваліфікація працівників висока, собівартість висока. Коефіцієнт закріплення операцій (КЗО) >40. Робочі місця не мають закріплених за ними операцій і загружаються без визначеної черги по мірі того, що можна виготовляти на даному обладнанні.
Серійний тип виробництва – це є обмежена номенклатура виробів, які періодично повторюються. Вироби запускаються у виробництво серіями, деталі партіями у визначеній і встановленій періодичності. Для серійного виробництва використовують спеціальне обладнання. В залежності від масштабів, номенклатури, рівня спеціалізації розрізняють дрібно - , середньо - , крупно – серійне виробництво.
Дрібно – серійне – випуск продукції у невеликій кількості різної номенклатури КЗО21:40
Крупно – серійне – випускає продукцію вузької номенклатури, але в великій кількості
КЗО 2:10.
Середньо – серійне – це проміжне між дрібно – крупносерійним.
Масове виробництво – це обмежена номенклатура з великою кількістю випуску. Тут використовують спеціальне обладнання, собівартість низька, широко використовують станки автомати, автоматизовані лінії КЗО = 1.
Кожному типу виробництва відповідають свої методи організації.
Методи організації виробництва – це спосіб здійснення виробничого процесу, який являє собою сукупність засобів і прийомів його реалізації і характеризується рядом принципів, головним з яких є взаємозв’язок послідовність виконання операцій технологічного процесу з порядком розміщення обладнання і ступінь безперервності виробничого процесу.
Три методи організації виробництва:
1) непотоковий (одиничний);
2) потоковий;
3) автоматизований;
2.Організація не потокового виробництва.
Непотокове виробництво характеризується наступними показниками:
1)всі робочі місця розміщуються по однотипних групах обладнання без будь – якого зв’язку з послідовним виконанням операцій;
2)на робочих місцях обробляються різні по конструкції і технології виготовлення предмети праці, так як їх випуск обчислюється одиницями;
3)технологічне обладнання в основному універсальне;
4)деталі переміщуються в процесі виготовлення складними маршрутами, у зв’язку з цим виникають великі перерви в обробці із – за очікування їх на проміжних складах і в підрозділах відділів технічного контролю. Кожний робітник отримує деталь для виготовлення наступно] операції не з попередньої операції, а з проміжного складу або від контролера ВТК.
Непотоковий метод використовують переважно в одиничному і серійному виробництвах.
Залежно від номенклатури виробів та їхньої кількості він може мати різні модифікації:
1) Одинично – технологічний – коли окремі предмети праці одиницями або невеликими партіями, які не повторюються передаються далі по технологічному процесу;
2)порціонно – технологічний – предмети праці надходять на іншу операцію технологічного циклу партіями, які періодично повторюються.
З одного боку, це дає змогу зменшити кількість переналагоджень устаткування, внаслідок чого поліпшується його використання, зменшуються затрати на його використання, зменшуються затрати на підготовчо – завершальні роботи, спрощується оперативне планування і облік.
З іншого боку, збільшується обсяг незавершеного виробництва, потрібно більше складських приміщень, а це приводить до додаткових витрат.
У цьому методі важливу роль відіграє визначення оптимальної партії, при якій будуть мінімальні затрати на її виготовлення.
3)предметно – груповий метод – вся сукупність предметів праці розподіляється на технологічно подібні групи. Обробка предметів праці здійснюється за приблизно однаковою технологією і потребує однакового устаткування. Це дає змогу створювати для обробки спеціалізовані дільниці, підвищувати рівень механізації та автоматизації виробництва.
Похожие работы
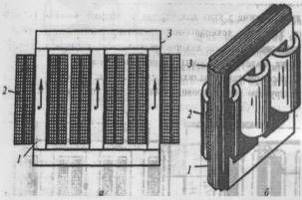
... і стержнем. Планки одночасно служать для кріплення обмоток на стержні і запобіганню їх зміщень при дії електродинамічних зусиль. Від нижнього і верхнього ярем обмотки ізолюють масляними каналами і бар'єром, що утворюються ярмовою ізоляцією (рис.15, а). Ярмова ізоляція - це електрокартонна шайба 1 товщиною 2-Змм з закріпленими на ній прокладками. Рис.16. Монтаж обмоток трансформатора: а -
... узгодження з відділом підземних споруд, відділом благоустрою виконкому Ради, енергонаглядом, водопровідно-каналізаційними службами, телефону та ін. Тільки після виконання підготовчих робіт може бути розпочате будівництво основних об'єктів. Для забезпечення проведення робіт у нічний час доби повинно бути влаштоване штучне освітлення за СНиП 81-80. Вимоги до нього: 1 Висота підвісу світильників ...
0 комментариев