Навигация
Технологічні стадії виробництва пива
57714
знаков
1
таблица
8
изображений
1.2 Технологічні стадії виробництва пива
Першим етапом в приготуванні пива є виробництво солоду. Його можна назвати наріжним каменем в науці пивоваріння. Солод являє собою зерна злаків, пророщених в штучних умовах за певної температури та вологості. Для виготовлення світлого пива використовують світлий солод, виготовлений з ячменю і, в окремих випадках, частково з пшениці, а для виготовлення темних сортів пива застосовують темний, карамельний або палений солод. Найбільшу інтенсивність кольору має палений солод, меншу – карамельний, ще меншу – темний. За ароматом, якого він надає пиву, кращий з них – темний і карамельний.
На цьому етапі – етапі солодження – відбирається ячмінь. Він замочується, пророщується і сушиться, в результаті чого утворюється солод. Пізніше солод очищують від сторонніх домішків, кондиціонують, зволожують і дроблять. Під час дроблення солоду утворюється кілька фракцій, які забезпечують оптимальний склад помелу.
Затирання включає три стадії: змішування подрібнених зернопродуктів з водою, нагрівання і витримування отриманої суміші при заданому температурному режимі. При цьому кількість подрібнених зернопродуктів, які одночасно обробляються, називається засипом, об’єм води, яка використовується – наливом, а отриманий продукт – затором.
Дроблений солод змішується (затирається) з водою. Затирання відбувається в спеціальних апаратах за певної температури на протязі встановленого часу. На цьому етапі білки і крохмаль, які містяться в солоді, з’єднуються з водою. Інші частинки, які не розчинилися, пізніше будуть відділені в фільтраційному чані у вигляді пивної дробини.
Потім затор фільтрують, відділяючи сусло від дробини.
На наступному етапі пиво проходить фільтрацію, завдяки якій досягається його прозорість і стійкість. Залишки зернопродуктів, які відділилися, називаються пивною дробиною, яка використовується як корм для худоби. А сусло, яке стало прозорим, надходить в сусловарочний апарат.
У сусловарочному апараті сусло кип’ятять з хмелем при цьому з нього повністю вивільняється повітря. Саме хміль надає пиву аромат і приємну гіркоту. Гіркі ароматичні речовини хмелю екстрагуються. Цей процес називається охмелінням сусла. Під час варіння сусло стерилізується і доводиться до бажаної густини.
В пиві містяться мікроскопічні частинки у вигляді дріжджових клітин, білково-дубильних сполук, білкових речовин та хмелевих смол, які і обумовлюють його замутніння. Тому сусло передається на освітлення, яке відбувається в спеціальному апараті – вірпулі.
Щоб довести сусло до початкової температури бродіння проводиться його охолодження. Для низового бродіння – до +6…+10 С, для верхового – до +15…+22С. Після охолодження отримуємо початкове сусло – сусло, яке пізніше надходить на бродіння.
В охолоджене сусло добавляють дріжджі і вміщують в танки для бродіння. В танках підтримується необхідна температура. Сахариди переброджуються дріжджами і перетворюються на алкоголь, СО2 і побічні продукти бродіння. Після головного бродіння дріжджі збираються в спеціальні дріжджові танки.
Пиво, яке пройшло етап бродіння, називають «молодим». Воно переходить в наступну стадію – доброжування за рахунок зміни температурного режиму і тиску. Для цього його перекачують в спеціальні ємності – лагерні танки.
Для остаточного дозрівання «молоде пиво» витримують за певної температури, воно насичується вуглекислим газом, відбувається повільне доброжування залишків екстракту, освітлення. Під час доброжування формується остаточний смак і аромат неповторного оболонського пива.
При доброжуванні і дозріванні пиво освітлюється недостатньо. Тому воно піддається освітленню фільтруванням за допомогою спеціальних фільтрів – кізельгурових, які складаються з кремнієвих панцирів одноклітинних водорослів.
Тільки тоді, як пиво стало прозорим, його відправляють на розлив. Відфільтроване пиво зберігається під тиском в форфасах, звідки подається на лінії розливу і розливається в пляшки, банки, кеги.
За сучасними стандартами пивоваріння, пиво не повинно контактувати з повітрям під час його виготовлення і розливу, оскільки кисень згубно діє на смак хмільного напою. Тому, при розливі пива в пляшки і кеги, їх попередньо заповнюють вуглекислим газом. Напій заливається поступово, витісняючи вуглекислий газ. Оболонські пивовари володіють кількома секретами та хитрощами, за допомогою яких пиво герметизується в пляшках та баночках, а споживач має змогу насолодитися його неповторним свіжим смаком.
Пиво – напій норовливий. Воно не любить не тільки повітря, а й світло, тому на «Оболоні» суворо дотримуються правил його зберігання. А споживач в результаті смакує поживний напій з загадковою гірчинкою, неповторним ароматом і прозорим блиском.
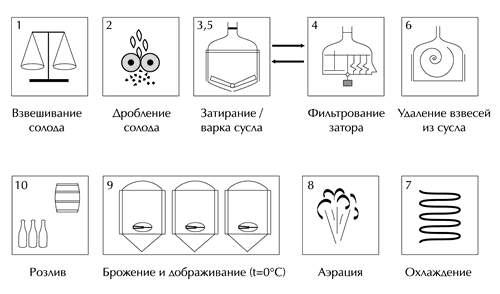
Принципова схема класичного виробництва пива
Як адсорбенти використовують речовини, рекомендовані для цього спеціальними інструкціями щодо їх застосування. Для обробки готового до розливу пива, наприклад препаратом на основі діоксиду кремнію, безпосередньо під час фільтрування на кізельгуровому фільтрі після намивання основного шару кізельгуру в дозатор разом з кізельгуром марки «Б» вносять адсорбент з розрахунку 5 г/дал і у процесі всього фільтрування дозують у пиво, що йде на фільтрування.
Крім викладеного способу, залежно від умов і обладнання, що є на підприємстві, пиво можна обробляти адсорбентами та іншими способами, дотримуючись відповідних рекомендацій.
За дві доби до розливу пиво передають у проміжний танк. За допомогою дозувального пристрою під час передачі в потік пива додають суспензію адсорбента (розведену водою 1:5) з розрахунку 5 г на 1 дал пива. Після осаду адсорбенту пиво фільтрують на кізельгуровому фільтрі.
Адсорбентом обробляють пиво, вже заздалегідь відфільтроване через кізельгур. Препарат намивають на картон (освітлювальний чи опорний) рамного пластинчастого фільтра з розрахунку 5 г/дал на суху речовину адсорбенту. При цьому пиво спочатку надходить на кізельгуровий фільтр, а потім на пластинчастий з адсорбентом.
Добре відомо, що на всіх стадіях приготування пива після стадії розмноження дріжджів і початку бродіння виключений контакт пива з повітрям. Під дією кисню змінюється смак пива внаслідок окислення гірких речовин хмелю; прискорюється колоїдне помутніння внаслідок окислення дубильних речовин (поліфенолів); знижується біологічна стійкість пива; погіршується піностійкість; виникає пастеризаційний присмак. До цього переліку треба додати встановлене порівняно недавно погіршення смаку й аромату пива внаслідок окислення поліфенолів.
Проте під час розмноження дріжджів і на початку бродіння у суслі повинна бути достатня кількість розчиненого кисню. Вважається, що в результаті переробки неаерованого сусла вийде пиво, що погано освітлюється, з неприємним смаком і ароматом, схильне до колоїдного помутніння.
Речовини пива, які швидко окислюються і редукують (редуктони і меланоїдіни), можуть зв'язати деяку кількість кисню, що потрапив у розлите пиво і тим самим запобігти окисленню речовин, які в окисленому стані негативно впливають на смак і стійкість пива.
Вважають, що гранично допустимим вмістом кисню у готовому пиві, включаючи кисень повітря, що міститься у шийці пляшки, є 1 мг О2/л. У тих випадках, коли не вживаються заходи щодо запобігання прониканню повітря в пляшку, у шийці пляшки об'ємом 0,5 л може виявитися близько 20 мл повітря, що відповідає 11 мг кисню віл пива, тобто вії разів більше граничної величини. Вміст 3–5 мг О2/л призводить до того, що речовини пива, які мають високу редукувальну здатність, не здатні зв'язати таку кількість кисню і усунути небажані окисні реакції.
Таким чином, весь наявний у пиві кисень споживається речовинами, що відновлюються. При вмісті 0,5 мг О2/л увесь кисень споживається за дві доби, 2 мг О2/л – за шість діб.
За допомогою ізотопного методу встановлено, що присутній у пиві кисень на 65% витрачається у реакціях з поліфенолами, на 30% – з альдегідами і на 5% – з ізо-а-кислотою. До числа цих несприятливих для смакових якостей пива окисних реакцій потрібно додати окислення каротиноїдів, жирних кислот і вищих спиртів.
Небезпека окислення особливо велика під час передачі пива на фільтрування чи сепарування, під час фільтрування і сепарування, надходження у збірник фільтрованого пива і під час розливу.
Усі ці процеси повинні проходити у присутності вуглекислоти, а не повітря. При цьому важливо враховувати такі фактори, як довжина і діаметр трубопроводів, площа поверхні пива у збірниках тощо.
Потрібно уникати турбулентного руху пива у трубопроводах. Особливу небезпеку має також обертальний рух рідини при спорожненні чанів, танків тощо, під час якого відбувається сильне засмоктування повітря.
Заповнення і спорожнення бродильних і лагерних танків під тиском вуглекислоти практично виключає поглинання кисню пивом, але супроводжується значними витратами СО2 (понад 1200 г./гл за тиску 0,07 МПа) і як результат – істотним підвищенням собівартості пива. Тому запропоновано різні пристрої (відбивні плити, диски тощо), застосування яких під час заповнення і спорожнення танків знижує поглинання кисню пивом на 70%. У вертикальних танках використовується поплавкова плита, діаметр якої збігається з внутрішнім діаметром танка. Під час спорожнення і заповнення танків плита залишається на поверхні пива і практично виключає контакт його з повітрям.
Розлив пива повинен здійснюватися так, щоб уникнути втрат вуглекислого газу і насичення пива повітрям. Для цього рекомендується застосовувати розливальні машини, які дозволяють розливати пиво з масовою часткою вуглекислоти близько 0,5%. Потрібно також застосовувати пристрої для видалення повітря із шийки пляшки.
Однією з найважливіших причин низької колоїдної стійкості пива є високий вміст у ньому повітря, що сприяє розмноженню дріжджів і оцтовокислих бактерій, призводить до швидкого утворення осаду та до загального покаламутнення напою, тобто до зниження біологічної стійкості пива. Тому зменшення вмісту повітря в пиві є важливим технологічним завданням, від успішного вирішення якого значною мірою залежить якість і стійкість пива.
Під стабілізацією пива мається на увазі таке втручання у його виробництво, яке віддаляє утворення небіологічного покаламутнення. Вимоги до стійкості пива у бочках і пляшках різні, але здебільшого достатньо місячної стійкості непастеризованого і пастеризованого пива. Для експортних поставок потрібно, щоб пастеризоване пиво в пляшках було стійким протягом кількох місяців і навіть року. Тому знайшов поширення спосіб стабілізації експортного пива в пляшках, що ґрунтується на великій кількості теоретичних розробок і практичному досвіді.
Пиво, як усі колоїдні розчини, має схильність до покаламутнення. Після розливу воно, як правило, прозоре і за температури 0°С, але через деякий час після охолодження до цієї температури воно каламутніє. Утворене холодне покаламутнення за нормальної температури знову зникає.
Холодне покаламутнення визначається як таке, що виникає після охолодження пива до 0°С і знову зникає за 20°С. Склад цього покаламутнення дуже мінливий. Воно містить від 40 до 76% азотистих речовин, від 17 до 55% дубильних речовин, від 3 до 13% цукридів і невелику кількість зольних залишків, головним чином металів. Утворенню холодного покаламутнення сприяють високі температури під час зберігання, окислення, присутність слідів металів у пиві, рух, струс і світло. Холодне покаламутнення є дуже небажаною властивістю пива, особливо у країнах, де пиво продається охолодженим до температури близько 0°С. Стійке покаламутнення має той самий склад, що і холодне покаламутнення. Його утворення прискорюють ті самі фактори, крім того, його можуть спричиняти й речовини, що осаджують білки.
Для визначення ступеня стабілізації пива застосовують тест з пікриновою кислотою, за Есбахом, частіше – більш простий тест Гартонга з сульфатом амонію. За Гартонгом, 10 мл пива, підготовленого до хімічного аналізу, беруть піпеткою у пробірку і мініпіпеткою добавляють насичений розчин сульфату амонію. Визначають об'єм насиченого розчину сульфату амонію у мілілітрах, після додавання якого пиво залишалося протягом 2 хвилин прозорим. Пиво порівнюють з 10 мл пива, в яке додали таку саму кількість дистильованої води. Результати тесту наводять безпосередньо у мілілітрах насиченого розчину сульфату амонію на 10 мл пива. Величина тесту коливається у стабілізованого пива близько 3,0 і вище, а у нестабілізованого знижується до 1,0. Тест є більш придатним критерієм для визначення ступеня стабілізації одного й того самого виду пива, ніж для порівняння пива різних заводів.
Заходи щодо стабілізації пива можна проводити в процесі його виробництва чи в заключній стадії під час доброджування і безпосередньо перед розливом. Метою цих заходів є зменшення кількості компонентів пива, які беруть участь в утворенні дубильних комплексів і є основою холодного і стійкого покаламутнення. Метою стабілізації є також підвищення стійкості пива по відношенню до факторів, що впливають на прискорення утворення покаламутнення, наприклад проти окислення. Як зазначалося, під час варіння сусла для експортного пива змінюється засип за рахунок підвищення кількості замінників солоду, що знижують вміст білків у готовому пиві (цукор, рис). Віддають перевагу добре розчиненим солодам, добре прокип'яченому суслу, ґрунтовному осадженню зависей і низьким температурам під час головного бродіння і доброджування. З методів стабілізації пива під час доброджування чи на стадії вже фільтрованого пива безпосередньо перед розливом найбільш поширені осадження (танин), адсорбція (бентонит, селікагель, найлон), ферментативне розщеплення білків і добавки антиокисного засобу.
Під час застосування методів осадження, адсорбції і ферментативного розщеплення білків потрібно вибрати дозу відповідного засобу з урахуванням загального об'єму і складу азотистих речовин у суслі, у молодому чи готовому пиві залежно від того, на якій стадії ведеться обробка. Оптимальну дозу найчастіше визначають виробничою перевіркою. Ефективність стабілізації визначають, з одного боку, аналітичне, з іншого – встановленням практичної стійкості пастеризованого пива під час його зберігання у відповідних методу перевірки умовах.
Знищення мікрофлори у пиві по завершенні бродіння досягається знепліднювальним фільтруванням чи тепловою обробкою.
Знепліднювальне фільтрування відоме як холодна стерилізація і її особливо доцільно застосовувати у тому разі, якщо якісь компоненти (вітаміни, ферменти) не переносять термічної обробки. Тому холодну стерилізацію спочатку було введено для фруктових соків і вина, а згодом – для пива.
Основою холодної стерилізації є механічне осадження клітин мікроорганізмів на поверхні фільтра. Пиво звільняється від мікроорганізмів знепліднювальним фільтруванням практично до стерильності. Здійснюється процес на пластинчастих фільтрах, через які пиво повинно проходити на малих швидкостях (0,8–1,0 гл/(м2тод)).
Перед стерилізацією пиво повинно звільнятися попереднім фільтруванням від більшості каламутних речовин. У противному разі стерилізаційні пластини забиваються і продуктивність фільтрів знижується. Хороші результати досягаються попереднім сепаруванням і звичайним фільтруванням на масфільтрах і діамітових фільтрах чи подвійним фільтруванням.
Спеціальні пластини виготовляються з фільтромаси з додаванням великої кількості азбесту, волокна якого заряджені позитивно. Більшість же мікроорганізмів несе на собі негативний заряд. Це забезпечує майже повну адсорбцію мікроорганізмів на поверхні пластин, навіть якщо їх розмір менший діаметра пор. Розміри останніх коливаються від 1 до 5 мкм і менше.
Виготовляють стерилізаційні пластини з азбестоцелюлозної маси (вміст азбесту – 30–40%). Застосовують також мембранні матеріали з колодію, ацетатної целюлози. Діаметр пор тут коливається від 0,05 до 1 мкм.
Ці мембранні матеріали достатньо міцні і витримують стерилізацію парою за температури до 125°С. Часто такі пристрої виконуються у формі патронних фільтрів продуктивністю до 60 гл/год з попереднім сепаруванням і фільтруванням пива.
Існує досвід фільтрування з використанням пористих срібних мембран з діаметром пор від 0,2 до 5 мкм. При цьому забезпечується одночасно фільтрувальний і бактерицидний ефекти.
Знепліднювальним фільтруванням можна досягти майже повної стерильності, за якої пиво містить так мало мікроорганізмів, що біологічні покаламутнення не виникають.
Неодмінною умовою задовільної біологічної стійкості є відсутність повторного забруднення, що може бути забезпечено асептичними умовами розливу у заздалегідь підготовлений посуд.
Така підготовка повинна здійснюватись або шляхом стерилізувальної обробки на пляшкомийних машинах, або спеціальної стерилізувальної обробки посуду перед розливом.
Відомо, що технологічні режими миття посуду в пляшкомийних машинах на ділянці обробки гарячими лужними розчинами практично забезпечують його стерильність. Проте останні стадії обробки зв'язані з ополіскуванням теплою, а потім і холодною водопровідною (або артезіанською) водою. При цьому тепла вода з температурою 25–30°С забирається із ванни пляшкомийної машини і розподіляється на два потоки. Один з них подається в теплообмінний апарат, догрівається в ньому до температури 40–45°С (в машинах АММ‑6 і АММ‑12) і надходить до трьох труб зовнішнього і чотирьох труб внутрішнього ополіскування. Інший потік без підігрівання надходить до чотирьох колекторних труб зовнішнього і чотирьох колекторних труб внутрішнього ополіскування. Перший потік вважається потоком гарячої, а другий – теплої води.
Після ополіскування потік гарячої води поділяється на дві частини збірниками-ваннами. В першій частині містяться залишки лугу і із збірника-ванни цей потік спрямовується на ополіскування посуду після завантажування останнього в носії і скидається у каналізацію, Друга частина потоку гарячого ополіскування скидається у збірник-ванну теплої води.
Слід зазначити, що за температурними показниками вплив на мікрофлору потоків біологічно чистої теплої і гарячої води на рівні пастеризаційного ефекту не досягається. Це означає, що у зонах гарячого і теплого ополіскування і, тим паче, у зоні ополіскування холодною водою прогнозується забруднення асептичного до цього моменту посуду.
Таким чином, асептична обробка посуду з урахуванням можливого і постійного інфікування вмісту ванн – збірників потребує асептичної обробки потоків безпосередньо перед ополіскуванням.
Можливий і такий варіант, коли буде оброблятися тільки потік води, що входить у машину, у кількості 6 м3/год. Тоді стадія холодного ополіскування буде забезпечуватись біологічно чистою водою, але обробка гарячою і теплою водою не буде гарантувати відсутності інфікування, хоча стерильним вхідним потоком холодної води буде «вимиватися» мікрофлора з ванн-збірників гарячої і теплої води.
Для отримання асептичного посуду з мийної машини ПММ має бути передбачено, поряд із зазначеною підготовкою водних потоків, подавання у внутрішній об'єм машини стерильного повітря. При цьому бажано, щоб стерильне повітря було охолоджене. Під час ополіскування водою повітря з внутрішнього об'єму ПММ ежектується в посуд, тому нестерильне повітря зводить нанівець усі зусилля щодо асептичної підготовки пляшок. Охолоджене стерильне повітря, подане таким чином у посуд, деякою мірою забезпечить охорону його внутрішнього об'єму від інфікування на наступному тракті подавання до розливально-закупорювального блока.
Отже, асептичний після миття посуд можна отримати в разі стерилізації рідинних потоків ополіскування і подавання стерильного повітря.
Отримання асептичного посуду з пляшкомийної машини, певна річ, не розв'язує всіх завдань, оскільки на ділянці подавання від ПММ до розливально-закупорювального блока можливе інфікування пляшок повітрям. Для його зменшення у ПММ на останній стадії обробки бажано здійснювати наддування пляшок холодним стерильним повітрям. Тоді в певний проміжок часу (до прогрівання вмісту пляшок) конвективне масоперенесення з зовнішнього середовища, а, отже, інфікування, будуть обмежені, але не виключені. У західних технологіях проблему намагалися розв'язати використанням ротаційних стерилізаторів, де пляшки заповнювались двоокисом сірки. Останній надходить під тиском 0,03 МПа і експозиція здійснюється протягом кількох секунд, достатніх для загибелі мікроорганізмів, у пляшках. На завершальній стадії двоокис сірки витискується значною кількістю стисненого фільтрованого повітря. Витиснення SО2 повинно бути ґрунтовним, оскільки у пиві він може бути тільки у слідах. Усі деталі, які контактують з двоокисом сірки, повинні бути вироблені з корозієстійкої сталі чи пластмас. Двоокис сірки, витиснений із пляшок, вловлюється у кришці стерилізатора і відводиться за межі приміщення. Від стерилізатора до розливного автомата пляшки подаються закритим тунелем, у якому створено помірно надлишковий тиск стерильного повітря.
Для витиснення SО2 замість стерильного повітря може бути застосований вуглекислий газ. Його ж доцільно застосовувати і в попередній схемі, в якій заповнення посуду СО2 відбувається на виході з пляшкомийної машини.
У деяких країнах (наприклад у Чехії) застосування двоокису сірки під час розливу пива заборонено. У Франції вміст SО2 у пиві допускається у кількості 85 мг/л, в Англії - 100 мг/л. Проте від 60 мг/л і вище двоокис сірки вже відчувається в смаку пива.
Дещо інакше виглядає система підготовки склотари під гарячий розлив пива. Відомо, що розлив здійснюється за температури пива 62-65°С і тиску 0,55-0,60 МПа. Пляшки у мийній машині не охолоджуються і для останнього шприцювання використовується гаряча вода. До фасувального автомата посуд надходить з температурою близько 40°С. Зазначимо, що тут можлива обробка посуду перед розливом гострою парою з метою додаткової стерилізації, як це роблять у майонезному виробництві. Розлив гарячого пива здійснюється на звичайних автоматах і супроводжується остаточною пастеризацією. При цьому пляшка заповнюється вщерть, а потім, у міру охолодження, об'єм рідини стає номінальним, і газова фаза буде представлена тільки СО2.
Щодо асептичної підготовки склотари переваги на боці технології гарячого розливу пива. Проте в енергетичній доцільності вона програє, оскільки теплові потоки з нагрітим пивом не піддаються рекуперації. Крім того, рекуперація тепла на пляшкомийних машинах потребує встановлення додаткових теплообмінників.
Продукти бродіння (спирт і СО2) гальмують розмноження дріжджових клітин. За об'ємної концентрації спирту 1–2% це гальмування вже помітне, а зі збільшенням концентрації до 5% розмноження практично припиняється. Розмноження дріжджів повністю припиняється за концентрації 12%, але морфологічні зміни клітин помітні за концентрації спирту 6% за об'ємом.
Двоокис вуглецю також пригнічує розвиток дріжджів. Концентрація СО2 до 0,2% спричиняє сповільнення брунькування клітин, а з подальшим збільшенням пригнічується бродильна активність дріжджів.
Найбільша пригнічувальна дія на бродильну спроможність спостерігається за максимально можливої концентрації СО2, яка досягається за умови хімічної рівноваги між піровиноградною кислотою і продуктами її перетворень (оцтовим альдегідом і СО2).
Насичення пива СО2 відбувається в процесі бродіння і доброджування.
Вуглекислота – найважливіша складова частина пива. Вона надає пиву приємного освіжаючого смаку, сприяє піноутворенню, запобігає сполученню пива з киснем повітря, консервує пиво, пригнічує розвиток сторонніх і шкідливих мікроорганізмів.
Молоде пиво після головного бродіння містить близько 0,2% розчиненої вуглекислоти, а готове пиво – 0,35–0,40%. Для додаткового накопичування 0,2% вуглекислоти потрібно витратити приблизно 0,4% зброджувального екстракту. Зброджування залишкового цукру і є джерелом утворення вуглекислоти, яка розчиняється у пиві в кількості, прямо пропорційно тиску, що виникає у лагерних танках, і обернено пропорційно температурі пива. Тиск у стадії доброджування підтримується в емальованих сталевих танках 1,47–1,67 бар.
Молоде пиво, що перекачується у лагерне відділення, повинно містити таку кількість зброджувального екстракту, яка забезпечить досягнення оптимального шпунтового тиску. Для нормального насичення вуглекислотою потрібне спокійне доброджування і вміст у молодому пиві не менше 1% зброджувального екстракту. Потреба надлишку зброджувального екстракту пояснюється рядом причин: по-перше, під час доброджування, як правило, ніколи не досягається кінцевий ступінь зброджування; по-друге, у першій стадії доброджування (за відкритого шпунтового отвору) відбувається втрата вуглекислоти; по-третє, зв'язування вуглекислоти відбувається тільки через деякий час після досягнення шпунтового тиску.
Розчинність вуглекислого газу підпадає під закон Генрі, згідно з яким концентрація вуглекислого газу у рідинній фазі буде тим більша, чим вищий парціальний тиск його у газовій фазі. Таким чином, кількість газу, що перейшла у розчин, пропорційна його тиску над; розчином:
К=р/с,
де р – тиск газу над рідиною; с – концентрація розчиненого у рідині газу; К – константа; вона змінюється зі зміною температури розчинника. Вуглекислий газ, розчиняючись у воді, утворює вугільну кислоту, але вона нестійка і розпадається на вуглекислий газ і воду: С02+Н20 ↔.Н2С03.
Проте вуглекислота у пиві зв'язана інакше, ніж у воді. Із пива вуглекислота виділяється поступово у вигляді дрібних бульбашок, протягом тривалого часу і супроводжується піноутворенням. Вивільнити пиво від залишків вуглекислого газу можна тільки після сильного струшування і нагрівання. З газованої ж води вуглекислота виділяється швидко і бурхливо.
За однією з гіпотез основна маса вуглекислого газу міститься у пиві у стані перенасичення. Деякі рідини розчинюють газу більше, ніж треба за фізичними законами (так звана метастабільна рівновага системи рідина-газ). Надлишок газу у перенасиченій рідині відрізняється від тієї її кількості, яка відповідає розчиненості за даної температури тим, що його легко видалити із розчину механічними впливами, тим часом як решта газу може бути видалена лише за зміни тиску, нагріванням чи видаленням розчинника.
У шпунтованому пиві більша частина вуглекислоти перебуває у перенасиченому стані. Перенасичення розчину газу у пиві досягається за подовженого витримування пива у спокійному стані. Зв'язування і накопичування вуглекислоти у пиві можливі завдяки тому, що доброджування відбувається у закритих резервуарах за надлишкового тиску. За тиску у лагерному танку 1,28 бар вміст вуглекислоти у пиві становить 0,39–0,41%, а зі збільшенням тиску до 1,47 бар збільшується до 0,47–0,48%. Таким чином, пиво насичується вуглекислим газом і навіть перенасичується, якщо міститься у бродильних апаратах під тиском. У середньому за нормальних умов доброджування перенасичення пива вуглекислотою досягає 30–40%.
Різниця між перенасиченням вуглекислим газом води і пива пояснюється тим, що вуглекислота, яка утворюється у результаті бродіння, перебуває у особливому фізичному стані у вигляді колоїдного розчину дрібних бульбашок, стабілізованих утворюваними на їх поверхні адсорбційними плівками. У процесі бродіння як побічні малі компоненти утворюються поверхнево активні колоїднорозчинні речовини. Ці речовини утворюють стабілізовані плівки на поверхні найменших бульбашок або навіть зародків утворюваної газової фази.
Плівки – адсорбційні оболонки, що обволікають зародки бульбашок за самого їх утворення, перешкоджають коалесценції, тобто злиттю бульбашок у більші, тому гальмують процес їх підіймання. Крім того, вони можуть сповільнювати дифузію газу з навколишньої перенасиченої рідини у бульбашку. Все це й призводить до різкого сповільнення ліквідування перенасичення після зняття тиску у порівнянні з тим випадком, коли перенасичення було досягнуто простою сатурацією води під тиском.
За іншим припущенням сповільнена ліквідація перенасичення зумовлена утворенням під час бродіння дуже нестійких хімічних сполук типу ефірів вугільної кислоти, які після зняття тиску поступово розкладаються, виділяючи вільний вуглекислий газ.
Частина вуглекислоти вступає у хімічну взаємодію з амінокислотами та етиловим спиртом. При цьому утворюються вуглекислі ефіри. Велика відмінність між букетами готового і молодого пива частково пояснюється присутністю вуглекислих ефірів.
Реакція утворення діетилового ефіру вугільної кислоти записується такими рівняннями:
С2Н5ОН+НОН+С02↔С2Н5ОСООН+Н2О;
С2Н5ОН+С2Н5ОСООН↔ (С2Н50)2СО+Н20.
Ефірні сполуки вуглекислоти нетривкі. У разі зміни умов витримування пива у лагерному відділенні чи за фізичного впливу зазначена зрівноважена система порушується в бік розпаду утвореного складного ефіру. Таким чином, вуглекислота міститься у пиві в розчиненому і зв'язаному стані.
Повільне виділення вуглекислоти під час фасування пива пояснюється також фізико-хімічними властивостями екстракту – адсорбцією. Пиво є сумішшю істинних водних розчинів (алкоголь, цукор, кислоти, солі) з колоїдними розчинами (декстрини, білкові речовини, пектини, хмельові смоли і фарбні речовини). Колоїди мають велику адсорбційну поверхню. Позитивно заряджені колоїди пива адсорбують на своїй поверхні кислоти, у тому числі вуглекислоту. Таким чином, золи колоїдів зумовлюють нестабільний стан вуглекислого газу, чим і пояснюється повільне виділення вуглекислого газу з пива. Під час струшування пива метастабільний стан порушується, спостерігається швидке і бурхливе виділення вуглекислоти.
Вміст СО2 за даним шпунтовим тиском залежить від температури пива. З підвищенням температури на 1°С кількість вуглекислоти зменшується приблизно на 0,01%.
На насичення пива впливає також висота шару пива у лагерному танку. Висота стовпчика пива, яка дорівнює 1 м, відповідає тиску 0,098 бар, що підвищує вміст вуглекислоти у пиві на 0,03%. Тому у танку заввишки 3 м нижні шари пива містять на 0,09% вуглекислоти більше, ніж верхні шари.
Розчинення вуглекислого газу у пиві відбувається повільно і завжди навіть за дуже малого його вмісту. Вуглекислий газ, що утворюється, не встигає розчинитися, збирається над поверхнею пива і створює підвищений тиск у танку. На розчинення СО2 впливає не тільки величина тиску, але й час витримування за цього тиску. Тривалість шпунтування (перебування пива під тиском) не можна точно встановити. Вважають, для того щоб у пиві був визначений склад вуглекислоти, воно повинно перебувати під постійним шпунтовим надлишковим тиском хоча б 8–14 діб, оскільки процес карбонізації пива закінчується головним чином після 8-добового шпунтування.
Важливе значення має вибір моменту початку шпунтування. Шпунтувати потрібно у момент, коли тиск, спричинений виділенням вуглекислоти під час доброджування, ще зростає.
Початок шпунтування залежить від вмісту зброджуваних речовин у молодому пиві. Пиво з високим ступенем зброджуваності (з малим вмістом зброджуваного екстракту) потрібно шпунтувати раніше.
Надлишок вуглекислоти, який утворився за тривалого шпунтування чи витримуванні пива з великим шпунтовим тиском, може виявитися навіть шкідливим. Перешпунтоване пиво містить більше вуглекислоти, ніж це зумовлено хімічним складом і фізичними властивостями екстракту; більша частина вуглекислоти при цьому перебуває у пересиченому стані. Стан пересиченості пива вуглекислим газом має важливе практичне значення під час фільтрування і фасування пива. За різкого зменшення шпунтового тиску відбувається настільки бурхливе виділення надлишку вуглекислоти, що одночасно захоплюється і вуглекислота, яка міститься у пиві у метастабільному стані. Таке пиво недостатньо піностійке, з порожнім і різким смаком. На розчинність газу впливає і розчинник Так, розчинність вуглекислого газу у спирті значно вища, ніж у воді.
За відомого вмісту екстракту і етилового спирту, можна знайти кількість вуглекислого газу у пиві.
Об'єм і масу вуглекислого газу у пиві за даної температури і даного тиску можна розрахувати за таблицею 1.
Таблиця 1. Розчинність СО2 у воді і етиловому спирті за різних температур і барометричного тиску 760 мм рт. ст.
| Температура °С | Мілілітри СО2 на кожен мілілітр рідини | Температура °С | Мілілітри СО2 на кожен мілілітр рідини | ||
| Вода | Спирт | Вода | Спирт | ||
| 0 | 1.7967 | 4.3295 | 16 | 0.9753 | 3.1438 |
| 1 | 1.7207 | 4.2368 | 17 | 0.9519 | 3.0908 |
| 2 | 1.6481 | 4.1466 | 18 | 0.9318 | 3.0402 |
| 3 | 1.5787 | 4.0589 | 19 | 0.9150 | 2.9921 |
| 4 | 1.5126 | 3.9736 | 20 | 0.9014 | 2.9465 |
| 5 | 1.4497 | 3.8908 | 21 | 0.8900 | 2.9034 |
| 6 | 1.3901 | 3.8105 | 22 | 0.8860 | 2.8628 |
| 7 | 1.3339 | 3.7327 | 23 | 0.8710 | 2.8427 |
| 8 | 1.2809 | 3.6573 | 24 | 0.8630 | 2.7890 |
| 9 | 1.2311 | 3.5844 | 25 | 0.8560 | 2.7558 |
| 10 | 1.1847 | 3.5140 | 26 | 0.8505 | 2.7251 |
| 11 | 1.1416 | 3.4461 | 27 | 0.8460 | 2.6969 |
| 12 | 1.1016 | 3.3807 | 28 | 0.8420 | 2.8711 |
| 13 | 1.0653 | 3.3177 | 29 | 0.8390 | 2.6478 |
| 14 | 1.0321 | 3.2573 | 30 | 0.8370 | 2.6270 |
| 15 | 1.0020 | 3.1993 | |||
Скористаємося даними таблиці 1 для визначення кількості вуглекислого газу у пиві, яке містить 4,63% екстракту і 3,65% спирту за температури пива 4 °С і тиску у лагерному танку 1,47 бар (1,5 атм).
Об'єм, що займає спирт:
V=P/d=3,65/0,794=4,6см3
Із таблиці 1 видно, що 1 см3 спирту за 4 °С містить 3,9736 см3СО2.
Отже, за тиску 0,98 бар буде утримано спиртом СО2:
3,9736*4,6=18,28 см3.
Тепер підрахуємо кількість СО2, що утримується за таких самих умов водою.
Кількість води у 100 г. даного пива:
100 – (3,65+4,68)=91,72г.
спирт екстракт
1 см3 води утримує за 4 °С 1,5126 см3 СО2> Отже, водою буде утримана така кількість СО2:
1,5126–91,72=138,74 см3.
Спиртом і водою разом утримується:
18,28+138,74=157,02 см3.
Згідно з законом Генрі, розчинність СО2 за абсолютного тиску 1,5 бар буде у 1,5 рази більша, що становитиме для даного прикладу:
157,02–1,5=235,5 см3.
Кількість розчиненого СО2 виразимо у відсотках за масою. За таблицями Landolt’a маса 1 л СО2 за 0°С і тиску 760 мм рт. ст. (8356 Н/м2) дорівнює 1,9769г.
Масова частка СО2 у нашому прикладі становить:
0,2355–1,9769=0,465 г., або 0,465%.
Похожие работы


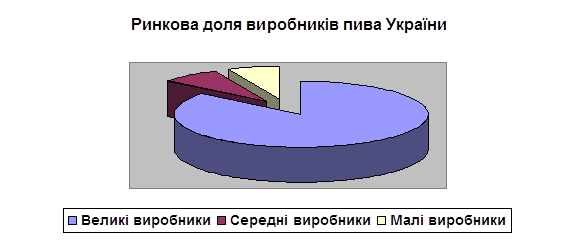
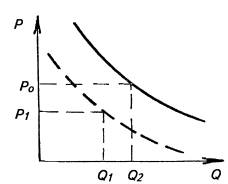
... % Тара 2007 р. 2008 р. Скляна пляшка 55 52 0,33 л 2,5 2,6 0,5 л 52 49 Інші 0,1 0,2 ПЕТ-Пляшка 41 42 1 л 26 26 1,5 л 0,1 0,1 2 л 14 15 Інші 0 0,1 Алюмінієва банка 4,5 6,2 0,33 л 0,2 0,1 0,5 л 4,3 6,1 Інші 0 0,1 5. Поведінка фірм у галузі виробництва пива в Україні На рис.5.1 – 5.6 наведені результати польових маркетингових досліджень цінової політики ...

... дповідає до проектної - більшості вітчизняних заводів уже перейшло за 20 років, і основні фонди їх істотно зношені. 2.Основні передумови розвитку і фактор розміщення пивоварної промисловості території, що досліджуються Україна має необхідні передумови для функціонування високорозвиненої пивоварної промисловості. Починаючи з 1991 року відбувся значний спад у харчовій промисловості країни ...
... вийти на професійний рівень в галузі профільних цільових видань: 1. Споживчі видання у рамках програм лояльності. 2. Видання для роздрібних каналів збуту. 3. Корпоративні видання. 4. ЗБУТОВА ДІЯЛЬНІСТЬ ЗАТ «ОБОЛОНЬ» ТА ОЦІНКА ЇЇ ЕФЕКТИВНОСТІ Варто нагадати, що першу поставку продукції ЗАТ “Оболонь” реалізувало у 1989 році, відправивши партію пива у Великобританію. На той час це ...
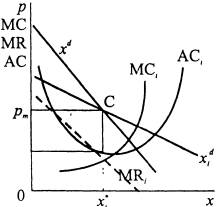
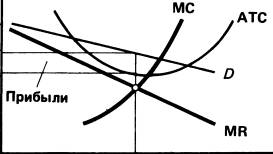
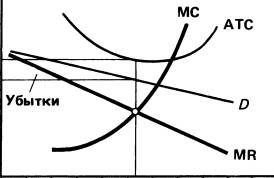
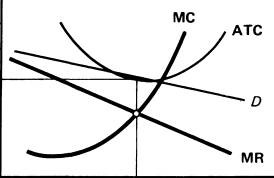
... Дж. Робінсон, виконання двох умов: 1) граничний прибуток повинний рівнятися граничним витратам; 2) ціна повинна рівнятися средним витратам. ' А це значить: МС = MR = Р = АС. Поводження на ринку фірми в умовах монополістичної конкуренції буде також визначатися динамікою граничного прибутку (MR) і граничних витрат (МС). Тому що кожна додаткова одиниця продукції добавляє якусь величину до валового ...
0 комментариев