Навигация
Нові технології у виробництві пива
57714
знаков
1
таблица
8
изображений
2. Нові технології у виробництві пива
Лінія розливу в пляшки продуктивністю 110 тисяч пляшок на годину.
Важливим кроком на шляху технологічного вдосконалення і розвитку компанії стала запущена 25 травня 2004 року нова лінія розливу пива в скляні пляшки продуктивністю 110000 пляшок на годину. Якщо перерахувати, то вийде, що кожної секунди на лінії наповнюється 30 півлітрових пляшок пива. Лінія займає площу 4 тисячі квадратних метрів. Її виробником є німецький концерн «KHS», законодавець технологічної моди в пивоварінні і один з найбільших світових виробників обладнання. Лінія є найпотужнішим комплексом в Україні по розливу пива. З її запуском завод «Оболонь» увійшов до трійки найпотужніших пивоварних заводів Європи.
На момент запуску, за свідченнями фахівців, лінія є найдосконалішим, за рівнем технологій, комплексом в світі. Навіть більш крупні європейські пивоварні підприємства не можуть похвалитися тими технологічними новинками, які втілені на новій розливній лінії нашого заводу. Наприклад, лінія оснащена найбільшою в світі посудомийною машиною, яка спеціально розроблялася, щоб забезпечити таку високу продуктивність лінії, видаючи 110 тисяч чистих пляшок на годину.
Процес вибраковки скляних пляшок на такій неймовірній швидкості забезпечується автоматичним «інспектором», який встигає ретельно перевірити цілісність кожної пляшки. Новітні моноблоки – апарати, які безпосередньо наливають пиво, забезпечують найкращий показник за якістю закупорювання пляшок, перешкоджаючи попаданню повітря в пляшки разом з пивом, що є запорукою його стійкості та смаку.
Автоматизація впроваджена на всіх рівнях процесів виробництва. Лінія оснащена шістьма роботами, які забезпечують безупинну роботу. Вони беруть участь в процесі розвантаження порожньої тари, подачі пляшок на мийну машину, сортування та упаковці готової продукції. Пиво розливається у пляшки, пляшки упаковуються в ящики, ящики складаються в паллети, а паллети по спеціальних транспортерах подаються безпосередньо в кузови машин. Процес розвантаження та завантаження, а відповідно і обліку готової продукції, повністю комп’ютеризовано, що дозволяє оперативно регулювати та координувати питання логістики.
У запуск нової лінії компанія «Оболонь» вклала понад 20 мільйонів доларів.
До новинок сучасних технологій відноситься розлив пива в кеги. І тут неіржавіюча сталь перемогла свого головного конкурента – деревину, з якої раніше робили ємності для зберігання і транспортування пива. Тепер абсолютно очевидні переваги використання кег як резервуарів для перевезення пива. Їх основними переважаючими характеристиками вважають можливість ґрунтовного миття і автоматизації практично всіх процесів, пов'язаних з розливом пива в кеги. Вони не тільки добре підтримують стійкість пива, а значить і можливість його транспортування на нові, дальні ринки збуту, але й забезпечують його повне збереження при наявності надмірного внутрішнього тиску. Пиво в кегах довше зберігає свої первинні смакові властивості за рахунок мінімального попадання кисню під час розливу і його малої кількості в порівнянні із загальною питомою вагою продукту.
Завод «Оболонь» запустив нову лінію розливу пива в кеги 31 травня 2002 року. На час запуску це була єдина в Україні лінія розливу пива в кеги з таким високим рівнем автоматизації, технологічних рішень і продуктивності. З початком її експлуатації загальна продуктивність кегових ліній заводу перевищила 500 кег на годину.
Апарат наливу карусельного типу заводу поставила відома німецька компанія «KHS». Її фахівці забезпечили весь комплекс послуг з пусконалагоджувальних робіт. Тепер заводська лінія працює як годинник.
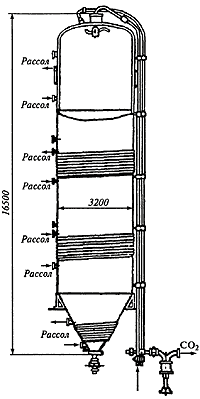
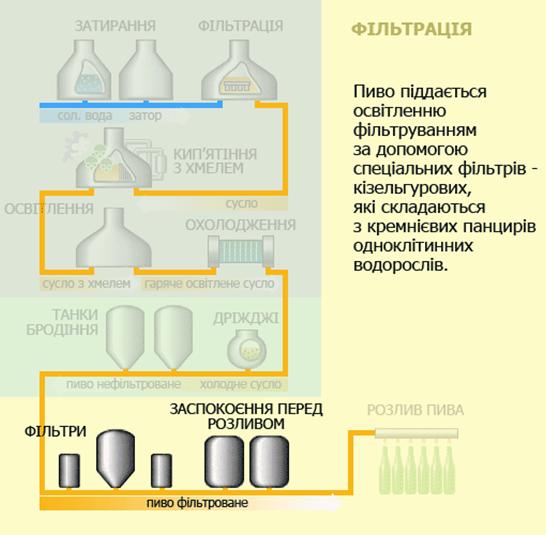
Важливим етапом виробництва пива є його фільтрування. В 2003 році завод «Оболонь» обладнав свій цех фільтрації новітнім фільтром свічкового типа «Inopro Getra ЕСO» виробництва німецької компанії «KHS». Намивний свічковий фільтр є циліндричною вертикальною ємністю з конічним днищем, яка здатна витримувати надмірний тиск. Під кришкою фільтру міститься перфорована пластина, до якої підвішуються фільтруючі свічки. Фільтруючі свічки – це фільтруючі перегородки, на які намивається допоміжний фільтруючий засіб (кизельгур). Така конструкція дає змогу створити дуже велику фільтруючу поверхню, гарантуючи високу продуктивність фільтру, який, до того ж не має частин, що рухаються. На фільтрі встановлено ще цілу низку трубопроводів, з'єднань і контрольних приладів. Всі додаткові елементи фільтру розташовані так, щоб за жодних обставин не допустити попадання кисню у пиво.
Таким чином, компанія забезпечила собі достатні потужності фільтрувального обладнання для зростаючої продуктивності всього пивоварного виробництва.
3. Технології та екологія
Важливою складовою екологічної політики компанії є охорона навколишнього середовища. Збільшуючи темпи розвитку виробництва, менеджмент компанії паралельно впроваджує найсучасніші методи і засоби для зменшення техногенного навантаження на екологію в районі розміщення підприємства. Прикладом може служити введення в дію сучасної котельні фірми «CLAYTON», обладнання якої виробляється у Бельгії.
Раніше теплозабезпечення заводу здійснювалося за допомогою пари і гарячої води, що поставлялася державною міжвідомчою котельнею. Тому у 1998 році керівництвом компанії «Оболонь» було ухвалено рішення про будівництво власної котельні і вже наступного року вона була введена в дію. Котельня має 4 автоматизовані казани і станцію хімічної доочистки води, працює виключно на природному газі. Парогенератори котельні є найдосконалішими з тих, що використовуються на промислових підприємствах. Вони обладнані повністю автоматизованими пальниковими блоками, конструкція яких гарантує повне згоряння газу. При цьому зменшується, з одного боку, загальний об'єм споживання палива, а з іншого – викиди в атмосферу продуктів згорання, їх на 90% менше порівняно з викидами звичайної котельні. Таким чином, стан атмосферного повітря в районі розташування підприємства значно покращився.
Один з основних аспектів екологічної безпеки – це оперативний радіологічний контроль, який здійснюється на всіх стадіях технологічного процесу. З цією метою була створена радіологічна лабораторія, яка на сьогоднішній день обладнана найсучаснішою апаратурою, що забезпечує якісне проведення широкого спектру досліджень.
У 1999 році, під час проектування розширення варильного цеху, замінено старі аспіраційні системи на рукавні фільтри німецького виробництва. Головна перевага рукавних фільтрів – висока ефективність очищення, до 99,0%. Введення в дію цього оснащення дало можливість понизити викиди зернового пилу від варильного виробництва з 1,2 до 0,15 т/год, тобто майже вдесятеро.
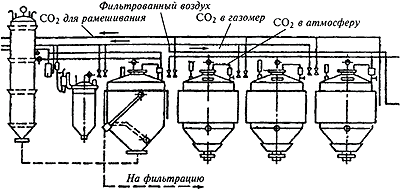
У 2002 році була змонтована та введена в дію рекупераційна установка фірми «Seeger» (Німеччина) для збору вуглекислоти, яка утворюється при виробництві. Введення в дію цієї установки дозволило одночасно вести процес повного збору вуглекислоти і якісного її очищення для подальшого використання у власному виробництві.
З введенням в дію нових ліній розливу пива в пляшки була апробована нейтралізація лужного стоку безпосередньо в потоці, замість традиційних схем нейтралізації на станції стічних вод. Цей метод дає стабільні нормативні показники скидання стічної води. Застосування приладу для вимірювання рН за місцем надходження стоку дає можливість вести процес нейтралізації в автоматичному режимі.
Окрім уваги до захисту навколишнього середовища компанія «Оболонь» піклується про утилізацію відходів, пов'язаних з власною продукцією. Так в 2002 р. на базі філіалу в Олександрії (Кіровоградська область, Україна), «Оболонь» запускає технологічну лінію по переробці використаних ПЕТ – пляшок. Встановлене обладнання, дозволяє переробляти за 1 годину до 500 кг ПЕТ, а це більш ніж 15 тис. пляшок. На жаль, сьогодні сировина, яка виготовляється на Олександрійському підприємстві, в Україні не користується великим попитом. Тому компанія експортує її до Китаю, де з неї роблять лавсанову нитку, іграшки та інші товари народного споживання.
3.1 Основи екологічного керування ЗАТ «Оболонь»
Компанія «Оболонь» усвідомлює свою відповідальність за стан навколишнього природного середовища. Основою для постійного покращення охорони довкілля є екологічні програми, які є частиною політики підприємства.
1. Вплив компанії на навколишнє середовище постійно контролюється, документується та аналізується. Можливі вдосконалення реалізуються з використанням найбільш досконалих технологій, беручи до уваги екологічні аспекти.
2. Використання найсучаснішого обладнання дозволяє мінімізувати шкідливі викиди в навколишнє природне середовище.
3. Впливи на навколишнє середовище, які спричинені впровадженням нових видів діяльності, продуктів та процесів, завжди оцінюються наперед та зводяться до мінімуму.
4. Планування використання тари та упаковки ґрунтується на принципі зменшення утворення відходів. Програма компанії передбачає впровадження пакувальних матеріалів, які піддаються переробці.
5. Ефективна корпоративна охорона навколишнього середовища може здійснюватися лише за умови активної участі всіх працівників підприємства. Виховання екологічної свідомості шляхом забезпечення довідкової інформації, інструкціями та навчальними матеріалами.
6. Підбір технологічного обладнання та складання апаратурно-технологічних схем.
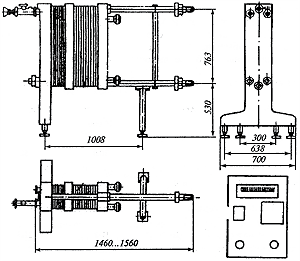
Пластинчаста охолоджувальна установка
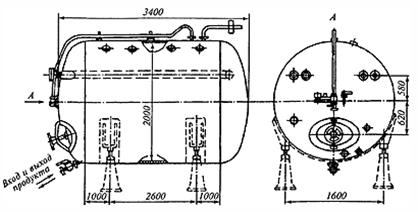
Бродильна установка
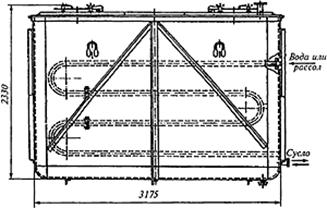
Танк для головно зброджування пива
Бродильний апарат для прискореного виробництва пива
Циліндроконічний бродильний апарат
5. Технохімконтроль на виробництві
Контроль найважливіших операцій з виробництва пива охоплює всі технологічні операції. Якість проведення підготовчих операцій, сортування та інспекції сировини контролюють органолептичним або лабораторних аналізом 1–2 рази на годину.
На мийних операціях контролю підлягає якість води, втрати сировини з промивною водою. Якість миття сировини 2-3 рази на годину контролюють органолептичним і лабораторним аналізом (відмочування). Вибірково один раз на зміну здійснюють мікробіологічний аналіз також лабораторним способом.
Під час механічного оброблення (очищення солоду від залишків паростків, пилу, волокон подрібнення, затирання, та ін.) періодично, 1-2 рази на годину, контролюють відсутність в обробленій сировині небажаних механічних домішок. Контролюють також ступінь подрібнення чи різання та однорідність подрібненої сировини, перевіряють кількість відходів і ведуть спостереження за санітарним станом обладнання, інвентарю та робочих місць.
На основі одержаної інформації керівник дільниці або оператор приймає рішення щодо усунення невідповідності між нормальними та дійсними значеннями показників. Деякі операції можуть бути автоматизовані.
Для зручності контролю устаткування повинно бути забезпечено відповідними контрольно-вимірювальними приладами.
Під час розливання пива у пляшки перевіряють якість і санітарний стан тари. Суворому контролю підлягає температура продукту під час розливання. Особливо ретельно контролюють санітарний стан обладнання та інвентарю, дотримання робітниками правил особистої гігієни, а також заходи, що попереджують потрапляння в продукт сторонніх предметів.
Закатані скляні пляшки перевіряють на герметичність вибірково, 3-4 рази на годину. У разі використання вакуум-закатних машин контролюють приладами розрідження під час закатування, а також якість та санітарне оброблення кришок.
Список використаної літератури
1. Ляшенко Е.С., Мелетьев А.Е. Влияние УЗ обработки семенных дрожжей на процесс сбраживания сусла темных сортов пива // Пищпром – 1986. – №1. – С. 27–30.
2. Покровская Н.В., Каданер Я.Д. Биологическая и коллоидная стойкость пива. – М.:Пищпром, 1978. – 272 с.
3. Булгаков Н.И. Биохимия солода и пива. – М.: Пищпром. 1976. – 339 с.
4. Достижения в технологии солода и пива/И.Г. Лернер, Д.Б. Лифшиц, М. Нентвикова и др. – М.: Пищпром. – Прага СНТЛ, 1980. 338 с.
5. Колотуша П.В., Домарецкий В.А. Интенсификация солодовенного производства. К.: Техника, 1977. – 158 с.
6. Мальцев П.В. Технология бродильных производств. – М.: Пищпром, 1980. – 547 с.
7. Технологическое проектирование солодовенных и пивобезалкогольных заводов / П.В. Колотуша, Н.А. Емельянов, В.А. Домарецкий и др. – К.: Вища шк., 1987. – 256 с.
8. Технологическое оборудование предприятий бродильной промышленности / В.И. Попов и др. – М.: Лег.и пищ пром, 1983 – 464 с.
9. Технология пивоваренного и безалкогольного производства/ В.А. Домарецкий. К.: Вища шк., 1986. – 191 с.
10. Технология солода /Пер. с нем. А.М. Колашниковой., под ред. И.М. Грачевой. М.: пищпром 1980. – 523 с.
11. Фізико-хімічні методи обробки сировини та продуктів харчування /Соколенко А.І. Костін В.Б. Васильківський К.В. Шевченко О.Ю. и др. – К. 2000, – 350 с.
Додаток 1
Додаток 2

Похожие работы


... % Тара 2007 р. 2008 р. Скляна пляшка 55 52 0,33 л 2,5 2,6 0,5 л 52 49 Інші 0,1 0,2 ПЕТ-Пляшка 41 42 1 л 26 26 1,5 л 0,1 0,1 2 л 14 15 Інші 0 0,1 Алюмінієва банка 4,5 6,2 0,33 л 0,2 0,1 0,5 л 4,3 6,1 Інші 0 0,1 5. Поведінка фірм у галузі виробництва пива в Україні На рис.5.1 – 5.6 наведені результати польових маркетингових досліджень цінової політики ...

... дповідає до проектної - більшості вітчизняних заводів уже перейшло за 20 років, і основні фонди їх істотно зношені. 2.Основні передумови розвитку і фактор розміщення пивоварної промисловості території, що досліджуються Україна має необхідні передумови для функціонування високорозвиненої пивоварної промисловості. Починаючи з 1991 року відбувся значний спад у харчовій промисловості країни ...
... вийти на професійний рівень в галузі профільних цільових видань: 1. Споживчі видання у рамках програм лояльності. 2. Видання для роздрібних каналів збуту. 3. Корпоративні видання. 4. ЗБУТОВА ДІЯЛЬНІСТЬ ЗАТ «ОБОЛОНЬ» ТА ОЦІНКА ЇЇ ЕФЕКТИВНОСТІ Варто нагадати, що першу поставку продукції ЗАТ “Оболонь” реалізувало у 1989 році, відправивши партію пива у Великобританію. На той час це ...
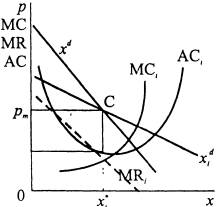
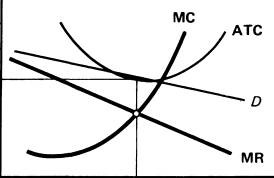
... Дж. Робінсон, виконання двох умов: 1) граничний прибуток повинний рівнятися граничним витратам; 2) ціна повинна рівнятися средним витратам. ' А це значить: МС = MR = Р = АС. Поводження на ринку фірми в умовах монополістичної конкуренції буде також визначатися динамікою граничного прибутку (MR) і граничних витрат (МС). Тому що кожна додаткова одиниця продукції добавляє якусь величину до валового ...
0 комментариев