Навигация
Технологические особенности, которые необходимо учитывать при сварке арматуры и закладных деталей
51822
знака
4
таблицы
40
изображений
4. Технологические особенности, которые необходимо учитывать при сварке арматуры и закладных деталей
Сварка стержней арматуры железобетона в монтажных условиях
В железобетонных конструкциях соединение стержней арматуры осуществляется, как правило, одним из электродуговых способов сварки или полуавтоматическим, а именно:
– без стальных скоб-накладок;
– на стальных скобах-накладках;
– с круглыми накладками или с нахлестом;
– в инвентарных формах (медных или графитовых);
– внахлест или втавр с плоскими элементами.
Перед сборкой узлов спряжений стержней арматуры следует убедиться в соответствии классов стали, размеров и взаимного расположения соединяемых элементов проектным и соответствиям ГОСТ 10922–92 собранных стыков под сварку.
Выпуски стержней, закладные изделия и соединительные детали должны быть очищены до чистого металла в обе стороны от кромок или разделки на 20 мм от грязи, ржавчины и других загрязнений. Вода, в том числе конденсационная, снег или лед должны быть удалены с поверхности стержней арматуры, закладных деталей и соединительных деталей путем нагревания их пламенем газовых горелок или паяльных ламп до температуры не выше 100 °С.
При увеличенных, по сравнению с требуемыми, зазорах между стыкуемыми стержнями допускается применение одной вставки, которые должны изготовляться из арматуры того же класса и диаметра, что и стыкуемые стержни. При сварке стержней встык с накладками увеличение зазора должно компенсироваться соответствующим увеличением длины накладок.
Длина каждого выпуска арматуры из тела бетона должна быть не менее 150 мм при нормальных зазорах между торцами стержней и 100 мм – при применении вставки. Следует стремиться изготавливать изделия так, чтобы длина выпусков позволяла вести монтаж и сварку без вставок, т.е. подгонку зазора между выпусками производить на месте монтажа, используя газовую резку.
Сборные железобетонные конструкции, монтируемые только на выпусках, должны собираться в кондукторах, обеспечивающих проектное положение. Сварка стержней железобетонных конструкций, удерживаемых краном, не допускается.
Сборные железобетонные конструкции, имеющие закладные детали, следует собирать на прихватках. Прихватки должны размещаться в местах последующего наложения сварных швов. Длина прихваток должна составлять 15–20 мм, а высота (катет) – 4–6 мм. Количество прихваток должно быть не менее двух. Выполнять прихватки следует, применяя те же материалы и такого же качества, что и материалы для основных швов. Перед сваркой основных швов поверхность прихватки и соседних участков должна быть очищена от шлака и брызг металла. Прихватки должны выполнять обученные сварщики, имеющие удостоверения на право производства этих работ.
Не допускается наличие ожогов и подплавления от дуговой сварки на поверхности рабочих стержней. Ожоги должны быть зачищены абразивным кругом на глубину не менее 0,5 мм. При этом уменьшение площади сечения стержня (углубления в основной металл) не должно превышать 3%. Место механической зачистки должно иметь плавные переходы к телу стержня, а риски от абразивной обработки должны быть направлены вдоль стержня. Резка концов стержней электрической дугой при сборке конструкций или разделке кромок стержней не допускается. Указанные операции следует выполнять специальными электродами для резки арматуры марки ОЗР-2.
Ручная дуговая сварка арматуры протяженными швами
Ручная дуговая сварка арматуры применяется для стыковки вертикальных и горизонтальных стержней. Сварное соединение может быть нахлесточным и с накладками. Нахлесточное соединение выполняют, как правило, протяженными швами, но могут быть применены и дуговые точки. Кроме того, возможны соединения арматурных стержней с длинной и короткой нахлесткой, а также с односторонним или двусторонним швом (рис. 1).
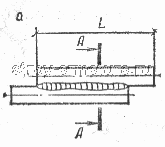
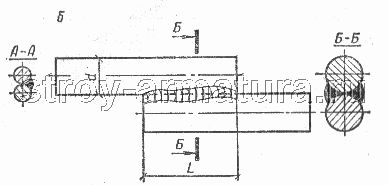
Рис. 1. Нахлесточное сварное соединение арматуры протяженными швами а – с длинной нахлесткой в односторонним швом; б – с короткой нахлесткой и двусторонними швами
Сварные соединения арматуры стержней с накладками, круглыми или уголковыми могут быть длинными и короткими. При этом накладки могут смещаться по длине. Дуговую сварку арматуры выполняют фланговыми швами: двумя односторонними, двумя двусторонними, четырьмя двусторонними, односторонними с «усом» (рис. 2). При сварке арматуры двусторонними швами при наложении второго шва с обратной стороны соединения в нем могут возникнуть продольные горячие трещины. Чтобы предупредить возникновение такого вида трещин необходимы тщательный выбор типа электродов и строгое выдерживание технологического режима дуговой сварки. В зависимости от диаметра стыкуемых стержней протяженные сварные швы могут быть однопроходными и многопроходными. Ток для дуговой сварки выбирают в зависимости от типа электродов. При этом при дуговой сварке арматуры в вертикальном положении ток должен быть на 10–20% меньше, чем для горизонтальных стержней.
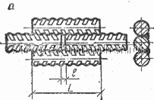
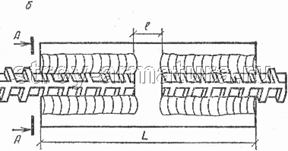
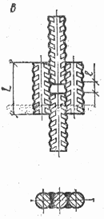
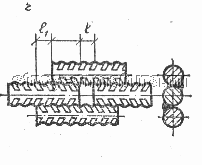
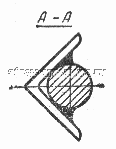
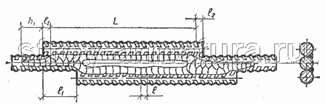
Рис. 2.
Ручная дуговая сварка арматуры многослойными швами без дополнительных технологических элементов
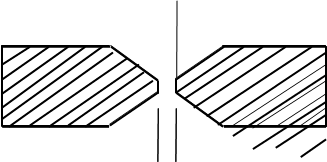
При небольших объемах работ и наличии сварщиков высокой квалификации возможна дуговая сварка арматуры многослойными швами без формующих элементов. Таким способом рекомендуется вести дуговую сварку стыковых соединений арматуры в вертикальном положении следующих классов арматурной стали: A-1 (Ø 20 – 40 мм), А-2 (Ø 20–80 мм), А-3 (Ø 20–40 мм). Конструктивные формы торцов арматурных стержней при их стыковке показаны на рис. 3. Формы разделки, углы скосов и их направление, притупление и их размеры, зазоры между торцами стержней стандартизированы.
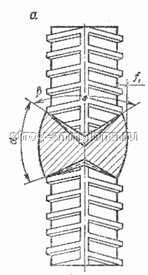
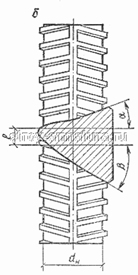
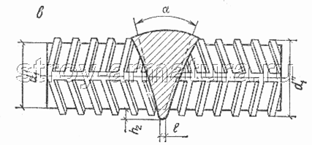
Рис. 3. Стыковые сварные соединения арматуры, выполненные без дополнительных элементов
а – вертикальных однорядных соосных стержней при свободном доступе с двух сторон к месту сварки; б-то же, при доступности соединения с одной стороны; в-горизонтальных соосных стержней с разделкой торцов
Дуговую сварку арматуры выполняют одиночным электродом. Сварной шов накладывают сначала с одной стороны разделки, затем с другой на всю ее ширину. В процессе заплавления разделки наплавленный металл периодически очищают от шлака. Режим дуговой электросварки устанавливают в соответствии с паспортными данными электродов. Обычно для этого вида электросварки применяют электроды с фтористокальциевым покрытием типа Э55 или Э50А.
Ручная дуговая сварка арматуры с принудительным формированием шва
В ряде случаев по проекту необходимы сварные швы крестовых соединений арматуры с принудительным формированием шва. Для таких арматурных изделий рекомендуется применять стержни диаметром 14–40 мм из стали классов A-1, A-2, А-3. Предварительно стержни собирают в кондукторах, обеспечивающих плотное их примыкание друг к другу, или же фиксации стержней достигают с помощью прихваток сваркой. При этом кондукторы и прихватки не должны препятствовать установке формующих элементов.
Ручная дуговая точечная сварка прихватками двух стержней
В условиях строительной площадки при возведении монолитных железобетонных конструкций зданий и инженерных сооружений в качестве арматурных изделий широко применяют сетки и каркасы, изготовляемые по месту. В таких изделиях имеется множество различных крестовых соединений, сварку которых производят с помощью ручной дуговой сварки точками.
Ограниченное применение большинства марок стали классов А-2 и A-3 вызвано тем, что при точечной сварке в контакте крестового соединения стержней быстро отводится теплота от наплавленного металла, что приводит к местному закаливанию стали, а следовательно, и к повышению ее хрупкости. Особенно чувствительны к указанным термическим воздействиям среднеуглеродистые и низкоуглеродистые арматурные стали.
Ванная полуавтоматическая сварка арматуры под флюсом
Сварка арматуры с применением техники ванной полуавтоматической сварки горизонтальных арматурных стержней выполняется с помощью дополнительных технологических элементов: разъемных форм или съемных подкладок (стальных, медных, графитовых). Наиболее благоприятные условия кристаллизации металла шва создаются в медных и графитовых формующих устройствах, что позволяет получить металл шва с высокими показателями механических свойств.
Формующие устройства устанавливают симметрично зазору между торцами стыкуемых стержней арматуры (рис. 4). На расстоянии 40–50 мм от вертикальной оси стыка на стержни накладывают 2–3 витка шнурового асбеста для плотного примыкания арматуры к форме. Затем в плавильное пространство засыпают 20–30 г. флюса. Если используют медные формы, то до их установки флюс засыпают на дно формы слоем в 5–7 мм. Такая мера позволяет усилить сварной шов в нижней части стыка.
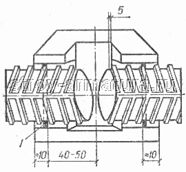
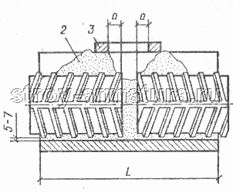
Рис. 4. Установка разъемных форм и медной подкладки на свариваемые стержни при ванной сварке арматуры
1 – шпуровой асбест; 2 – флюс; 3 – центрирующая рамка – указатель границ плавильного пространства
Возбуждают сварочную дугу, касаясь концом проволоки нижней кромки торца арматурного стержня. Проплавление нижней части торца стержня происходит при колебательных движениях проволоки поперек оси стержней в течение 5–15 с. Затем аналогичную операцию проплавления выполняют со вторым стержнем. Схемы перемещения конца электродной проволоки во время сварки арматуры при заполнении ванны жидким металлом показаны на рис. 5. При сварке арматуры диаметром 45 мм и более можно использовать присадку в виде металлической крупки, опилок, рубленой проволоки в количестве 25–35% от объема металла сварного шва. Для поддержания оптимальной глубины шлаковой ванны (15–20 мм) периодически порциями добавляют флюс.
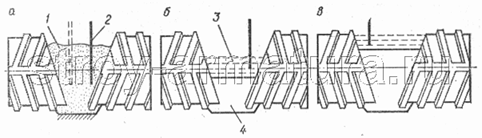
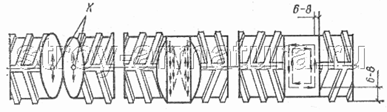
Рис. 5. Схемы перемещения конца электродной проволоки (показано стрелками) при полуавтоматической ванной сварке горизонтальных стержней арматуры (форма условно не обозначена)
а – в начальный период проплавления нижних кромок торцов стержней (к – точка касания электродной проволокой торцов стержней для возбуждения дуги); б – в процессе заполнения разделки стержней; в-на заключительном этапе 1 – флюс; 2 – электродная проволока; 3 – шлаковая ванна; 4 – металл шва.
Дуговую сварку стыковых соединений вертикальных стержней под флюс, как правило, выполняют в съемных медных или графитовых формах. После возбуждения дуги конец электродной проволоки перемещают колебательными движениями по схеме, приведенной на рис. 6. После полного проплавления торца нижнего стержня во избежание подреза верхнего стержня в процессе электросварки регулируют напряжение, снимая его ступенями на 15–25% (2–4 раза). Режим ванной дуговой сварки стыковых соединений вертикальных стержней аналогичен сварке горизонтальных арматурных стержней.
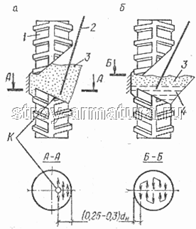
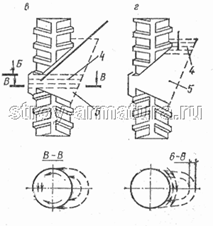
Рис. 6. Схемы перемещения конца электродной проволоки при полуавтоматической ванной сварке стержней со скосом торца нижнего стержня к сварщику (форма условно не обозначена)
а – в начальный период проплавления нижней части торца нижнего стержня; б – в процессе проплавления средней части торца нижнего стержня; в-то же, срезанного торца верхнего стержня и заплавления разделки стержней; г – на заключительном этапе
1 – арматурный стержень; 2 – электродная проволока; 3 – флюс; 4 – шлаковая ванна; 5 – металл шва.
Полуавтоматическая сварка арматуры открытой дугой голой проволокой (СОДГП) на стальной скобе-накладке
Полуавтоматическую сварку арматуры открытой дугой голой проволокой (СОДГП) применяют для сварки соединений вертикальных и горизонтальных стержней при установке арматуры монолитных железобетонных конструкций и в монтажных условиях. Эта сварка арматуры многослойная и производится с помощью легированной сварочной проволоки диаметром 1,6 и 2 мм марок Св-20ГСТЮА и Св-15ГСТЮЦА. Сборку стыковых соединений арматурных стержней ведут на остающихся стальных желобчатых накладках. Накладки эти крепятся к арматурным стержням двумя прихватками.
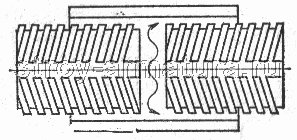
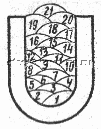
Рис. 7. Техника наплавки многослойных швов при дуговой сварке арматуры открытой дугой голой проволокой горизонтальных соединений стержней (цифры указывают порядок наплавки слоев)
При сварке горизонтальных стержней арматуры используют легирующую проволоку диаметром 2 мм. Последовательность и схема перемещения проволоки при заполнении разделки показана на рис. 7.
В процессе заплавлення разделки возможен перегрев арматурных стержней. Во избежание этого рекомендуется вести последовательно дуговую сварку арматуры двух-трех соединений. В этом случае разделку первого стыка заплавляют на 60–70% его объема после чего переходят на второй стык, а затем на третий. Заполнив наплавленным металлом третий стык на 60–70% объема вновь переходят на первый стык, заполняют все его плавильное пространство наплавленным металлом и в той же последовательности заваривают остальные стыки. Заканчивают электросварку стыка путем наплавки двух фланговых швов с катетом 8–12 мм. Стыки вертикальных стержней арматуры сваривают так же как и горизонтальных. После заплавлеиия стыкового пространства фланговые швы накладывают в направлении сверху вниз. Последовательность накладки сварных швов показана на рис. 8.
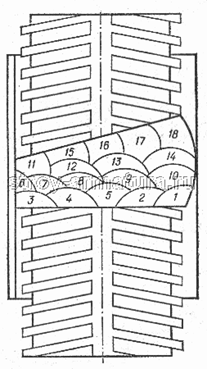

Рис. 8. Техника наплавки многослойных швов при сварке арматуры открытой дугой голой проволокой вертикальных соединений стержней (цифры указывают порядок наплавки слоев)
При указанных способах сварки арматуры открытой дугой голой проволокой (СОДГП) для горизонтальных и вертикальных стержней рекомендуются следующие классы арматурных сталей (в скобках указан диаметр стержней в мм): А-1 (20–40), А-2 (20 – 80), А-3 (20–40), Ат-3С (20–22), Aт-4C (20–28). Отношение диаметров арматурных стержней (меньшего к большему) должно находиться в пределах 0,5–1,0. Стали класса Ат-3С и Aт-4C следует сваривать на удлиненной до 4d скобе-накладке.
Проволока для механизированной дуговой сварки арматуры
При механизированной сварке под флюсом, в защитных газах и без дополнительной защиты, самозащитной проволокой и для сварки с принудительным формированием шва используют электродную проволоку сплошного сечения и трубчатую (порошковую), представляющую собой стальную круглого сечения оболочку, наполненную порошком. Для сварки углеродистых и низколегированных конструкционных сталей в защитных газах применяют следующие марки электродной проволоки: Св-08ГС, Св-12ГС, Св-08Г2С, Св-08ГСМТ. Для сварки многослойными швами без дополнительной защиты низкоуглеродистых, среднеуглеродистых и низколегированных сталей применяют легированную электродную проволоку марок Св-15ГСТЮЦА и Св-20ГСТЮА.
Порошковую проволоку используют как для сварки, так и для наплавки. Для изготовления порошковой проволоки применяют ленту из низкоуглеродистой стали марки 08КП холодного проката. В настоящее время промышленность выпускает пять типов порошковой проволоки (рис. 9) диаметром 1,2–3,6 мм.
 порошковая проволока простого сечения с одной продольной щелью
порошковая проволока простого сечения с одной продольной щелью
 порошковая проволока простого сечения с двумя продольными щелями
порошковая проволока простого сечения с двумя продольными щелями
 порошковая проволока сложного сечения с одним заформованмым концом стальной ленты
порошковая проволока сложного сечения с одним заформованмым концом стальной ленты
 порошковая проволока сложного сечения с двумя заформованными концами стальной ленты
порошковая проволока сложного сечения с двумя заформованными концами стальной ленты
 порошковая проволока трубчатого сечения без продольной щели
порошковая проволока трубчатого сечения без продольной щели
Рисунок 9. Сечение порошковой проволоки разных типов.
Для дуговой сварки низкоуглеродистых, низколегированных и среднелегироваиных сталей в зависимости от способа сварки применяют различные виды и марки порошковой проволоки: самозащитные проволоки общего назначения марок ПП-АН1, ПП-АН7, ПП-2ДСК; проволоки общего назначения для сварки в углекислом газе марок ПП-АН8, ПП-АН21; самозащитные проволоки для сварки с принудительным формированием шва, например марок ПП-АН15, ПП-АН19Н, ПП-2ВДСК; проволоки для сварки в углекислом газе с принудительным формированием шва марок ПП-АН5 и ПП-АНЗС.
Контактная точечная сварка арматуры
Основным видом арматуры железобетонных конструкций являются пересекающиеся стержни в виде сеток и плоских каркасов. Для сварки таких арматурных конструкций, а также для приварки внахлестку круглых арматурных стержней к элементам плоского проката (полосовой, уголковой и другой сортовой стали) применяют контактную точечную сварку.
Контактная точечная сварка дает ряд преимуществ по сравнению с другими видами сварки: возможность повышения производительности труда благодаря более низкой трудоемкости при изготовлении арматурных каркасов и сеток по сравнению с электродуговой сваркой; небольшое потребление электроэнергии вследствие применения жестких режимов сварки с использованием тока большой плотности в течение очень малого отрезка времени; возможность механизации и автоматизации процесса; отсутствие расхода металла (в электродах).
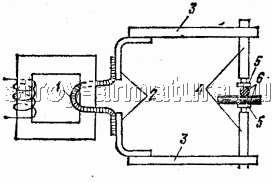
Рисунок 10. Контактная точечная сварка арматуры
Схема протекания тока при контактной точечной электросварке: 1 – вторичный виток трансформатора; 2 – медные шины; 3 – хобот; 4 – электрододержатель; 5 – электрод; 6 – арматурный стержень
Сущность процесса контактной точечной сварки арматуры состоит в следующем. От вторичного витка сварочного трансформатора через медные шины, хоботы, электрододержатели и электроды ток подводят к пересечению арматурных стержней, зажатых между электродами (рис. 10). Электроды имеют водяное охлаждение. Сопротивление в месте соприкасания арматурных стержней во много раз превышает сопротивление остальных участков цепи, поэтому именно в этом месте интенсивно выделяется тепло, которое нагревает металл арматурных стержней до пластического состояния. Под действием усилия сжатия электродов происходит их сварка.
Чтобы получить сварные соединения требуемой прочности, необходимо выполнять сварку на определенных режимах. Режим сварки выбирают в зависимости от диаметра свариваемой арматуры и марки стали, из которой она изготовлена. Правильность выбора режима сварки проверяют контрольным испытанием прочности на срез сварных образцов арматуры.
Если прочность сварных соединений арматуры из-за непровара окажется менее требуемой, то увеличивают плотность тока или время его протекания. Если прочность недостаточна из-за пережога, эти же показатели соответственно уменьшают.
При недостаточной плотности тока сварка арматуры может оказаться невозможной даже в том случае, если время протекания тока будет очень длительным; при чрезмерно большой плотности арматурные стержни могут перегореть.
Плотность тока в машинах контактной точечной сварки регулируют переключением ступеней сварочного трансформатора, а продолжительность протекания тока – перемещением указателя на электронных регуляторах времени.
Для контактной точечной сварки применяют специальные машины, которые по числу одновременно свариваемых узлов сеток и плоских каркасов разделяют на одноточечные, двухточечные и многоточечные.
Машины для точечной сварки бывают стационарными и подвесными; с односторонним и двухсторонним подводом тока; с пневматическим и пневмогидравлическим механизмом сжатия электродов. Управление продолжительностью протекания тока осуществляют автоматически.
В связи с развитием строительства из железобетона в направлении создания крупных железобетонных панелей и других элементов возникла необходимость укрупнительной сборки арматурных каркасов и сеток. Для этой цели созданы передвижные (подвесные) сварочные машины, так как на обычных сварочных машинах выполнять точечную сварку такой арматуры невозможно ввиду ее громоздкости и большой массы.
Подвесные сварочные машины разделяют по конструктивному признаку на две группы: со встроенным сварочным трансформатором и с выносным. Все машины выполнены по одной схеме и состоят из следующих основных узлов: корпуса с рукояткой, сварочного трансформатора, силового пневмопривода, электродной части (клещей) и подвесного устройства, позволяющего поворачивать машину и клещи вокруг своей оси на 360°.
Подвесные машины с выносным трансформатором, кроме того, снабжают токоведущими кабелями.
Свариваемость арматуры
Свариваемость углеродистой стали (ГОСТ 380–71*) обеспечивается технологией изготовления и соблюдением всех требований по химическому составу, предъявляемых к стали Б и В. Поставка стали группы Б с гарантией свариваемости оговаривается в заказе и в сертификате. Сталь, содержащую в готовом прокате более 0,22% углерода, применяют для сварных конструкций при условиях, обеспечивающих надежность сварного соединения. Сталь марок ВСт1, ВСт2, ВСтЗ всех категорий и всех степеней раскисления, в том числе и с повышенным содержанием марганца, а по требованию заказчика сталь марок БСт1, БСт2, БСтЗ второй категории всех степеней раскисления, в том числе и с повышенным содержанием марганца, поставляется с гарантией свариваемости. Свариваемость низколегированной арматурной стали всех марок, кроме 80С, также обеспечивается химическим составом и технологией изготовления. Сварка термически упрочненной арматурной стали не допускается из-за ее разупрочнения в зоне сварного шва.
Сталь арматурная термически упрочненная свариваемая имеет в обозначении марки индекс «С». Например, условное обозначение свариваемой арматурной стали диаметром 14 мм класса Ат-4: 14Aт-4С ГОСТ 10884 – 81, а свариваемая сталь с повышенной стойкостью к коррозионному растрескиванию под натяжением обозначается индексом «СК», Ат-5СК. Согласно ГОСТ 10922–75, временное сопротивление сварных соединений арматурной стали класса Ат, выполненных контактно-стыковой, контактно-точечной и шовно-стыковой сваркой, не должно быть менее наименьшего значения браковочного минимума,
Низкоуглеродистые стали (содержание углерода до 0,22%) относятся к категории хорошо свариваемых всеми видами сварки на слабых режимах без дополнительных технологических операций. Среднеуглеродистые стали (содержание углерода 0,23–0,45%) в процессе сварки требуют таких дополнительных операций. Так, для повышения стойкости металла шва к образованию кристаллизационных трещин снижают количество углерода в нем, применяя сварочные электроды с пониженным содержанием углерода, а также уменьшая долю основного металла в сварном шве. Уменьшение вероятности образования закалочных структур в металле шва может быть достигнуто с помощью предварительного и сопуттвующего подогрева изделий.
Таблица 4. Предварительный подогрев сталей (перед сваркой)
| Сталь | Рекомендуемые режим подогрева, oC. |
| Низкоуглеродистая | 120–150 (на многослойных швах, при сварке изделий толщиной более 40 мм) |
| Среднеуглеродистая | 150–300 |
| Высокоуглеродистая | 300–450 |
| Низколегированная | 200–250 |
Таблица 5. Термообработка сталей после сварки
| Сталь | Ориентировочный режим термообработки |
| Углеродистая | Отпуск при 650–670 oC. В ряде случаев после электрошлаковой сварки нормализация при 920–940 oC с последующим отпуском |
| Низколегированная | (повышенной прочности) Отпуск при 670–700 oC |
Низколегированные стали, содержащие менее 2,5% легирующих компонентов и до 0,22% углерода, как правило, обладают хорошей свариваемостью. Применяемые для изготовления арматуры железобетонных конструкций низкоуглеродистые стали марок 18Г2С, 25Г2С, 25ГС, 20ХГ2Ц относятся к категории удовлетворительно свариваемых. Эти стали содержат не более 0,25% углерода. Если углерода больше 0,25%, в зоне сварного шва могут возникнуть закалочные структуры и трещины, а также порообразование за счет выгорания углерода. В табл. 4 приведены рекомендуемые режимы подогрева термообработанных сталей перед, а в табл. 5 после сварки. Следует иметь в виду, что рекомендуемые предельные значения критериев свариваемости сталей непостоянны и могут изменяться в зависимости от развития сварочной техники и технологии.
Контактная стыковая сварка арматуры
Контактная стыковая сварка является эффективным способом соединения стержней, так как не требует для своего осуществления металла плавящихся электродов; обеспечивает высокую производительность труда, а также позволяет механизировать и автоматизировать рабочий процесс.
Недостатком контактной стыковой сварки является возможность ее использования только в стационарных условиях из-за значительной массы сварочного оборудования и большого потребления электрической энергии.
Сущность процесса контактной стыковой сварки состоит в следующем. Электрический ток подключают к свариваемым стержням и, приводя последние в соприкосновение, образуют замкнутую электрическую цепь (рис. 11).
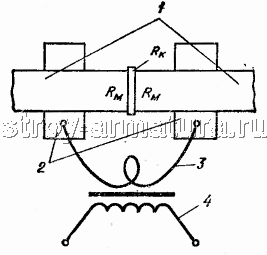
Рисунок 11. Электрическая цепь при стыковой контактной сварке
1 – свариваемые стержни; 2 – зажимные губки; 3 – вторичный виток сварочного трансформатора; 4 – первичная обмотка сварочного трансформатора; Rм – сопротивление свариваемых стержней; Rк – контактное сопротивление
В этой цепи наибольшее сопротивление протеканию тока имеет стык стержней, следовательно, в этом месте будет наиболее интенсивно выделяться тепло, которое разогреет концы стержней до пластического, и частично до жидкостного состояния.
Различают два способа контактной сварки:
стыковая контактная сварка непрерывным оплавлением
стыковая контактная сварка прерывистым оплавлением с предварительным подогревом.
Контактную стыковую сварку стержней горячекатаной арматуры из стали классов A-2…A-4 (в любых сочетаниях) следует выполнять способом прерывистого оплавления с подогревом. Арматуру из стали класса A-1 необходимо сваривать способом непрерывного оплавления; при недостаточной мощности машины их можно сваривать также способом оплавления с подогревом.
Для образования начального электрического тока на торцах арматуры необходимо удалить с них краску или ржавчину. Если арматурные стержни были обрезаны газовым пламенем, то их торцы предварительно очищают от шлаковой корки зубилом или молотком. На качество сварных стыковых соединений оказывает влияние чистота поверхности касания стержней с зажимными губками машины.
Режим контактной стыковой сварки должен обеспечивать получение равнопрочных стержней сварных соединений при минимальном расходе электроэнергии и времени.
Основными параметрами режима сварки являются: сила тока или его плотность, длительность протекания тока, давление осадки, а также установочная длина, т.е. размеры концов стержней, выступающих из электродов.
В зависимости от плотности тока (ток на мм2 поверхности) различают два режима стыковой контактной сварки:
жесткий режим, характеризующийся большой плотностью тока п течение малого промежутка времени (для стержней небольших диаметров),
мягкий режим с малой плотностью тока в течение длительного периода (для стержней больших диаметров).
Плотность тока при сварке непрерывным оплавлением –10…50 А/мм2. Длительность протекания тока колеблется от 1 до 20 с в зависимости от диаметров арматурных стержней; с увеличением диаметра длительность протекания тока увеличивается.
Для качества сварного стыкового соединения имеет также значение удельное давление осадки на торец стержня (кг/мм2); выбирается оно в зависимости от класса стали. Удельное давление осадки для стали класса A-1 принимают 30…50 МПа, классов А-2 и А-3 – 60…80 МПа. Усилие сжатия арматурных стержней во время подогрева должно составлять 10… 12% давления осадки. Продолжительность замыканий и размыканий дуги при подготовке стержня к сварке выбирают в пределах 0,3–0,8 с.
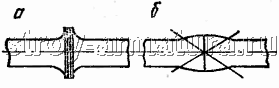
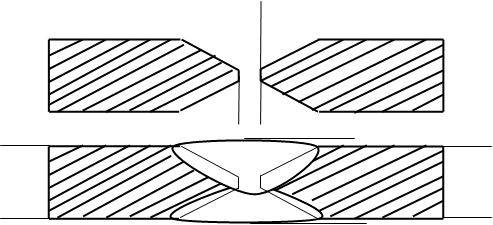
Рисунок 12. Внешний вид стыковых соединений арматуры, выполненных контактной электросваркой при правильном (а) и неправильном (б) режимах сварки
От правильности выбора режима сварки приближенно судят по внешнему виду сварных соединений (рис. 12). При правильном режиме стыковой контактной сварки концы арматурных стержней достаточно прогреваются и при взаимном сжатии приобретают форму, показанную на рисунке. Подтверждение правильности выбранного режима можно получить только после лабораторных испытаний сварных соединений на прочность.
В процессе работы сварщик должен наблюдать за состоянием контактных губок и периодически очищать их от появляющегося нагара. Необходимо иметь комплект губок различной формы и размеров во избежание возможных перерывов в работе при изменении диаметров свариваемой арматуры.
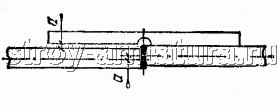
Рисунок 13. Шаблон для проверки смешения осей стержней в стыках, выполненных контактной сваркой
Сваренные стержни должны быть прямолинейными. Смещение осей стержней в стыках допускают не более 0,1 их диаметра. Длину стержня измеряют с точностью до 1 мм. Смещение а осей в месте стыка определяют специальным шаблоном (рис. 13). Помимо внешнего осмотра место соединения арматуры простукивают молотком массой 1 кг; при этом не должен возникать дребезжащий звук.
Изготовление закладных деталей
Закладные детали изготавливают из арматурных стержней и проката (листового и профильного). Применяют мягкие, хорошо свариваемые стали, обычно СтЗ группы Б и В. Одной из распространенных является закладная деталь, состоящая из стальной пластины и арматурного стержня, сваренного с ней тавровым соединением (рис. 14).
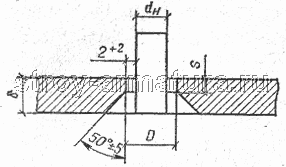
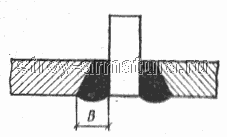
Рис. 14. Тавровое соединение анкерного стержня с плоским элементом закладной детали с раззенкованнымн отверстиями
Стержень с пластиной сваривают с помощью сварочных автоматов типа АДФ-2001УХЛ4. Для таврового соединения стержня с пластиной применяют ручную дуговую сварку через предварительно раззенкованное отверстие. После сварки шов зачищают заподлицо с плоскостью пластины. Соединять пластину со стержнем можно и в горизонтальной плоскости (рис. 15).
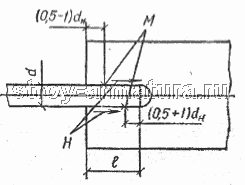
Рис. 15. Соединения стержней с плоскими элементами в горизонтальной плоскости
Н – направления наплавки швов; М – места прихваток
Нередко тавровое соединение арматурного стержня со стальной пластиной осуществляют при помощи рельефной сварки. При этом контактная рельефная сварка может выполняться в торец, т.е. стержень сваривается перпендикулярно плоскости пластины (рис. 16) и внахлестку. Рельефы на пластинах получают при помощи механических прессов или пресс-ножниц. Рельефы по форме круглые или цилиндрические, а по количеству одиночные или двойные. Режим сварки выбирают в зависимости от толщины соединяемых элементов закладной детали и числа точек сварки.
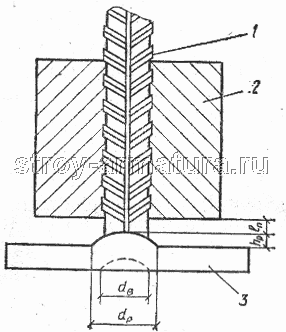
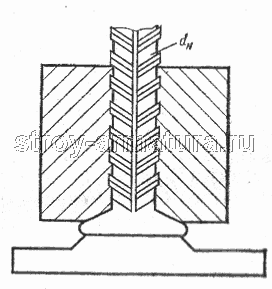
Рис. 16. Тавровое соединение контактной рельефной сваркой
1 – арматурный стержень; 2 – электрод; 3 – плоский элемент закладаой детали; dв – диаметр углубления; dр – диаметр основания рельефа; dн – диаметр стержня; hр – высота рельефа; lп – вылет стержня из электрода
При невозможности использовать для нахлесточного соединения контактную сварку можно применять ручную электродуговую сварку. С помощью сварки осуществляется соединение закладных деталей с элементами арматурных конструкций. В зависимости от класса и марки стали, положения осей соединяемых элементов и вида шва (горизонтальный, вертикальный, нижний) выбирают способ сварки: контактный (точечный, рельефный), ванный, дуговой (многоэлектродный, многослойный, точечный, шовный под флюсом).
Разработаны новые конструктивные и технологические решения, связанные с изготовлением закладных деталей. Появились штампованные и штампованно-сварные закладные детали, что позволило в 1,5–2 раза уменьшить расход стали и в несколько раз повысить производительность труда. Штампованная закладная деталь представляет собой изделие, в котором пластина (столик) и анкер (стержень) составляют одно целое. Специальным штампом их вырубают из одной и той же полосы. Отгиб отштампованных полос (анкеров) и пластины осуществляют гибочными штампами. Изготовление штампованных закладных деталей. может быть полностью автоматизировано. Технологический процесс по производству штампованных деталей предусматривает: вырубку; пробивку отверстий; высадку рельефа (пуклевку); надрезку анкеров; гибку; металлизацию. Некоторые операции могут быть совмещены, например вырубка, пробивка отверстий и высадка рельефа. Большой эффект дает также совмещение штамповки и сварки закладных деталей. При этом анкер с помощью сварки соединяют со специально подготовленной штамповкой рельефной пластиной.
Похожие работы



... . Душевые поддоны выглядят следующим образом: 1) 2) 1) поддон квадратной формы 2) поддон закругленной формы 3) 3) глубокий поддон Душевые кабины: MIG, MAG, TIG – сварка. MIG – это полуавтоматическая сварка в среде инертных газов (аргон и гелий). MAG – это полуавтоматическая сварка в ...





... приборов и визуальные наблюдения за процессом позволяют оперативно реагировать на возможные отклонения, во многом обеспечивает качество сварных соединений. При сварке ответственных конструкций используют системы автоматического управления и регулирования параметров режима с помощью датчиков автоматического контроля, встроенных в сварочное оборудование. В некоторых случаях ведут непрерывную запись ...
... под давлением будет собираться в специальном сборочно-сварочном цеху. Данную сварную конструкцию будут собирать на роликовом стенде, это поможет при сборке и сварке. Недопустимо что бы система аварийного охлаждения зоны в процессе сборки и сварки находилась в не правильном положении т.к. это повлияет на правильность сборки и сварки. Так как данная сварная конструкция очень ответственная, то ...
... свариваемого металла, конструкцией сварного соединения, режимом сварки и начальной температурой изделия. Рекомендуется подогрев и последующая термообработка. Способы сварки: РД, РАД, АФ, КТ. 2. Исследование процессов взаимодействия между металлом, газом и шлаком 2.1 Характеристика защиты металла от взаимодействия с окружающей средой Сварка плавлением - высокотемпературный процесс, ...
0 комментариев