Навигация
Условные изображения и обозначения швов сварных соединений в конструкторской документации
51822
знака
4
таблицы
40
изображений
5. Условные изображения и обозначения швов сварных соединений в конструкторской документации
Изображение швов сварных соединений
Шов сварного соединения, независимо от способа сварки, условно изображают: видимый – сплошной основной линией (черт. 1а, в);
невидимый – штриховой линией (черт. 1г).
Видимую одиночную сварную точку, независимо от способа сварки, условно изображают знаком «+» (черт. 1б), который выполняют сплошными линиями (черт. 2).
Невидимые одиночные точки не изображают.
От изображения шва или одиночной точки проводят линию-выноску, заканчивающуюся односторонней стрелкой (см. черт. 1). Линию-выноску предпочтительно проводить от изображения видимого шва.
На изображение сечения многопроходного шва допускается наносить контуры отдельных проходов, при этом их необходимо обозначать прописными буквами русского алфавита (черт. 3).
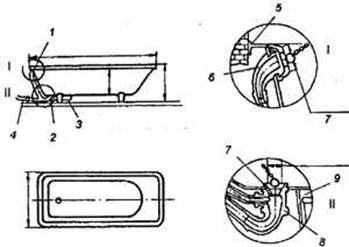
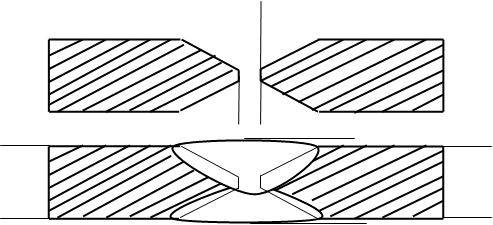
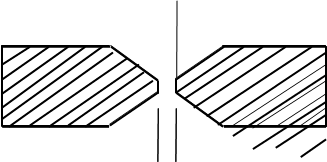
Шов, размеры конструктивных элементов которого стандартами не установлены (нестандартный шов), изображают с указанием размеров конструктивных элементов, необходимых для выполнения шва по данному чертежу (черт. 4).
Границы шва изображают сплошными основными линиями, а конструктивные элементы кромок в границах шва – сплошными тонкими линиями.
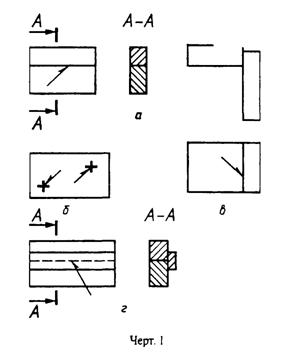
«Черт. 1. Условные изображения различных швов сварных соединений»
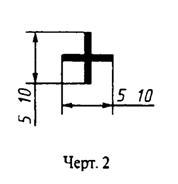
«Черт. 2. Выполнение знака видимой одиночной сварной точки»
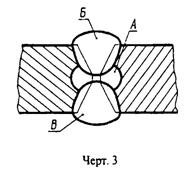
«Черт. 3. Изображение сечения многопроходного шва»
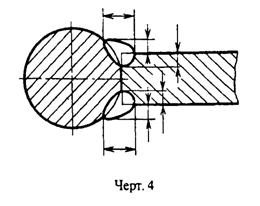
«Черт. 4. Изображение нестандартного шва с указанием размеров конструктивных элементов»
Условные обозначения швов сварных соединений
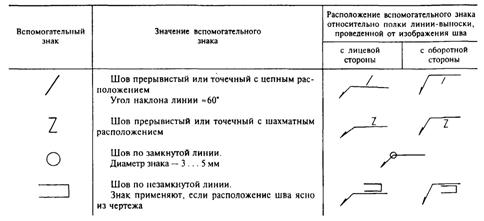
Вспомогательные знаки для обозначения сварных швов приведены в таблице.
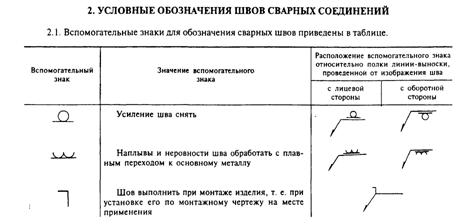
Вспомогательные знаки для обозначения сварных швов
Вспомогательные знаки для обозначения сварных швов
Примечания:
1. За лицевую сторону одностороннего шва сварного соединения принимают сторону, с которой производят сварку.
2. За лицевую сторону двустороннего шва сварного соединения с несимметрично подготовленными кромками принимают сторону, с которой производят сварку основного шва.
3. За лицевую сторону двустороннего шва сварного соединения с симметрично подготовленными кромками может быть принята любая сторона.
В условном обозначении шва вспомогательные знаки выполняют сплошными тонкими линиями.
Вспомогательные знаки должны быть одинаковой высоты с цифрами, входящими в обозначение шва.
Структура условного обозначения стандартного шва или одиночной сварной точки приведена на схеме (черт. 5).
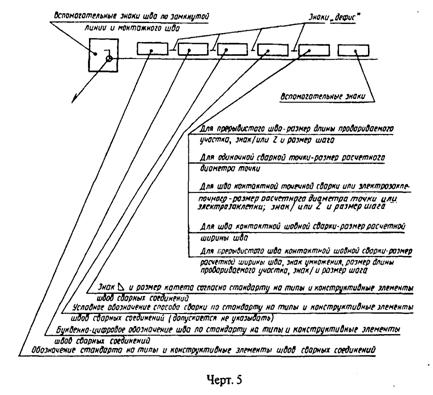
«Черт. 5. Структура условного обозначения стандартного шва или одиночной сварной точки»
Знак |_\ выполняют сплошными тонкими линиями. Высота знака должна быть одинаковой с высотой цифр, входящих в обозначение шва.
Структура условного обозначения нестандартного шва или одиночной сварной точки приведена на схеме (черт. 6).
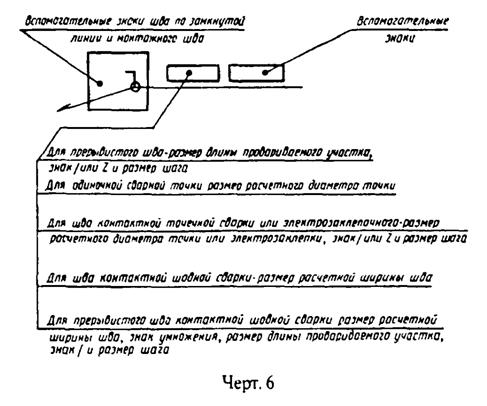
«Черт. 6. Структура условного обозначения нестандартного шва или одиночной сварной точки»
В технических требованиях чертежа или таблицы швов указывают способ сварки, которым должен быть выполнен нестандартный шов.
Условное обозначение шва наносят:
а) на полке линии-выноски, проведенной от изображения шва с лицевой стороны (черт. 7а);
б) под полкой линии-выноски, проведенной от изображения шва с оборотной стороны (черт. 7б).
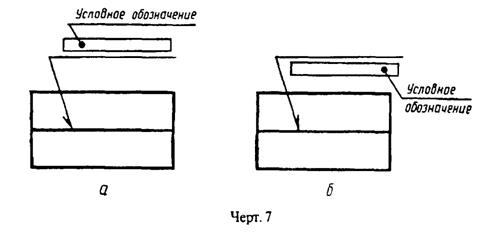
«Черт. 7. Нанесение условного обозначения шва»
Обозначение шероховатости механически обработанной поверхности шва наносят на полке или под полкой линии-выноски после условного обозначения шва (черт. 8), или указывают в таблице швов, или приводят в технических требованиях чертежа, например: «Параметр шероховатости поверхности сварных швов…»
Примечание. Содержание и размеры граф таблицы швов настоящим стандартом не регламентируются.
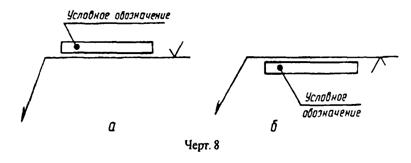
«Черт. 8. Обозначение шероховатости механически обработанной поверхности шва»
Если для шва сварного соединения установлен контрольный комплекс или категория контроля шва, то их обозначение допускается помещать под линией-выноской (черт. 9).
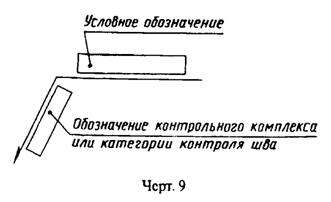
«Черт. 9. Обозначение шва сварного соединения с установленным контрольным комплексом или категорией контроля шва»
В технических требованиях или таблице швов на чертеже приводят ссылку на соответствующий нормативно-технический документ.
Сварочные материалы указывают на чертеже в технических требованиях или таблице швов.
Допускается сварочные материалы не указывать.
При наличии на чертеже одинаковых швов обозначение наносят у одного из изображений, а от изображений остальных одинаковых швов проводят линии-выноски с полками. Всем одинаковым швам присваивают один порядковый номер, который наносят:
а) на линии-выноске, имеющей полку с нанесенным обозначением шва (черт. 10 а);
б) на полке линии-выноски, проведенной от изображения шва, не имеющего обозначения, с лицевой стороны (черт. 10 б);
в) под полкой линии-выноски, проведенной от изображения шва, не имеющего обозначения, с оборотной стороны (черт. 10 в).
Количество одинаковых швов допускается указывать на линии-выноске, имеющей полку с нанесенным обозначением (см. черт. 10 а).
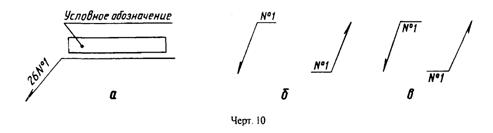
«Черт. 10. Обозначение одинаковых швов»
Примечание. Швы считают одинаковыми, если:
одинаковы их типы и размеры конструктивных элементов в поперечном сечении;
к ним предъявляют одни и те же технические требования.
Примеры условных обозначений швов сварных соединений приведены в приложениях 1 и 2.
Список использованной литературы
1.Ручная дуговая сварка, Книга написана коллективом авторов: глава 25 И.Г. Гетия, остальные главы – В. И, Мельником при участии Б.Д. Малышева
2.Алексеев Е.К., Мельник В.И. Сварка в промышленном строительстве – М Стройиздат, 1977 –377 с
3.Алешин Н.П. Щербинский В.Г. Контроль качества сварочных работ – М Высш школа, 1986 – 167 с
4.http://www.stroy-armatura.ru
5.Межгосударственный стандарт ГОСТ 2.312–72* «Единая система конструкторской документации. Условные изображения и обозначения швов сварных соединений» (утв. постановлением Государственного комитета стандартов Совета Министров СССР от 10 мая 1972 г. №935)
Похожие работы



... . Душевые поддоны выглядят следующим образом: 1) 2) 1) поддон квадратной формы 2) поддон закругленной формы 3) 3) глубокий поддон Душевые кабины: MIG, MAG, TIG – сварка. MIG – это полуавтоматическая сварка в среде инертных газов (аргон и гелий). MAG – это полуавтоматическая сварка в ...





... приборов и визуальные наблюдения за процессом позволяют оперативно реагировать на возможные отклонения, во многом обеспечивает качество сварных соединений. При сварке ответственных конструкций используют системы автоматического управления и регулирования параметров режима с помощью датчиков автоматического контроля, встроенных в сварочное оборудование. В некоторых случаях ведут непрерывную запись ...
... под давлением будет собираться в специальном сборочно-сварочном цеху. Данную сварную конструкцию будут собирать на роликовом стенде, это поможет при сборке и сварке. Недопустимо что бы система аварийного охлаждения зоны в процессе сборки и сварки находилась в не правильном положении т.к. это повлияет на правильность сборки и сварки. Так как данная сварная конструкция очень ответственная, то ...
... свариваемого металла, конструкцией сварного соединения, режимом сварки и начальной температурой изделия. Рекомендуется подогрев и последующая термообработка. Способы сварки: РД, РАД, АФ, КТ. 2. Исследование процессов взаимодействия между металлом, газом и шлаком 2.1 Характеристика защиты металла от взаимодействия с окружающей средой Сварка плавлением - высокотемпературный процесс, ...
0 комментариев