Навигация
7. Ультразвукові процеси
Ультразвук – це пружні механічні коливання та хвилі з частотою вище 20 кГц, які не сприймає людське вухо. Вони можуть відбиватися від перепон, їх можна фокусувати.
Для генерування ультразвукових коливань використовують різні пристрої. Вони є двох типів: механічні й електромеханічні. Найбільш поширені електромеханічні.
Ультразвуковими називають методи обробки, при яких оброблювана зона перебуває під впливом пружних механічних коливань великої частоти.
Застосування ультразвуку дуже різноманітне. Ультразвукові методи застосовують у фізиці твердого тіла, напівпровідників, при вивченні речовин, у гідроакустиці, для контролю, вимірювань, обробки матеріалів, зварювання, в металургії (можна регулювати, наприклад, процес кристалізації). Ультразвукову кавітацію широко застосовують для очищення від забруднень як дрібних (прилади, годинники, електронна техніка), так і великих виробів і деталей. Ультразвук дає змогу обробляти крихкі матеріали (скло, кераміку, дорогоцінні камені), а також деталі складної конфігурації. Його широко використовують у біології (мікромасаж тканин), медицині (для діагностики, терапевтичного лікування).
Техніко-економічні показники.
Ультразвукові процеси високопродуктивні, легкокеровані, доступні, забезпечують високі якісні характеристики. Використання ультразвуку позитивно впливає на хід технологічних процесів. В окремих галузях застосування ультразвуку належить до енергозберігаючих технологій. Сфера їх використання постійно розширюється.
8. Лазерні процеси
Світлопроменева обробка ґрунтується на тепловій дії світлового променя високої енергії на оброблювану поверхню. Світловий промінь за допомогою лінзи фокусують у маленьку точку. Щоб при цьому одержати велику питому потужність, світло повинно мати три властивості: бути одноколірним (монохроматичним), доволі інтенсивним і розповсюджуватися паралельно. Жодне зі звичайних джерел світла не має цих трьох властивостей.
У 1960 р. створено лазер – джерело світла, що володіє всіма цими властивостями. Лазером називають квантовий генератор оптичного випромінювання. Сильний світловий промінь,
проходячи через спеціальний оптичний пристрій, фокусується на потрібній поверхні. У зоні його дії виникають температури в декілька тисяч градусів і високий тиск. Концентрація енергії дуже велика, тому матеріал швидко розплавлюється і випаровується.
Лазерні процеси використовують у металообробці, для обробки скла, тугоплавких матеріалів, у зварюванні, біології, медицині, для передачі інформації, у телебаченні, спектроскопії, для синтезу нових матеріалів, виготовлення мікросхем та ін. Лазерній обробці піддаються найрізноманітніші матеріали: скло, кераміка, металеві, тверді сплави, коштовні камені, пластмаса, гума тощо.
Техніко-економічні показники.
У лазерних процесах відсутня механічна дія на вироби, що дає можливість обробляти дуже малі і тонкі вироби, крихкі матеріали, можна керувати температурою в зоні дії променя. Це високопродуктивні та повністю автоматизовані процеси, що забезпечують високу якість виробів і вдосконалення їх властивостей, поліпшують умови праці та культуру виробництва.
9. Електронно-променеві процеси
Електронний промінь як і світловий, має корисні для технологій властивості. Потрапляючи на оброблюваний матеріал, він у місці дії розігріває його до температури 6000°С (температура поверхні Сонця) і миттєво випаровує, утворюючи отвір або заглибину. Сучасна техніка дає змогу регулювати щільність випромінювання електронів, а відповідно, і температуру нагріву матеріалу. Дуже важливим є те, що дія електронного променя не супроводжується надмірними навантаженнями на виріб. Це має особливо важливе значення при обробці крихких і твердих матеріалів (скла, кварцу, твердих сплавів, алмазу та ін.).
Електронний промінь отримують в електронній гарматі, котра генерує пучок електронів, а далі за допомогою лінз його фокусують на потрібній поверхні.
Техніко-економічні показники.
Електронним променем можна обробляти тугоплавкі та хімічно активні метали і сплави, зварювати, виготовляти тонкі плівки, сітки із фольги. Електронно-променеві процеси високопродуктивні, високоточні, забезпечують високу якість обробки і структуру виробів, їх можна регулювати у широких межах швидкості. Усі вони автоматизовані. Електронний промінь можна використовувати для найрізноманітніших процесів. Однак ці процеси дорогі, адже для їх здійснення потрібен вакуум.
10. Плазмові процеси
Плазма – частково або повністю іонізований газ, що містить позитивно та негативно заряджені частинки, кількість яких в ній майже однакова. Через те плазма є речовиною електронейтральною. При сильному нагріванні будь-яка речовина випаровується, перетворюється на газ. Якщо температуру збільшувати і далі, різко посилиться процес термічної іонізації, тобто молекули газу розпадатимуться на атоми, що згодом перетворюються на іони. Процес іонізації може бути викликаний взаємодією газу з електромагнітним випромінюванням (фотоіонізація) або через бомбардування газу зарядженими частинками. Плазма активно взаємодіє з магнітним полем, яскраво світиться, є електропровідною. Відношення числа іонізованих атомів до їх повного числа в одиниці об'єму плазми називають ступенем іонізації (а). Залежно від величини ступеня іонізації розрізняють слабо, сильно і повністю іонізовану плазму.
Плазма може бути низькотемпературною (Т = 103-105оС) та високотемпературною (Т = 106-108оС). Цей умовний поділ пов'язаний як з можливістю плазми досягати дуже високих температур, так і з важливістю високотемпературної плазми для термоядерного синтезу. Низькотемпературну плазму ширше застосовують у технологічних процесах. її отримують у спеціальних плазмотронах.
Плазму використовують для синтезу органічних і неорганічних сполук, переробки хлорорганічних відходів, при отриманні металобетонів, для вирощування монокристалів, виробництва дрібнодисперсних порошків, нанесення різноманітних покриттів на вироби, у металообробці, зварюванні та ін.
В Україні створено простий, легкий, ефективний і надійний водяний плазмовий інструмент, для зварювання та застосування в інших процесах (Мультіплаз – 2500).
Техніко-економічні показники.
Плазмові процеси високопродуктивні та швидкісні. Високі швидкості плазмових процесів сприяють зменшенню розмірів плазмотронів. Плазмові процеси дають можливість вести обробки при дуже високих температурах, що неможливо при інших процесах. З використанням плазмових процесів знижуються вимоги до якості сировини (плазма малочутлива до домішок). Плазмові процеси дуже перспективні. їх застосовують там, де неможливо використати інші технології.
Недоліки плазми – плазмові головки вимагають використання додаткового обладнання для їх охолодження під час роботи. Існує також екологічна небезпека – виділення шкідливих домішок.
Висновок
В процесі написання реферату ми ознайомилися з високотемпературними процесами, каталітичними процесами, електрохімічними процесами, біохімічними процесами, фотохімічними процесами, радіаційно-хімічними процесами, ультразвуковими процесами, лазерними процесами, електронно-променевими процесами і плазмовими процесами та їх техніко-економічними показниками, порівняння та сферу використання.
Література
1. Колотило Д.М. Системи технологій і екологія промисловості – К., НМКВО, 1992 – 143 с.
2. Основы технологии важнейших отраслей промышленности. Ч.I, II/ Под ред. И.В. Ченцова – Минск, Вышейшая шк., 1989
3. Технологічні процеси галузей промисловості: Навч. посіб. / За ред. Д.М. Колотила, А.Т. Соколовського – К, КНЕУ, 2008 – 372 с.
Похожие работы
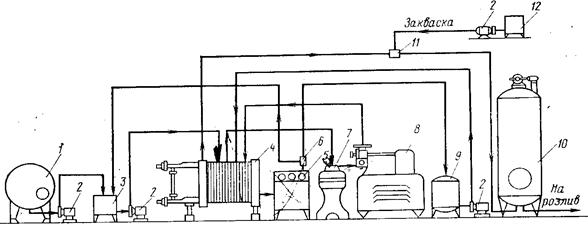
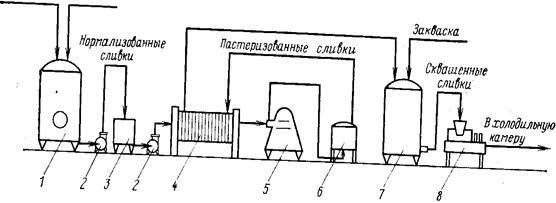
... . 2. М. А. Гришин, Ф. С. Соколов "Производство молочных консервов" — Киев, "Вища школа", 1982. 3. Крусь, Тиняков "Технология и оборудование предприятий молочной промышленности" — ТЕХНОЛОГІЧНИЙ ПРОЦЕС ВИРОБНИЦТВА КИСЛОМОЛОЧНИХ НАПОЇВ До кисломолочным напоїв відносяться простокваша, кефір, кумис, ацидофільні напої, кисломолочні напої із солодовим екстрактом. Крім того, виробляють ...



... технологи НДІ постійно працюють з технологами КБ (більш детально питання розробки будуть розглянуті нижче). Технологи КБ повинні знати основи економіки даного виробництва і ціноутворення вироби для того, щоб розроблювальний технологічний процес дозволяв випускати продукцію більш низькою собівартістю, ніж аналоги. Розроблена технологічна документація з КБ надходить до служби головного технолога, ...
... , (3.16) де – коефіцієнт, який враховує норму допоміжної площі,= 0,1. м2. Загальна площа цеху , м2, . (3.17) м2. Питома вага загальної площі цеху на один відремонтований вагон , м2/ваг, . (3.18) м2/ваг. 3.4 Синхронізація технологічного процесу ремонту платформи на потоковій лінії Незмінною умовою надійності роботи потокової лінії є стабільність її ритму, що досягається ...
... , я зробила висновок, що проблемою на шляху економічного розвитку підприємства є також низька маркетингова активність ЗАТ „Піонтекс”. Отже, провівши діагностику основних проблем управління економічним розвитком підприємства, доцільним є розробка ефефктивних та дієвих рекомендацій в області досліджуваної проблематики. Висновки до розділу 2 Емпіричну базу для дослідження процесів розвитку ...
0 комментариев