Вибір та обґрунтування організації виробничого процесу ВРП
Характеристика продукції, що ремонтується в цеху правки платформ
Вибір та обгрунтування метода організації ремонту вагонів
Теоретичні основи проектування та розрахункові параметри потокових ліній по ремонту вагонів
Синхронізація технологічного процесу ремонту платформи на потоковій лінії
Системи та форми оплати праці робітників
Планування цеху та вибір необхідної кількості обладнання
Виробнича логістика та управління виробничими процессами
Логістика складування
Охорона праці при впровадженні потокового методу організації ремонту
Навигация
Організація технологічного процесу ремонту в цеху правки
Організація технологічного процесу ремонту в цеху правки
63517
знаков
6
таблиц
8
изображений
Міністерство транспорту та зв’язку України
ХІІТ
Кафедра “Вагони”
Організація технологічного процесу ремонту в цеху правки
Пояснювальна записка та розрахунки до курсової роботи
з дисципліни „Організація, виробництво та логістика на ВРП”
Виконала: ст.гр.8-4-В
_____Петренко О.П.
Прийняла: викладач
______Сагайдак Т.М.
2009
Зміст
Вступ
1. Вибір та обґрунтування організації виробничого процесу ВРП
1.1 Призначення цеху правки платформ
1.2 Характеристика продукції, що ремонтується в цеху правки платформ
1.3 Характеристика виробничої структури та структури управління ВРЗ
2. Вибір та обгрунтування методу організації ремонту вагонів
2.1 Характеристика існуючих методів організації ремонту вагонів
2.2 Обгрунтування впровадження потокової лінії
3. Теоретичні основи проектування та розрахункові параметри потокових ліній по ремонту вагонів
3.1 Загальна характеристика потокового методу ремонту вагонів
3.2 Класифікація потокових ліній
3.3 Розрахунок основних параметрів потокової лінії
3.4 Синхронізація технологічного процесу ремонту платформи
4. Промислово-виробничий персонал та його розрахунок
5. Системи та форми оплати праці робітників
6. Планування цеху та вибір необхідної кількості обладнання
7. Розробка алгоритму розрахунку параметрів потокової лінії
8. Виробнича логістика та управління виробничими процесами
8.1 Аналіз існуючих систем якості продукції
8.2 Поняття виробничої логістики
8.2.1 Логістика складування
8.2.2 Організація роботи технологічного транспорту
9. Техніко-економічне обґрунтування прийнятого потокового методу ремонту
10. Охорона праці при впровадженні потокового методу організації ремонту
10.1 Аналіз потенційних небезпек і виробничих шкідливостей у цеху правки10.2 Заходи по забезпеченню безпеки і нормальних умов праці
Список використаних джерел
Додаток А (обов’язковий)
Додаток Б (обов’язковий)
Додаток В (обов’язковий)
Вступ
Одна з головних галузей на якій тримається економіка України та й, взагалі, більшості країн є і залишиться - залізничний транспорт, тому його роль неможливо переоцінити. Він являється основним видом транспорту. Вагома частина перевезень припадає на залізницю.
На жаль, під час глобального економічного колапсу, обсяги перевезень і транспортування вантажів упали, але навідміну від інших галузей в залізниці можна бути впевненим і сміливо дивитись в майбутнє. Вагонне господарство з його основним вагонним парком являється однією з головних та складних галузей залізничного транспорту. Сучасний парк вагонів відрізняється багатьма типами та конструкцією вагонів. Це обумовлено необхідністю задоволення різноманітним потребам перевезень. При перевезенні вантажу, а також при завантажувально-розвантажувальних роботах вагони пошкоджуються та потребують ремонту. Ремонт вагонів виконується при технічному огляді вагона, в депо та на заводах. Найбільший обсяг робіт по ремонту вагонів, а саме капітальний ремонт, виконується на заводі. В депо виконується плановий деповський ремонт, який визначається по пробігу вагона або по зовнішньому вигляду вагона.
Від якісної та злагодженої роботи усіх підрозділів вагонного господарства залежить безперебійність та безпека руху поїздів, своєчасне забезпечення перевезень технічно справним рухомим складом.
Відновлення працездатності вагонного парку і підтримка його в технічно справному стані здійснюють вагоноремонтні заводи і вагонні депо при планово-попереджувальному і поточному ремонті вагонів. Для досягнення цієї мети проводиться реконструкція існуючої ремонтної бази, причому особлива увага приділяється підйому технічного рівня виробництва на діючих підприємствах.
Для більш повного освоєння безупинно зростаючого обсягу перевезень на залізничному транспорті, поряд з постачанням нових універсальних і спеціальних вантажних вагонів у великих кількостях, проводяться модернізація і періодичний ремонт наявного вагонного парку для забезпечення більш інтенсивного його використання в довгосоставних великовантажних потягах зі зростанням швидкості руху й осьових навантажень.
З метою підвищення ефективності виробництва, подальшого поліпшення якості ремонту вагонів, створення більш сприятливих умов виконавцям робіт у вагонних депо постійно удосконалюються технологічні процеси ремонту вагонів і їхніх складових частин, вводяться в експлуатацію нові високопродуктивні машини і механізми, підвищується кваліфікація робітників, широко впроваджується більш прогресивний потоковий метод деповського ремонту вагонів замість стаціонарного.
Організація ремонту вагонів, їхніх вузлів і деталей на автоматизованій і механізованій поточно-конвеєрній лініях є одним з головних напрямків прискорення науково-технічного прогресу у вагоноремонтному виробництві. При потоковому методі ремонту у вагонних депо досягається високий ступінь механізації і автоматизації всіх ремонтних та допоміжних робіт з використанням більш продуктивного устаткування і технологічного оснащення; максимальна паралельність робіт і строге дотримання послідовності їхнього виконання; чітка спеціалізація ремонтних позицій на виконанні визначених операцій; найкраще використання робочого часу виконавців робіт у строгій відповідності з кваліфікацією; одночасність виконання робіт на всіх ремонтних позиціях потокової лінії; створення незнижуваного технологічного запасу вагонних частин; використання конвеєрів і інших спеціальних транспортних засобів для переміщення вагонів, їхніх вузлів і деталей на всьому технологічному циклі виконання робіт; строге дотримання ритмічності виконання окремих ремонтних операцій і всього технологічного процесу; більш ефективне використання виробничих площ і ремонтних засобів вагонних депо.
В даній курсовій роботі виконується розрахунок параметрів потоково – конвеєрної лінії та цеху правки вагонів вагоноремонтного заводу, промислово – виробничого персоналу, вирішуємо питання заробітної плати, розраховуємо необхідну кількість потрібного обладнання. Всі розрахунки виконані із застосуванням програми Microsoft Excel.
Похожие работы
... цеха. Результати всіх цих розрахунків приведені у таблиці 4.1. Таблиця 4.1 – Основні техніко - економічні показники вагоноскладального цеха Найменування показників Одиниці виміру Значення показників Фактична програма ремонту вагонів 5567 Число поточно - конвеєрних ліній 3 Фронт роботи поточно - конвеєрної лінії 6 Фронт роботи цеху 18 Виробнича площа цеху ...
... фотонасвітлювачі. 4. Офсетна попередньо чутлива пластина Для виготовлення друкарських офсетних форм позитивного копіювання. Схема технологічного процесу виготовлення офсетних друкарських форм для друкування журнальної продукції Ознайомлення з оригіналом і бажаннями замовника Складання тексту Сканування і обробка чорно-білих ілюстрацій Верстка журнальних сторінок ...
... спостереження проведення кожного з них складається з наступних етапів: підготовка до спостереження; його проведення; обробка даних; аналіз результатів і підготовка пропозицій по вдосконаленню організації праці. При проведенні хронометражних спостережень слід враховувати ту обставину, що норми і нормативи розраховуються виходячи з передових прийомів і методів праці, але норма повинна передбачати ...

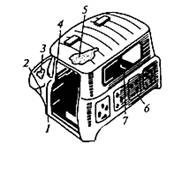

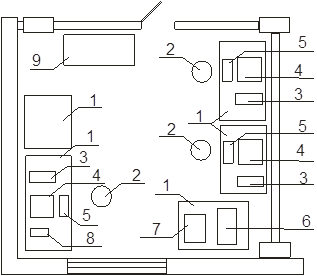
... іля: 1 - розривання зварних швів; 2 - розриви; 3 - вм’ятини і випуклість; 4 - згин і перекіс стійок; 5 - пробоїни; 6 - корозія; 7 - тріщини. Технологічний процес ремонту кузовів і кабін Технологічний процес ремонту кузовів і кабін разом включає розборку, повне чи часткове зняття старої фарби, дефектацію, ремонт складових частин чи його заміну, складання, фарбування, контроль якості. ...
0 комментариев