Навигация
1. Технологический раздел
1.1. Информационный анализ
Гродненское ПО «Химволокно» специализируется на выпуске полиамидных нитей технического назначения, кордной ткани для шинной промышленности, нити жгутовой текстурированной коврового ассортимента, ПА-6 марки 210/310, 210/311 и композиционных материалов на его основе. Необходимость создания собственного производства полимерных композиционных материалов (ПКМ) была обусловлена растущей потребностью в материалах, способных заменить черные и цветные металлы и улучшить эксплуатационные характеристики изделий, а также наличием собственной сырьевой базы ПА-6.
Производство ПКМ на объединении началось в 1993 г с приобретения экструдера фирмы “Вернер + Пфлейдерер” ZSК-40 с производительностью 80-100 кг/ч.
В период 1993-1996 г.г. разработка новых видов ПКМ велась в тесном сотрудничестве со специалистами Московского научно-исследовательского института пластических масс (НИИПМ). В этот период был освоен выпуск 30% стеклоналолненного ПА 6 под торговой маркой "Гроднамид ПА6-Л-СВ30" и "Гроднамид ПА6-ЛТЧ-СВ30" (термосветостабилизированного, окрашенного в черный цвет). Качество “Гроднамада” превосходило аналоги, производимые в СНГ, и в этот период материал был внесен в проектноконструкторскую документацию многих потребителей, в том числе “АвтоВАЗа”, Минского, Харьковского, Саратовского подшипниковых заводов и других крупных машиностроительных предприятий. Ежемесячный объем продаж материала составлял около 35 тонн, спрос явно превышал предложение, и в 1996 г был введен в эксплуатацию новый мощный экструдер германской фирмы "Рокштедт-Компекс" производительностью до 385 кг/ч.
С 1996 года объединение активно сотрудничает с Гомельским институтом металлополимерных систем Национальной Академии наук РБ. За это время освоен выпуск новых марок композиционных материалов, которые широко используются для изготовления литьем под давлением различных изделий и деталей конструкционного и электроизоляционного назначения в машиностроений, электротехнике, приборостроении, работающих в условиях повышенных механических нагрузок, высокой влажности и пониженных температур:
— Этамид ЭА-2Л-2 - сплав ПА-6 с полиэтиленом, получаемый методом реакционного компаундирования. Характеризуется повышенной ударной вязкостью с надрезом (не менее 15 кДж/м²), хорошим качеством поверхности. — Пропамид-3 - сплав ПА-6 с полипропиленом, получаемый методом реакционного компаундирования. Характеризуется низким водопоглощением; — ПА6-С1 - трудногорючая марка (класс огнестойкости ПВ-0);
— ПА6-С2 - стеклонаполненная трудногорючая марка (класс огнестойкости ПВ-2).
В 2000 году предприятие, опираясь на собственный научно-технический и производственный потенциал и модернизировав имевшееся оборудование, расширило ассортимент производимых марок композиционных материалов, выпускаемых крупнотоннажно:
1. Литьевая марка Гроднамид ПА6-Л-211/311. Содержи модифицирующие добавки, улучшающие литьевые характеристики: качество поверхности литьевых изделий, заполнение пресс-форм и облегчение выемки готовых изделий из пресс-форм. Может использоваться в качестве базового полимера для последующего армирования стекловолокном, углеродным волокном, минеральными и другими наполнителями. Выпускается также в термосветостабилизированном варианте (с индексом "Т").
2. Группа антифрикционных марок Гроднамид ПА6- ЛТА, ПА6-ЛТА-СВ5, ЛТА-СВ30. Преимущества в эксплуатации: пониженный коэффициент трения, высокая износостойкость, улучшенный внешний (декоративный) вид. Учитывая особенности данного материала, существует возможность применять его при изготовлений деталей, работающих в узлах трения без смазки или при ее ограничении (сепараторы подшипников, бегунки кольцекрутильных машин, некоторые детали нитепроводящей гарнитуры, используемой в текстильной промышленности, мебельная фурнитура и др.).
3. Ударопрочная марка «Гроднамцд ПА6-Л-У1» - отличается показателем высокой ударной вязкости с острым надрезом (24-25 кДж/м²), эластичностью, упругостью, стойкостью к растрескиванию и короблению при перепадах температуры и влажности, пониженным водопоглощением, улучшенным качеством поверхности, сопоставимой с АБСпластиками.
4. Группа стеклонаполненных композитов с пониженным водопоглощением, морозостойкостью и высокой электрической прочностью:
Гроднамид ПА6-ЛТ-СВ30В - имеет гигиеническое удостоверение на контакт с питьевой водой;
Гроднамид ПА6-ЛТ-СВ30В-1 - окрашенный в черный цвет;
Гроднамид ПА6-ЛТ-СВ30В-2 - высокоударопрочный (ударная вязкость по Шарпи с надрезом 20-25 кДж/м²), морозостойкий (до минус 60°С).
5. Минералонаполненные полимерные композиций:
Гроднамид ПА6-ТМ20, Гроднамид IIА6-КМ20, КМ30 представляют собой полиамид-6, усиленный минеральными наполнителями с дисперсностью 1-3 мкм. (ТМ - тальком, КМ - каолином). Характеризуются изотропностью механических свойств по всем направлениям, повышенной деформационной теплостойкостью, стабильностью размеров литьевых изделий, низким короблением и усадкой, декоративным внешним видом. При переработке обеспечивают низкий износ литьевых машин и оснастки. Материалы типа КМ дополнительно отличаются повышенной стойкостью к ударным и знакопеременным нагрузкам, в том числе при низких температурах, благодаря специальной адгезионной обработке минерального наполнителя. В 2001 году разработаны и проходят испытания у потребителей следующие перспективные марки композиционных материалов:
Высокоударопрочная морозостойкая марка “Гроднамид ПА6-Л-У2” характеризуется показателем ударной вязкости по Шарпи с острым надрезом 40-45 кДж/м², морозостойкостью до минус 60ºС, пониженным водопоглощением и повышенной стойкостью к ультрафиолетовому облучению.
Экструзионые марки "Гроднамид ПА6-Э1, Гроднамид ПА6-Э2" характеризуются повышенной вязкостью и прочностью расплава при низких скоростях сдвига, что позволяет использовать их для изготовления изделий методом экструзии, в т.ч. коэксной (Э1) или с раздувом (Э2). По вязкости расплава ПА6-Э1 эквивалентен ПА 6 с относительной вязкостью 4,5; ПА6-Э2 - 6,0. Кроме того, материалы отличаются очень высокой ударной вязкостью с надрезом (30-45 кДж/м²), высокими барьерными свойствами (низкой бензомаслопроницаемостью).
В 2001 году объединение закупило и ввело в эксплуатацию мультипроцессную установку компаундирования фирмы “Берсторфф” производительностью до 600 кг/ч.
Таким образом, в настоящее время объединение располагает мощностями по выпуску базовых марок полиамида-6 до 600 т/мес и полимерных композиционных материалов до 720 т/мес.
На предприятии проводилось и проводится целенаправленная работа по повышению качества и конкурентоспособности производимой продукции.
В условиях рыночной экономики и усиления конкуренции КАЧЕСТВО ПРОДУКЦИИ стало философией предприятия неотъемлемым условием успеха в финансово- хозяйственной деятельности.
Понимая необходимость применения прогрессивных методов управления качеством, предприятие с 1998 года активизировало деятельность по разработке и внедрению СИСТЕМЫ КАЧЕСТВА в соответствии с требованиями Международных стандартов (МС) ИСО серии 9000. В декабре 2000 года система качества предприятия успешно прошла сертификацию на соответствие требованиям стандарта МС ИСО 9001-94., притом в двух системах:
— Российского Морского Регистра Судоходства. г. Санкт-Петербург
—ГОСТ Р.
Стабильность качества выпускаемой продукции обеспечивается эффективным функционированием системы качества, применением прогрессивных технологий, хорошей организацией производства, стабильной работой оборудования, высокой квалификацией персонала.
Надмолекулярно - топологическая структурная организация аморфно-кристаллических полимеров оказывает существенное влияние, как на когезионную [4], так и на адгезионную прочность при использовании их в качестве термопластичной матрицы в армированных композитах [5-7] или клеевой прослойки. При этом важными параметрами структуры являются: соотношение весовых долей аморфной и кристаллической фракций (блоков), степень упаковки аморфных блоков (величина свободного объёма), размер и количество кристаллитов, играющих роль физических узлов псевдосетчатой структуры аморфного блока. Эти параметры структуры полимера определяют количество проходных цепей, несущих механическую нагрузку, молекулярную подвижность локального и сегментального типов, величину энергии, диссипируемой при механическом нагружении и, соответственно, прочностные свойства аморфно-кристаллических термопластов.
Одним из наиболее эффективных при исследовании надмолекулярно-топологического строения аморфно-кристаллических полимеров является метод термомеханической спектроскопии (ТМС). С помощью этой методики уже исследовалась структура ПА-6 после различного рода воздействий на его расплав как в присутствии некоторых полиолефинов и наноразмерных примесей, так и без них. Так, в работе при исследовании молекулярно-топологического строения ПА-6 марки Таrnamid Т-27 (Польша) методом ТМС была установлена аморфно-кристаллическая структура псевдосетчатого строения с весовой долей аморфной фазы φа = 0.1 Межузловые цепи аморфного блока имели молекулярную массу Мсn= 28500, Мсw =40800 и К = 1.43. Размораживание сегментальной подвижности в них начиналось при Тс = -55°С Было обнаружено, что уже однократный прогон расплава полиамида через экструдер в два раза снижал степень его кристалличности и существенно повышал подвижность межузловых цепей псевдосетки аморфного блока (Тс =-64°С) при заметном снижении их молекулярной массы. Существенное влияние на молекулярно-топологическое строение охлажденного расплава при переработке ПА-6 оказывал и тип смесителя. Так, установка после шнека статического смесителя фильерного типа практически полностью гомогенизировала структуру полимера, доводя ее до аморфного состояния. При этом в полиамиде полностью исчезала кристаллическая фаза, трансформируемая в кластерный блок - полиассоциативную структуру со степенью упаковки цепей промежуточной между кристаллическим и чисто аморфным состояниями. В процессе смешения в таком смесителе в зависимости от количества прогонов через него расплава полиамида наблюдали также увеличение его молекулярной массы - свидетельство протекания в нем при смещении механо-химических превращений.
Таким образом, ПА-6, как и многим другим кристаллизующимся термопластам, присущ полиморфизм - в зависимости от тепловых условий охлаждения, наличия нуклеаторов кристаллизации, пластификаторов, воздействия на охлаждающийся расплав механического напряжения, электрического поля и других факторов могут создаваться условия для формирования структур от аморфной до аморфнокристаллической с различной степенью кристалличности, плотности упаковки и совершенства кристаллов.
Влияние наноразмерных примесей и одновременного механического воздействия на молекулярно-топологическое строение и изотропно-анизотропные превращения топологической структуры ПА-6 исследовалось в работах. Причем, в них впервые использовали метод ТМС для оценки не только молекулярно-топологического строения ПА-6, но и степени анизотропии его топологической структуры после одноосного механического воздействия.
Целью работы[8] явилось исследование взаимосвязи надмолекулярно-топологической структуры и степени её анизотропии с физико -механическими свойствами термопласта ПА-6, подвергнутого радиационной модификации в области малых доз радиации (до 5.5 Мрад).
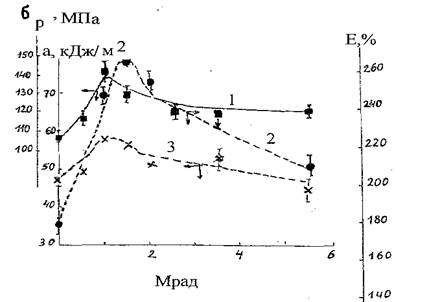
Рис. 1. Физико-механические свойства полиамида
На рис.1 приведены результаты исследований зависимости прочностных характеристик: разрывной прочности при растяжении (σр ) - кривая 1, разрывной деформации (εр ) - кривая 2, модуль Юнга (Ер) - кривая 3 и величины удельной ударной вязкости (ауд) от дозы облучения (D). Как видно из рисунка 1, значения σр, εр и ауд проходят через максимум в районе доз радиации 1-2 Мрад, в то время как значения Ер в пределах разброса практически не менялись.
Неизменный характер модуля упругости при варьировании дозы радиации позволяет заключить, что наблюдаемый при этом рост прочности обусловлен действием диссипативного и структурного факторов. Можно априорно предположить, что кристаллиты в аморфно-кристаллическом полимере могут играть двоякую роль: выступать в качестве узлов физической сшивки и, одновременно, в качестве эффективных диссипативных центров, повышающих прочностные свойства полимеров. Но с другой стороны кристаллиты могут выступать в качестве структурных критических дефектов - концентраторов внутренних напряжений. Чем больше размер кристаллита и чем больше разница в плотностях упаковки кристаллита и прилегающих аморфных участков, тем больше перенапряжены проходные цепи, воспринимающие внешнюю механическую нагрузку и тем быстрее достигается критическое напряжение разрушения. В результате исследования обнаружено, что прочностные характеристики ПА-6 при растяжении и ударе в зависимости от дозы радиации проходят через максимум в области 1-2 Мрад
Показано, что топологическая структура необлученного ПА-6 имеет аморфно-кристаллическое строение с содержанием аморфного блока и трех кристаллических модификаций с различной температурой и скоростью плавления. Обнаружено, что уже при формировании исходных образцов полимера методом одноосного литья пол давлением в нем формируется высоко анизотропная топологическая структура, в которой кристаллиты в основном ориентированы в плоскости, соосной с вектором направленности литьевого потока расплава подиамида.
Обнаружено, что радиолиз ПА-6 в пределах дозы облучения до 5.5 Мрад приводит к интенсивному межблочному массообмену с изменением как топологической структуры полиамида, так и его молекулярно-релаксационных характеристик.
Установлено, что изменения молекулярно-релаксационных характеристик в топологических блоках ПА-6 носят экстремальный характер. Экстремальная доза облучения во всех случаях приходилась на область 1-2 Мрад. При этих же дозах модекулярно-топологическая структура полиамида достигла максимальной степени изотропности. Обнаружено, что максимальный уровень физико-механических свойств, достигаемый полимером в этой же области доз, коррелируется с наблюдаемым экстремальным торможением молекулярной подвижности в аморфном и кристаллическом блоках. Это может означать, что при малых дозах радиации достигается оптимальные параметры: содержание, размер кристаллитов и их распределение по объему и ориентация, что приводит к росту диссипативяых свойств (вязкости разрушения), к снижению размеров структурных дефектов и, соответственно, росту прочностных свойств аморфно - кристаллического полимера.
Полученные данные позволяют использовать радиационное облучение малыми дозами как метод структурной модификации и физического кондициовирования аморфнокристаллических полимеров в уже готовом изделии.
Эффективным техническим решением по синтезу наполненных полимеров, отличающихся повышенным комплексом свойств, является метод полимеризационного наполнения [9, 10].
Целью работы [11] являлось исследование технологических свойств полиамида 6, синтезированного в присутствии дисперсных и волокнистых наполнителей с использованием в качестве катализатора фосфорной кислоты (катионная полимеризация). Катионная полимеризация полиамида 6 позволяет значительно сократить (практически в 2 раза) продолжительность процесса синтеза полимера, что важно в технологии IIКМ. Выбор наполнителей определялся задачей создания полиамида 6 с повышенными прочностными характеристиками, термо- и теплостойкостью, магнитными и антистатическями свойствами. В числе таких наполнителей были выбраны волокнистые материалы: технический ПАН-жгутик ТУ 6-06-С253-87, углеродная нить (УН) (Беличский завод теплозвукоизоляции, Украина), базальтовые нити (БН) (Брестовецкое месторождение, Украина), а также активные дисперсные системы: технический углерод - ГОСТ 18307-78, терморасширенный графат (ТРГ) - ТУ 5728-006-132677-85, магнитный порошок (сплав) Nd-Fе-В - ТУ 14-123-97-92.
В работе исследовались технологические свойства полимеризационноналолненого полиамида 6: молекулярная масса (ММ), содержание низкомолекулярных соединений (СНМС) и температура плавления / размягчения (Тпл).
Полученные экспериментальные данные по оценке технологических свойств полимеризационно-наполненного полиамида 6 на основе волокнистых наполнителей (табл.1) свидетельствуют о том, что независимо от используемого катализатора (вода или фосфорная кислота) синтезируется полимер с близкими значениями показателей.
Изменение же технологических характеристик, в основном, определяется химической природой используемых армирующах систем и их содержанием.
Введение в полимеризующуюся систему технического ПАН-жгутика, который в условиях синтеза полиамида 6 способен образовывать циклические структуры с выделением летучих продуктов, оказывает ингибирующее действие на рост макромолекулярной цепи, что приводит к снижению молекулярной массы и температуры плавления полиамида. Однако увеличение его содержания до 40%, вероятно, способствует взаимодействию нитрильных групп ПАН-жгутика с амидными группами полимерной матрицы и формированию композиционного материала, у которого при молекулярной массе ~900 температура размягчения повышается до 280°С.
Аналогичное, но менее ярко выраженное влияние на технологические свойства получаемого композита проявляется при использовании в качестве армирующей системы углеродных нитей.
Практический интерес представляет полимеризационнонаполненный полиамид 6 на основе базальтовых нитей, в состав которых входят оксиды различных металлов. Анализ экспериментальных данных по влиянию базальтовых нитей на технологические свойства композиционного материала (табл.1) показывает, что они являются активными армирующими системами, т.к. синтезируется материал с молекулярной массой, близкой к ненаполненному полиамиду 6, и повышенной температурой плавления, что, возможно, определяется дополнительным катализирующим действием базальтовых нитей на процесс полимеризации мономера [12].
В качестве активных наполнителей полиамида 6 могут выступать и дисперсные наполнители (табл.2), при введении которых в полимеризующуюся систему проявляется тенденция к возрастанию температуры плавления композита, появляется возможность придания наполненному полимеру функциональных свойств, что представляет практический интерес для расширения областей его применения.
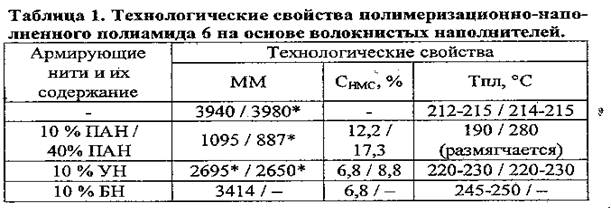
Примечание: в числителе - экспериментальные данные катионной полимеризации, в знаменателе - экспериментальные данные гидролитической полимеризации; * - молекулярная масса определялась по концевым группам, для остальных образцов - вискозиметрически.
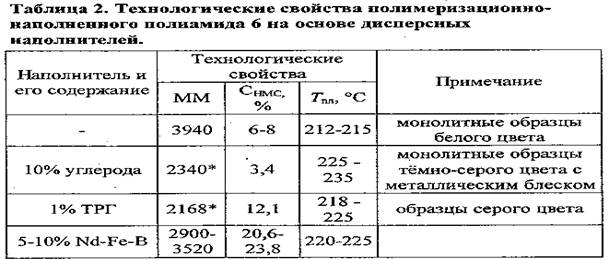
Примечание: * - молекулярная масса определялась по концевым группам, для остальных образцов – вискозиметрически.
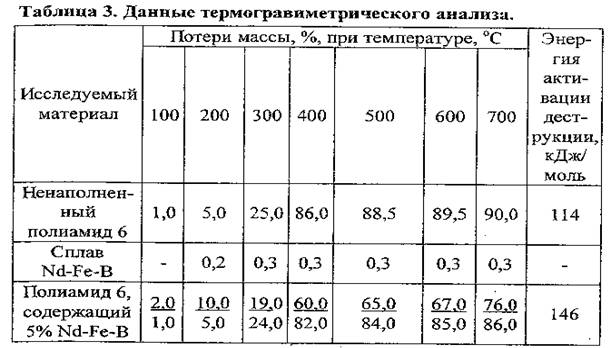
В частности, использование в качестве наполнителя сплава Nd-Fе-В обеспечивает придание полимеризационно-наполненному полиамида 6 магнитных свойств, а также повышение его термоустойчивости (табл. 3).
Таким образом, анализ влияния исследуемых дисперсноволокнистых наполнителей на технологические свойства полимеризационно-наполненного полиамида 6 на их основе свидетельствует о преимущественно игибирующем действии выбранных наполнителей в условиях синтеза полимера: проявляется тенденция к снижению молекулярной массы композита и повышению содержания НМС в нем. При этом для синтезируемого полиамида характерно увеличение устойчивости к повышенным температурам.
Примечание: в знаменателе приведены аддитивные значения.
Ароматические полиамиды (ПА) - обладая уникальными свойствами, такими, как повышенная термостойкость, ударопрочность, термотропность, и др. находят широкое применение в различных отраслях промышленности. [13] Однако высокие температуры их плавления и размягчения, ограниченная растворимость, значительная жесткость макромолекул затрудняют переработку этих полимеров в изделия. В работе [14] синтезированы ПА на основе диаминов триарилметанового ряда.
Полиамиды синтезировали низкотемпературной поликонденсацией диаминов с дихлорангидридами тере- и изофталевой кислот в растворе диэтилацетамида (ДЭАА) в атмосфере аргона. Схему реакции показана на схеме 2.
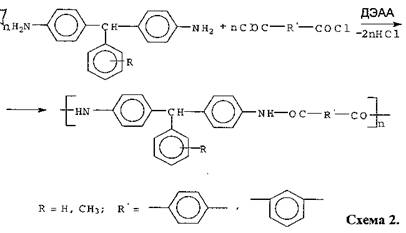
В качестве растворителей и акцепторов НСI использовали и другие растворители - диметилформамид (ДМФА), диметилацетамид (ДМАА) и N-ацетилпиперидин (АП). Полиамиды, получаемые с использованием в качестве растворителей МП, ДМФА и АП, имели низкие значения приведенной вязкости. Очевидно, получению высокомолекулярных полимеров препятствует побочная реакция диамина с растворителем, протекающая на большую глубину.
Исследования влияния общей концентрации мономеров на вязкость полимеров показали, что оптимальное их значение составляет 1,0 моль/л для ПА. При этом продолжительность реакций составляет 90 мин для ПА.
Синтезированный при этих условиях ПА по данным рентгеноструктурного анализа представляли собой частично кристаллические вещества белого цвета. Он хорошо растворяется в амидных растворителях (ДМАА, ДМФА, МП, АП и др.) и образуют концентрированные растворы, из которых можно получать прочные волокна и прозрачные пленки.
В работе были исследованы термические свойства ПА. Исследование термостойкости ПА проводили на дериватографе Q-1500 фирмы "МОМ" (Венгрия) в динамическом режиме нагревания в токе аргона и на воздухе. Термостойкость полимеров зависит от химического строения макромолекулы. Максимальную термическую устойчивость имеет ПА на основе 4,4'-диаминотрифенилметана и дихлорангидрида терефталевой кислоты. Известно [5,6], что термостойкость ПА возрастает в ряду м,м<м,п<п,п. При использовании для синтеза ПА замещенных диаминов термостойкость полимеров незначительно снижается.
Анализ кривых дифференциально-термического анализа (ДТА) полимеров показал, что тепловые эффекты, связанные с окислительными процессами для ПА начинались при температуре 265 °С (рис.1). При этом интенсивные потери массы, отвечающие основному процессу термоокислительной деструкции (ТОД), начинались только при температуре 380°С.
Глубина превращений при нагревании на воздухе для ПА значительно больше, чем в инертной среде и максимальный вес остатка при нагревании до 500°С соответственно меньше, чем в инертной среде.
Изменение физических свойств с температурой позволяет определить температурный интервал эксплуатации полимера и его переработки. Термомеханические исследования синтезированного ПА с триарилметановыми фрагментами в основной цепи проводили с помощью дилатометрического метода на приборе УИП-70 в диапазоне температур 20-300°С с постоянной скоростью нагревания 5 град/мин.
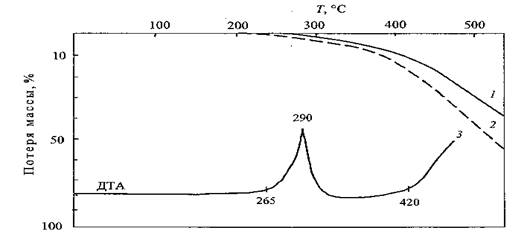
Рис.1. Термогравиметрический анализ ПА на основе 4,4'-диаминотрифенилметана и дахлорангидрида терефталевой кислоты (1);
Дилатометрический анализ показал, что ПА имеет достаточно высокую температуру размягчения, что объясняется достаточно жесткой структурой макромолекулы и наличием водородных связей, образующихся между амидными группами соседних макромолекул. В результате такого межмолекулярного взаимодействия образуется сетка водородных связей, пронизывающая полимерный материал - ПА, как это показал в своей работе Фуллер. Энергия водородных связей меньше, чем основных валентных связей (N-С, С-С), однако, ввиду их большого количества, в каждой макромолекуле суммарная энергия взаимодействия может быть весьма значительной.
Введение в основную цепь ПА сложноэфирной группировки ведет к понижению температуры плавления полимера. Такое снижение видимо, обусловлено увеличением гибкости цепи макромолекул.
Использование производных диаминов триарвлметамового ряда понижает температуру размягчения ПА незначительно. Заместители еще больше разрыхляют упорядоченность макромолекул. Полученные ПА хорошо растворяются в амидных растворителях и дают концентрированные растворы. Из ПА и ДМФА растворов методом полива на стеклянную подложку с последующей термической сушкой получены прозрачные пленки. Затем определены такие механические показатели как предел прочности при растяжении (σр, МПа) и относительное удлинение при разрыве (σр, %) данных пленок на разрывной машине Instron-1122. При этом скорость разрыва образцов - 5 мм/мин. Толщина пленок колебалось от 0,03 до 0,06 мм, длина образцов - 10 мм.
Как показали исследования прочностные показатели ПА пленок на основе 4,4’-диаминотрифевялметана и дихлорангидрида тере-, изофталевой кислот предел прочности при растяжении составлял, соответственно, 88 и 60 МПа, относительное удлинение при разрыве, соответственно, 6 и 8%. сравнивая эти значения, можно сделать вывод, что ПА пленка на основе дихлорангидрида терефталевой кислоты является более прочной чем ПА пленка на основе двхлорангидрида изофталевой кислоты. Видимо, это обусловлено строением макромолекул, т.е. макромолекулы ПА на основе дихлорангидрида терефталевой кислоты имеют более упорядоченную структуру.
Таким образом, получены полиамиды с триарилметановыми фрагментами в основной цепи, которые обладают комплексом ценных физико-химических свойств. При этом они легко перерабатываются из раствора или из расплава для получения прочных волоков и плевок различного назначения, которые могут эксплуатироваться в жестких условиях.
Основным направлением данной работы [15] являются термопластичные композиционные материалы инженерно-технического назначения.
Эти материалы, перерабатываемые высокопроизводственными процессами литья под давлением или экструзии, должны заменять в технике металлы и реактопласты.
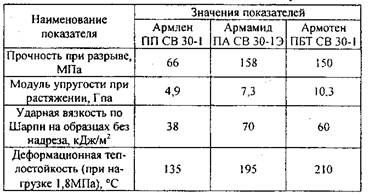
Наиболее высокий комплекс механических свойств придают термопластам волокнистые наполнители. Полиамиды 6 и 66 (ПА6, ПА66) не отвечают в полной мере требованиям, предъявляемых к инженерным (конструкционным) пластикам. В первую очередь это касается деформационной теплостойкости и модулей.
Введением стекловолокнистых наполнителей эти полимеры могут быть переведены в категорию инженерных пластиков с высоким комплексом механических показателей (таблица 2).
Таблица 1.
Свойства стеклонаполненных композиций термопластов.
Для полимеров с реакционноспособными функциональными группами основное внимание уделено стекловолокнам с соответствующим составом замасливателя. Однако и в этом случае возможно повышение механических свойств и, в первую очередь, ударной вязкости путем модификации полимерной матрицы. Этот подход реализован для композиций ПА6 с углеродным волокном (рис. 2).
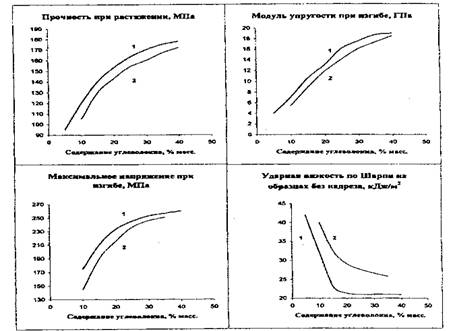
Рис. 2. Свойства композиций ПА6 с углеволокном (УКН 440) в зависимости от содержании волокон и отсутствия (1) или присутствия (2) адгезионного модификатора.
Усиление термопластов волокнистыми наполнителями приводит к анизотропии свойств материалов, неравномерной усадке изделий по различным направлениям и как результат к их короблению. Решение этой проблемы возможно при использовании т.н. «гибридного» наполнителя т.е. сочетания волокнистых наполнителей с пластинчатыми (рис. 3).
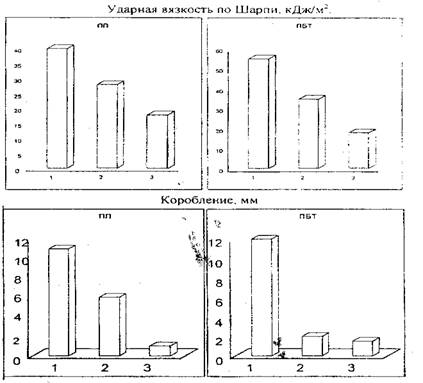
Рис.3. Влияние соотношении наполнителей на свойства композиций. 1.30% стекловолокна; 2. 15% стекловолокна + 15% слюды; 3.30% слюды.
При этом возможно получить материалы с достаточно высокими механическими свойствами и низким короблением.
Таким образом, благодаря реализации на практике химического связывания полимер - поверхность волокнистого наполнителя создан ПА усиленный стекло- и углеволокнами с высоким уровнем механических свойств.
В работе [16] объектами исследования являлись ПА 6 и ряд полимеров с реакцонноспособными группами:
- этиленпропиленовые каучуки (ЭПК) - бутадиен-акрилонитрильные каучуки (СКН)
- сополимеры этилена и винилацетат (СЭВИЛЕН)
В ряде случаев для сравнения использовали композиции ПА 6 с аналогичными полимерами без функциональных групп. Совмещение компонентов проводили на лабораторном двухшнековом экструдере с диаметром шнека 30 мм, l/d = 25.
Исследование механичеких свойств осуществляли в соответствии с ГОСТ на стандартных образцах, полученных литьем под давлением.
Теплофизические свойства изучали методом ДСК при скорости нагрева 20 град/мин с использованием термоанализатора 990 ф. Дюпон. Кинетику поглощения бензина и воды осуществляли на дисках 50х2 мм.
С повышением содержания ЭПК в композиции ударная вязкость и относительное удлинение при разрыве возрастают, а прочность и модуль упругости при изгибе падают (рис 1). Из приведенных данных следует, что выбор материала и повышенным значением ударной вязкости определяется допустимым снижением упруго-прочностных свойств материала.
В рассматриваемой системе взаимодействие полимеров благодаря наличию функциональных групп протекает как процесс прививки дисперсной фазы к матрице ПА.
Свойства такой системы будут определяться степенью диспергирования эластомера и, следовательно, зависят от содержания реакционноспособных групп. На примере ЭПК показано, что имеется оптимум содержания функциональных групп (рис. 2). Образование привитого макрополимера между ПА6 и ЭПК подтверждается данными ДСК (рис 4). Как видно из рисунка, в отличии от чисто механической смеси, на термограмме ПА6 с модифицированным эластомером появляется дополнительный пик, при этом с увеличением содержания эластомера площадь пика увеличивается, и он смещается в область низких температур.
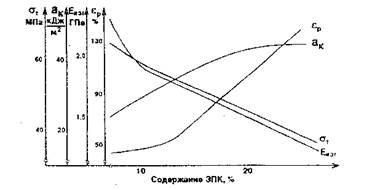
Рис.4. Зависимость физико-механических свойств ПА 6 от содержания ЭПК (σт – предел текучести при растяжении, ат – ударная вязкость по Шарпи на образцах с надрезом, Еизг – модуль упругости при изгибе, εр – относительное удлинение при разрыве).
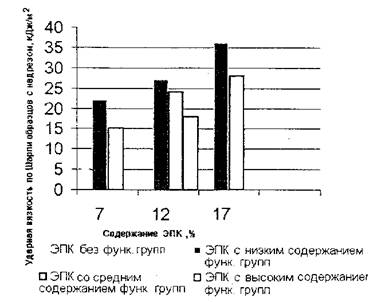
Рис. 5. Зависимость ударной вязкости образцов с надрезом от содержания ЭПК и функциональных групп в нем.
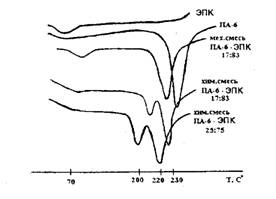
Рис.6. Термограмма ДСК ПА6, ЭПК и различных смесей на их основе.
В настоящее время НПП «ПОЛИПЛАСТИК» выпускает марки ударопрочных, морозостоких композиций: АРМАМИД ПА6-1УП, 2УП. Они отличаются повышенной величиной ударной вязкости при сохранении высоких значений модуля (таблица. 1). Кроме этого они имеют хорошие диэлектрические показатели и пониженное водопоглощение по сравнению с ПА 6.
Таблица 3
Свойства ударопрочных, эластифицированных марок на основе полиамида 6 (для сухих образцов).
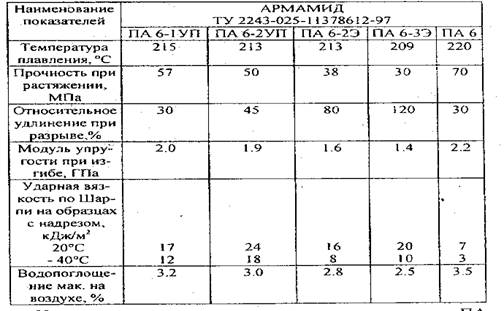
Наряду с ударопрочными композициями на основе ПА 6, производятся эластфицированные марки АРМАМИД ПА 6-2Э.3Э (табл. 3). Данные материалы отличаются улучшенной эластичностью пониженными значениями модулей и прочностных показателей. Ударная вязкость указаных материалов несколько ниже предыдущей серии материалов, однако они имеют повышенную масло - и бензостойкость. Проводятся работы в направлении получения материалов с повышенной эластичностью и бензо- маслостойкостью, перерабатываемые методом зкструзии.
Области применения модифицированных ПА чрезвычайно разнообразны, их используют в автомобилестроении (кнопки крепления обивки, ремешки-держатели электропроводки, трубки подачи топлива и масла и т.д.), для изготовления спортивного инвентаря, для оснастки строительного инструмента, в бытовой техники и т.д.
Современные конструкционные полимерные материалы, разрабатываемые НПП «ПОЛИПЛАСТИК», имеют, как правило многокомпонентный состав, включающий армирующие и дисперсионные наполнители, а также ряд функциональных органических добавок, часть из которых при температурах переработки находится в состоянии низковязких жидкостей.
Сложной технологической проблемой является получение однородной смеси многокомпонентных материалов, которая обычно решается путем смещения в двухшнековом экструдере. Как правило, подобным путем решается задача получения термопластов. армированных стекло- и углеволокнами. В то же время, проблема равномерного распределения по конечному образцу, как твердых, так и, особенно жидких, не совмещающихся с полимерной матрицей, функциональных добавок, гораздо более сложна [17, 18], поскольку при заполнении прессформы наблюдается значительный температурный градиент влияющий на распределение по поверхности образца каждого из компонентов. Особенный интерес заключался в установлении факта возможного изменения характера распределения компонентов не только по поверхности, но и по толщине образца.
Для выполнения поставленной задачи, в рассмотренной работе [19] были исследованы свойства поверхности четырех стеклонаполненных композиционных материалов на основе ПА-6, содержащих дополнительно твердый минеральный наполнитель, добавку эластомера и кремнийорганический модификатор. Для сравнения был исследован также образец ПА-6.
Полученные в проделанной работе данные свидетельствуют о наличии существенного градиента при удалении от литника химического состава и свойств наружных поверхностных слоёв литьевых образцов стеклонаполненных полиамидов в зависимости от компонентного состава и природы добавок.
Значительный интерес представляют полученные данные для понимания характера формирования наружных и подповерхностных слоев. Наружные поверхностные слои обогащены полимером, плавкими добавками имеющими к тому же более низкую поверхностную энергию по сравнению с полиамидом и стекловолокном. Это приводит к тому, что микротвердость наружных поверхностных слоев при удалении от литника снижается. В подповерхностных слоях, вероятно, реализуется иной механизм распределения компонентов, что приводит к более высокой твердости образцов по мере удаления от литника.
Полученные результаты дают представление о сложных процессах формирования поверхностных и подповерхностных сдоев наполненных полимеров. что особенно важно при изготовлении ответственных изделий радио-, электро-, приборной и других отраслей промышленности.
Целью работы [20] является экспериментальное изучение изменения показателей кратковременной прочности дисперсно армированного материала на примере стеклонаполненного полиамида марки ПА6-211ДС при старении в холодном климате и в условиях термоциклических воздействий; анализ и интерпретация результатов испытаний и механизмов повреждающего воздействия климатических факторов и апробация математической экстраполяционной модели прогнозирования.
Механические характеристики материала (разрушающее напряжение при растяжении и изгибе) определялись при нормальных и низких температурах на стандартных образцах (тип 2 - по ГОСТ 11262-80), изготовленных методом литья пол давлением, в исходном состоянии, после термоциклирования, после старения в условиях открытой экспозиции и в неотапливаемом складе. Испытания проводились на разрывной машине FР-10 при скорости перемещения траверсы нагружающего устройства 5мм/мин.
Для оценки размера зоны пластической деформации были проведены эксперименты по определению трещиностойкости ПА6-211ДС через критический коэффициент интенсивности напряжений КIC [21]. Образцы материала вырезались из плит, изготовленных литьем под давлением, размером 40х25х10мм. Затем на образцы наносились надрезы различной длины (10;14мм) по методике работы. Испытания проводились на внецентренное растяжение по схеме двойной консольной балки (ДКБ) [22].
Механические испытания на растяжение проводили на разрывной машине FР-10 при скорости перемещения траверсы 0,5мм/мин и температурах +20°С и -60°С. Влагонасыщение части образцов до стационарного уровня (6,5%) осуществляли в дистиллированной воде при температуре +60°С.
Морфологические особенности структуры образцов на поверхности низкотемпературного скола и на поверхности разрушения при растяжении при температурах испытания +20°С и -60°С исследовали методом электронной сканирующей микроскопии.
При анализе данных в отличие от имеющихся данных по старению материалов на основе термопластов [23, 24] обнаруживаются следующие особенности.
1. Явно выраженного хрупко-вязкого перехода (ХВП), сопровождающегося резким падением прочности образца в температурном диапазоне испытаний материала не наблюдается. Согласно [21] ХВП на температурной зависимости прочности образцов после различных сроков натурной экспозиции появляется в результате неоднородного развития поврежденности по объему образца с образованием на его поверхности "охрупченного" слоя. При низкотемпературных испытаниях на прочность "быстрые" трещины, возникающие в хрупком поверхностном слое, способны распространяться в слои основного материала, неповрежденного старением, и приводить к квазихрупкому разрушению образца. Повышение температуры испытаний приводит к увеличению вязкости разрушения основного материала и в конечном итоге к торможению трещины на границе раздела поверхностный слой - основной материал, и к смене механизма разрушения образца от квазихрупкого к вязкому. Граничная температура ХВП определяется в рамках положений линейной механики разрушения согласно [21]. Она зависит от размеров поперечного сечения образца и величины зоны пластической (необратимой) деформации в вершине надреза-трещины для конкретного материала, которая в свою очередь зависит от температуры испытаний и скорости трещины на границе раздела.
Таким образом, исходный образец в условиях испытания уже находится в состоянии квазихрупкости по отношению к разрушающей трещине, а ХВП должен наблюдаться при более высоких температурах. Этим и объясняется отсутствие ХВП на температурной зависимости прочности при воздействии факторов холодного климата.
2. Прочностные показатели ПА6-211ДС изменяются в большей степени в испытаниях при Т= +20°С, чем при Т - 60°С, т.е. более информативными с точки зрения изучения процесса старения материала оказываются испытания при положительных температурах.
Объяснение данного факта следует из гипотезы об определяющей роли границы раздела волокно-матрица. Полагаем, что в процессе старения материала наиболее значимым процессом, ответственным за изменение механических свойств, является нарушение адгезионной связи волокноматрица. Тогда, учитывая разницу в коэффициентах термического расширения волокна и матрицы (~10 раз), можно говорить о частичном залечивавии поврежденности, за счет обжатия волокна матрицей, в испытаниях при низких температурах.
3. Наиболее труднообъяснимой особенностью старения ПА6-211-ДС является разница в кинетике изменения прочностных показателей образцов при экспонировании на полигоне и в условиях неотапливаемого склада. УФ-часть солнечного излучения, ответственная в основном за образование охрупченного поверхностного слоя не должна иметь определяющее значение. Тогда, на наш взгляд, основным фактором, обуславливающим различие условий старения, является радиационный нагрев поверхности образца. По нашим данным сезонное (лето, весна, осень) превышение температуры образца над температурой окружающего воздуха составляет 20°С. Отсюда следует, что различие в механизмах старения (если их несколько) либо различие в их кинетике должны проявляться по всему объему материала образца (с некоторой поправкой на градиент по температуре и диффузии влаги в образце).

Рис.6. Экспериментальные данные и теоретическая зависимость прочности при разрыве в неотавливаемом складе (а) и а натурных условиях (б).
Известно [25], что термическое расширение - сжатие материала, являясь функцией сил внутри- и межмолекулярного взаимодействия, косвенно характеризует сплошность материала и адгезионную прочность границы раздела волокно - матрица. С другой стороны ориентация материала в процессе изготовления образцов (литые под давлением) также не только обуславливает анизотропию свойств, но и способствует проявлению эффектов сжатия образца из аморфнокристаллического полимера при нагревании [26]. На рис.3 представлены данные термомеханического анализа. Как следует из рис.3, наиболее значимые сравнительные изменения относительных удлинений наблюдаются вдоль оси образца, причем для условий открытой экспозиции (полигон) и складского хранения тенденции противоположны значительное уменьшение и, соответственно, увеличение сокращения образца.
В настоящее время ПА610 не производится в России и странах СНГ. Материал ПА610-Л-Г5 ТУ 6-06-134-90 приобретался в компании ООО «Плафтален» г.Москва с 2000-2006г. Периодически при переработке материала возникали проблемы, такие как:
материал всегда поставлялся с повышенным содержанием влаги, что приводило к увеличению времени сушки с 2-4 часов до 8-10 часов.
гранулы материала отличались по размеру и цвету в пределах одной партии, что свидетельствует о нестабильности процесса изготовления материала.
усадка материла не соответствовала требованиям нормативного документа, что приводило к необходимости оформления отступлений от чертежа на деталь.
уже при слесарной обработке (удаление литника) детали происходило расслоение материала, что приводило к увеличению технологического отхода и увеличению трудоемкости.
Поиском нового поставщика занимался отдел главного металлурга. В 2007г. Был найден новый поставщик материала ПА610-Л-Г5 ТУ 6-06-134-90, который гарантировал стабильность свойств и высокое качество материла. Был открыт паспорт опытных работ, согласно которому материал прошел все испытания положительно и было принято решение о запуске материала в серийное производство (копия паспорта прилагается).
При массовой закупке материала и запуска его в производство было установлено, что ушли от вех выше перечисленных недостатков, кроме расслоения материала не удалось, хотя этот дефект стал проявляться уже при токарной и шлифовальной операции.
Главным инженером было дано указание соответствующей службе заняться поиском нового материала.
В первую очередь, прежде чем начать поиск нового материала, необходимо изучить требования к детали и условия эксплуатации. Конструктор-разработчик изделия при выборе материала исходил из следующих требований:
1.1. данная деталь работает на трение в соприкосновении с деталью «шайба золотника» (материала цинковый сплав ЦАМ – 4-3). Следовательно, материал должен обладать низкой истираемостью и иметь низкий коэффициент трения в паре «пластик-металл»;
деталь работает в среде - природный газ. Следовательно, материал должен быть газонепроницаемым.
1.2. деталь должна хорошо обрабатываться (токарная обработка и прецизионная шлифовальная операция);
температура эксплуатации детали лежит в пределах - (минус 55°С) – (плюс 70° С);
Был произведен литературный обзор материалов, которые бы удовлетворяли выше указанным требованиям.
В результате были выбраны 5 наименований материалов, которые были предложены для изучения серийно-конструкторскому отделу и отделу главного металлурга:
1.1. PPS DIC FZ 3600 (полифенилсульфид стеклонаполненный 60%).
1.2. PPS DIC FZ 6600В2 (полифенилсульфид минерало-стеклонаполненный 60%).
1.3. Гроднамид ПА6-ЛТА ТУ РБ 500048054.007-2002.
1.4. Гроднамид ПА6-ЛТА-СВ5 ТУ РБ 500048054.007-2002.
1.5. Гроднамид ПА6-ЛТА-СВ30 ТУ РБ 500048054.007-2002.
Были открыты паспорта опытных работ (копии прилагаются). Для подтверждения пригодности данного материала было принято решение изготовить деталь, собрать счетчик и провести комплексные испытания согласно нормативного документа на газовый счетчик бытовой (по п.4.18 ТУ 4858-011-0750-8919-95 – воздействие на счетчик цикличного изменения температуры и испытания на надежность).
Цель всех испытаний – выявление воздействия внешних факторов на материал, как изменятся свойства материала (истирание, нестабильность размеров детали, трещины и т.д.) и не приведет ли это к высокой погрешности счетчика.
В результате было установлено, что в процессе испытаний на надежность:
1. произошло истирание материала PPS DIC FZ 3600 в виде черных хлопьев.
2. произошло истирание материала PPS DIC FZ 6600В2 в виде белого порошка.
3. произошло неравномерное истирание материала Гроднамид ПА6-ЛТА ТУ РБ 500048054.007-2002 и Гроднамид ПА6-ЛТА-СВ30 ТУ РБ 500048054.007-2002 с образованием канавки.
4. материал Гроднамид ПА6-ЛТА-СВ5 ТУ РБ 500048054.007-2002 выдержал испытания.
На основании полученных результатов испытаний было принято решение провести опытно-промышленную партию в количестве 1000шт. для налаживания тех.процесса литья и дальнейших дополнительных операций.
В результате было установлено, что:
1.1. материала имеет стабильные свойства (усадку и др.).
1.2. гранулы материала имеют одинаковую форму и размеры (отклонения по размерам в пределах допуска, указанного в нормативном документе).
1.3. содержание влаги не превышает значения, заявленного в ТУ на материал.
1.4. самое главное – удалось уйти от расслоения.
1.5. уменьшилось количество брака (до 0,1%).
1.6. материал имеет более низкую стоимость, что позволило снизить себестоимость счетчика.
1.2. Характеристика исходного сырья
Гроднамид ПА6-ЛТА-СВ5 ТУ РБ 500048054.007-2002 – полимерный композиционный антифрикционный материал, предназначенный для изготовления литьем под давлением различных изделий и деталей конструкционного назначения, работающих в условиях повышенных механических нагрузок в узлах трения с ограниченным количеством смазки или при ее отсутствии.
Гроднамид ПА6-ЛТА представляет собой композиционный материал, состоящий из полиамида 6, содержащего модифицирующую антифрикционную добавку и другие компоненты, придающие материалу улучшенные эксплуатационные свойства и литьевые характеристики, наполненного отрезками стеклянных нитей.
Гроднамид ПА6-ЛТА-СВ5 за счет ввода стекловолокна (5%) характеризуется размерной стабильностью, высокой прочностью и жесткостью, имеет более низкую усадку и более высокую плотность в сравнении с Гроднамидом ПА6-ЛТА.
По физико-механическим показателям ПА6-ЛТА-СВ5 должен соответствовать нормам, указанным в таблице 1.2.1
Таблица 1.2.1
| Наименование показателя | ПА6-ЛТА-СВ5 |
| 1. внешний вид и цвет | Гранулы серебристо-черного цвета |
| 2. массовая доля гранул размером (2-5)мм, %, не менее | 97 |
| массовая доля стеклонаполнителя % | 5 |
| 3. ударная вязкость по Шарпи на образцах без надреза, кДж/м², не менее | 40 |
| 4. изгибающее напряжение при максимальной нагрузке, МПА, не менее | 140 |
| 5. плотность, г/см² | 1,23+0,03 |
Сырье, применяемое для получения ПА6-ЛТА-СВ5, должно соответствовать требованиям действующих технических нормативных правовых актов.
1.3. Описание технологического процесса
Исходное сырье со склада поступает в цех. Сырье из мешков с помощью пневмозагрузчика (1) подается в на сушку ( ), а далее в термопластавтомат (1).
Детали загружаются в термошкаф с температурой не выше (+50)°С, затем задается нужная температура и время отсчитывается с момента достижения температуры (+80) °С.
Данная операция необходима для снятия внутренних напряжений, которое образуется вследствие неравномерного охлаждения детали.
1.4. Основные параметры технологического процесса
1. Сушка материала. Температура (125+5)° С в течение 2-4часов.
2. Литьевая операция.
Температура по зонам нагрева:
1 зона - 220±10°С;
2 зона - 220°С;
3 зона - 230°С;
Выдержка:
Под давлением – 5 сек.
Под охлаждением – 15 сек.
Пресс-форма - № 657.01.606. температура пресс-формы должна быть – 60-80°С.
3. Термостабилизация (термошкаф). Температуре (+80-90°С) в течение 1 часа.
1.5. Техническая характеристика основного технологического оборудования
В настоящее время существует много производителей литьевых машин, поэтому литьевые машины, поступающие в продажу, сильно отличаются друг от друга в отношении технических параметров, форм и качества работы. Необходимо выбрать такую машину, которая в точности удовлетворяла бы его требования к различным формами отливаемых деталей. При выборе машины, необходимо обратить внимание на такие параметры, как рабочие функции, материалы, вес, годовой выпуск продукции. При выборе необходимо учитывать следующие основные параметры.
Похожие работы
... ремонт или смазку машин при их работе, обязательная проверка неисправности оборудования перед началом работы на нем. [22,25] 2. Расчетная часть 2.1 Материальные расчеты Технологический процесс изготовления вкладыша-пустотообразователя состоит из ряда стадий, потери материала на которых составляют, % (масс): хранение и транспортировка - 5; литье изделий - 3; отделение литников - 3,8; ...
... каучука и/или сополимера бутадиена и акрилонитрила (1) или стирола (2). Используемый АБС содержит 1 и 2 в отношении от 15:85 до 60:40 [73]. Производство и применение ПБТ, его сополимеров и композиционных материалов на их основе Благодаря сочетанию физико-химических, механических и диэлектрических свойств и высокой скорости кристаллизации ПБТ широко используют для изготовления деталей ...
... Наименование источников информации, по которым проводился поиск Научно-техническая документация Патентная документация Способы изготовления полиэтиленовых труб Совершенствование технологии производства полиэтиленовых газопроводных труб для повышения качества продукции РФ МПК6 F16L 9/08 - 9/12 МПК7 B29D 23/00 Реферативный журнал «Химия. Технология полимерных материалов». ...
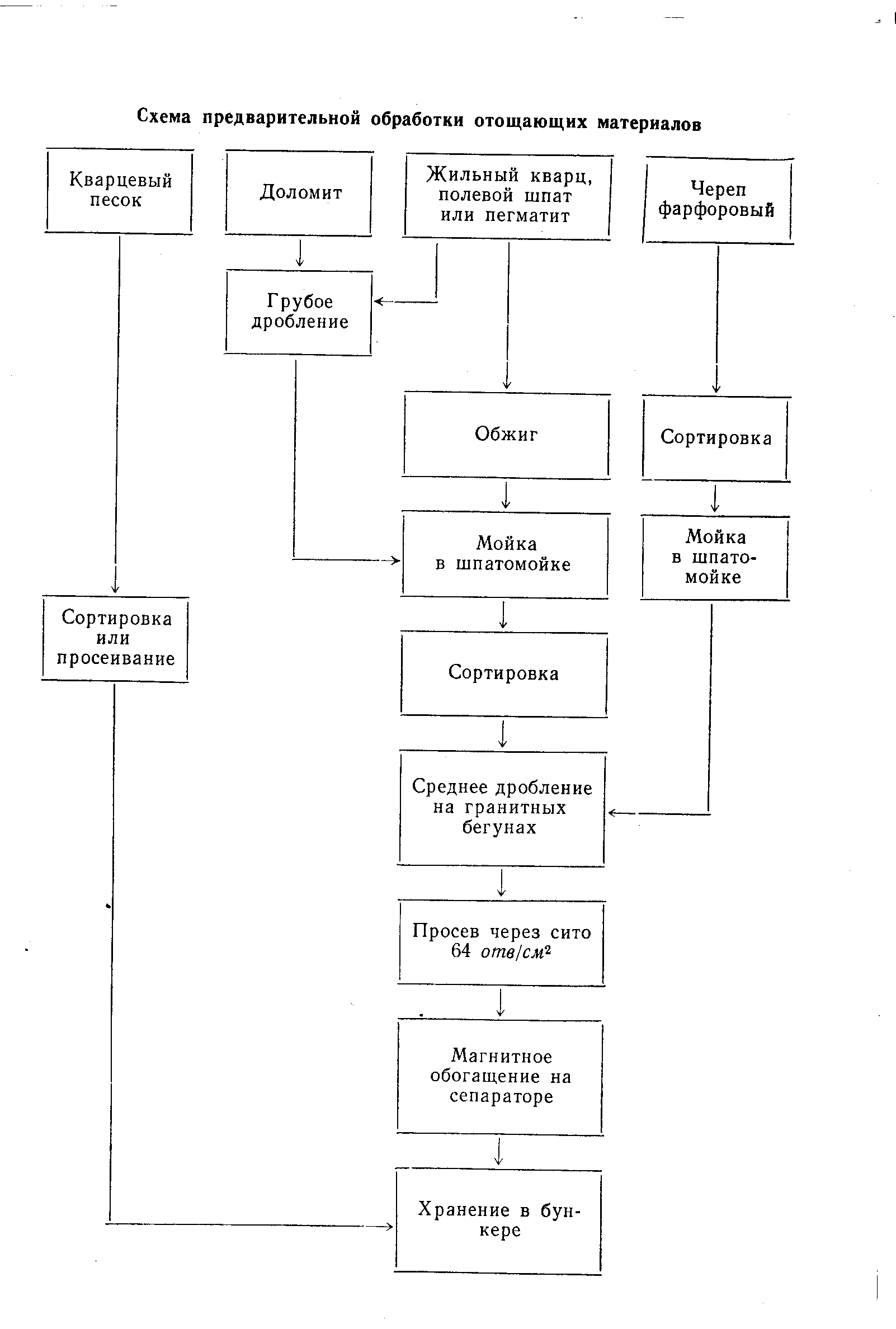
... кварца 575 °С, связанного со скачкообразным изменением объема материала.. Толстостенные изделия, такие как фарфоровая посуда для общественного питания, можно обжигать однократно, минуя первый обжиг. На Минском фарфоровом заводе утильный обжиг производится в следующих печах: полые изделия обжигаются в печи ЛЕР, а плоские изделия в печи типа ПОК. Температурные режимы печей приведены в приложении. ...
0 комментариев