Навигация
Обзор методов измерения толщины гальванического покрытия
21342
знака
5
таблиц
0
изображений
2. Обзор методов измерения толщины гальванического покрытия
Существуют два вида методов контроля толщины покрытий ПП: химические методы и физические методы.
К химическим методам относятся:
Капельный метод заключается в растворении покрытия на заданном участке последовательно наносимыми каплями растворителя до обнажения подслоя. Точность определения толщины капельным методом составляет ![]() %.
%.
Испытания проводят следующим образом.
После тщательной механической и химической очистки поверхности контролируемого элемента с помощью капельницы наносят на проверяемый участок платы одну каплю соответствующего раствора и выдерживают её на поверхности в течение одной минуты.
По истечении этого времени каплю удаляют фильтровальной бумагой, насухо вытирают и на то же место наносят следующую каплю свежего раствора. Нанесение капель продолжают до обнажения подслоя, что устанавливается по изменению окраски в месте нанесения капель.
Расчёт толщины покрытия производится по следующей формуле:
![]() ,
,
где Q- толщина покрытия на данном участке, мкм; n- количество капель растворителя, израсходованного при испытаниях; ![]() - толщина покрытия, снимаемая одной каплей в течение 1 мин.
- толщина покрытия, снимаемая одной каплей в течение 1 мин.
Составы растворов, применяемых при капельном методе, и значения коэффициента ![]() приведены в таблице 1.
приведены в таблице 1.
Таблица 1. Составы растворов, применяемые для определения толщины покрытия капельным методом.
| Покрытия | Подслой | Раствор | Концентрация раствора, г/л | Коэффициент
|
| Медь | - | Серебро азотнокислое; йод металлический | 44 100 | 1,0…1,2 0,5 |
| Серебро | Медь | Калий йодистый | 200 | 0,5 |
| Никель | Медь | Железо хлорное; медь сернокислая | 300 100 | 0,7 0,7 |
Струйный метод определения толщины покрытия более точен, чем капельный, и требует меньше времени. Он имеет следующие варианты: определение толщины по продолжительности действия раствора и по объёму израсходованного раствора.
Вариант по продолжительности действия раствора осуществляется методом прямого наблюдения или электроструйным нуль-методом. Погрешность данного метода ![]() % при толщинах более 5 мкм.
% при толщинах более 5 мкм.
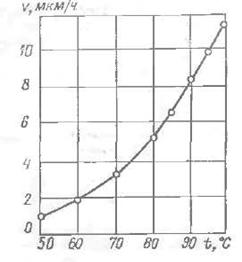
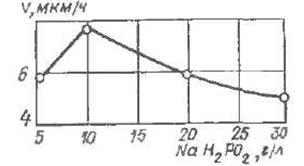
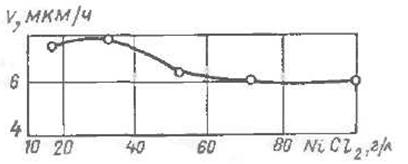
Сущность струйного метода заключается в определении времени растворения покрытия под действием струи раствора, вытекающего из бюретки с определенной скоростью и падающего на контролируемую поверхность под углом ![]() .Толщину покрытия определяют по формуле
.Толщину покрытия определяют по формуле
![]() ,
,
где Q- толщина покрытия, мкм; q- толщина покрытия, растворяемая за 1 с, мкм/с; ![]() - время, затраченное на растворение покрытия, с.
- время, затраченное на растворение покрытия, с.
Скорости растворения некоторых видов покрытий в зависимости от температуры реактива представлены в таблице 2.Точность данного метода ![]() % при толщинах более 5 мкм.
% при толщинах более 5 мкм.
Для определения толщины покрытия олово- свинец (сплава типа ПОС), осаждённого гальваническим путём, применяется метод струйного электрохимического растворения. Для проведения измерения испытательный элемент заготовки ПП изолируют липкой хлорвиниловой лентой, оставив в точке испытания отверстие диаметром 1,5…2,0 мм для действия струи. Применяемый реактив состоит из борфтористоводородной кислоты концентрации 142 г/л. К капельнице через платиновую проволочку и к испытательному элементу подключают через амперметр источник постоянного тока. Испытательный элемент выполняет роль анода. Открывая кран капельницы, включают секундомер и отсчитывают время, необходимое для растворения слоя покрытия. Ток в момент испытания поддерживается равным 10мА. Конец растворения определяется визуально по изменению цвета пятна металла, расчёт толщины покрытия производят по формуле:
![]() ,
,
где Q- толщина покрытия олово- свинец, мкм; 0,11- толщина слоя олово- свинец, растворяемая за 1 с при токе 10 мА, мкм/с; ![]() - время, затраченное на растворение покрытия, с.
- время, затраченное на растворение покрытия, с.
Таблица 2. Толщина покрытия q, растворяемого за 1 с
| Температура раствора, C | медное | Покрытия никелевое | серебряное |
| 15 | 0,641 | 0,333 | 0,340 |
| 18 | 0,749 | 0,467 | 0,380 |
| 20 | 0,926 | 0,521 | 0,403 |
| 22 | 1,042 | 0,575 | 0,420 |
| 25 | 1,220 | 0,671 | 0,450 |
Точность данного метода ![]() % при толщинах от 2 до30 мкм.
% при толщинах от 2 до30 мкм.
Кулонометрический метод основан на законе Фарадея, согласно которому количество прореагировавшего вещества прямо пропорционально количеству электричества, прошедшего через электрохимическую систему. Метод состоит в том, что измеряют количество электричества или время прохождения неизменяющегося тока. Исследуемый процесс должен протекать со 100%-ным выходом по току. При контроле толщины покрытия в качестве анода используют небольшой участок поверхности металла известной площади, а всю остальную поверхность изделия закрывают защитным слоем или используют специальную прижимную ячейку с эластичным наконечником, создающим необходимую герметичность зоны контроля и возможность интенсивного обмена электролита у поверхности анода периодическим изменением давления на ячейку.
Гальванопокрытия растворяют при таком анодном потенциале, при котором не может растворяться подложка, тогда резкое увеличение этого потенциала указывает на окончание реакции. В общем случае, регистрируя изменения анодного потенциала, можно проходить все слои многослойного покрытия, измеряя их толщину. Если ток в электрохимической ячейке поддерживается постоянным, толщина покрытия Q вычисляется по формуле:
![]() ,
,
где t- время растворения покрытия; ![]() - плотность осаждаемого металла; k- электрохимический эквивалент; S-площадь рисунка; I- ток, А.
- плотность осаждаемого металла; k- электрохимический эквивалент; S-площадь рисунка; I- ток, А.
Состав электролитов для кулонометрического метода контроля подбирается так, чтобы предотвратить бестоковое растворение покрытия.
Кулонометрический метод контроля толщины покрытий хорошо сочетается с электрохимическими методами количественного анализа, в частности с хроноамперометрией и полярографией, для определения состава покрытия.
Похожие работы
... завода (бывш.) оснащены устройствами автоматического регулирования температуры, фильтрации электролитов, очистки зеркала раствора. Грузоподъемность автооператора — 4,45 Н. Производительность линий при гальванических покрытиях — до 30 м2/ч, при химическом — до 60 м2/ч. Загрузка и разгрузка производятся с одной стороны линии. Автоматические линии с автооператором консольного типа (АГ-24 и АГ-42) ...

... 97.1 Габариты подвески, м 0,65 х 0,4 Величина загрузки на одну катодную штангу, м2. Y = 0.9 Количество катодных штанг, шт 1 В производстве используется 1 линия. 2.6. ВЫБОР ОБОРУДОВАНИЯ Для нанесения фосфатного покрытия на стальные детали в данном проекте используется линия с ручным применением труда. Линия состоит из ...
... кадмирования наиболее широкое применение получили цианистые электролиты вследствие высокой рассеивающей способности, хорошего качества покрытий и стабильности в эксплуатации. 2. Кадмирование в цианистых электролитах В цианистых электролитах Cd находится в виде комплексных анионов Cd(CN)3- и Сd(CN)42- . Как указывалось выше цианистые электролиты кадмирования обладают хорошей рассеивающей ...

... различных приборов и механизмов возникли новые требования в отношении свойств покрытий, в частности магнитных свойств. Эти требования в какой-то степени могут быть удовлетворены с помощью нанесения покрытий химическим способом из растворов, содержащих кобальт. Особое значение для звукозаписи и запоминающих устройств ЭВМ имеют тонкие магнитные пленки, которые получаются путем осаждения Со—Me на ...
0 комментариев