Навигация
Приспособления и инструменты для изготовления литейных форм
55854
знака
0
таблиц
0
изображений
5. Приспособления и инструменты для изготовления литейных форм
Модельная оснастка
Инструменты н приспособления, используемые в технологическом процессе получения отливки, называют литейной оснасткой. Часть литейной осиастки, необходимой для изготовления литейной формы, составляет формовочный комплект. Инструменты и приспособления, необходимые для получения в форме отпечатка модели и устройства каналов для заполнения полости формы расплавленным металлом, называют модельным комплектом, или модельной оснасткой. В комплект модельной оснастки входят: модель, модельные плиты, стержневые ящики, модели литниковой системы, формовочные и контрольные шаблоны, фасонные плиты для сушки стержней – драйеры
Модели и требования, предъявляемые к ним
Моделью называют приспособление для получения в литейной форме отпечатка, соответствующего конфигурации и размерам отливаемого изделия. Модель должна удовлетворять следующим требованиям.
1. Модель должна быть прочной, не должна разрушаться, изменять свои размеры и форму при уплотнении вокруг нее в опоке формовочной смеси.
2. Модель должна быть такой, чтобы формовщик мог свободно извлекать ее из формы, не повредив стенок последней. Для этого модель должна иметь боковые стенки с уклонами. Такие уклоны стенок модели называют формовочными уклонами. Величина формовочных уклонов зависит от материала модели, высоты ее стенок и способов формовки. Внутренние стенки моделей должны иметь большие уклоны, чем наружные, у деревянных моделей они больше, чем у металлических, при ручной формовке больше, чем при машинной.
3. Модели художественных отливок должны иметь хорошо обработанную, плотную поверхность. В противном случае модель при ее извлечении из формы может разрушить стенки формы
Кроме того, модели с рисунком на поверхности должны иметь четкий рельеф с соответствующими формовочными уклонами.
4. Художественные изделия обычно сложны по своей форме, поэтому их модели должны быть сделаны так, чтобы обеспечивать простоту и легкость процесса изготовления по ним литейных форм. В местах, наиболее трудных для формовки, модели должны иметь разъемы, отъемные части, а для пустотелых отливок – соответствующие знаки для крепления стержней.
5. Модель художественной отливки должна быть легкой, поэтому модели крупных отливок, для уменьшения их массы, делают пустотелыми. Легкая, правильно изготовленная модель гарантирует хорошее качество изготовляемых по ней форм и отливок, способствует увеличению производительности труда формовщика.
6. Модель должна иметь такие размеры, чтобы отлитые по ней изделия соответствовали заданным размерам. Дело в том, что при охлаждении залитого в форму металла происходит уменьшение его объема, а следовательно, и линейных размеров отливки, т.е. происходит усадка отливки. В результате усадки размеры отливки получаются меньше размеров модели. Следовательно, размеры модели должны быть больше размеров отливки на столько, на сколько уменьшатся размеры отливки при охлаждении. Такое увеличение размеров модели против размеров отливки называют припуском иа усадку.
Если отливки художественных изделий подвергают механической обработке, то их размеры при этом уменьшают еще и на толщину слоя снимаемого с них металла. Поэтому для получения изделия заданных размеров после механической обработки необходимо, чтобы отливка, а значит, н модель имели припуск на обработку.
Таким образом, размеры модели должны быть больше размеров готового изделия иа величины припусков на усадку и обработку.
7.Деревянные модели должны быть окрашены, слой краски на модели предохраняет ее от воздействия влаги, улучшает качество поверхности.
8.Модели следует изготовлять из наиболее дешевых в данных условиях материалов и с наименьшим расходом последних.
Виды моделей
В зависимости от сложности и способа изготовления литейной формы модели художественных и архитектурных отливок могут быть неразъемными, разъемными, с отъемными частями и знаками для пустотелых отливок.
Неразъемные модели. В производстве встречаются художественные отливки, на поверхности которых нет сложных выступов и больших углублений, затрудняющих извлечение их моделей из форм. Такие модели по своей форме представляют собой точные копии отливаемых изделий и называются неразъемными.
Разъемные модели. Модели более сложных отливок, боковые стенки которых имеют наклоны в разных направлениях, нельзя извлечь из формы, не повредив ее стенки. Поэтому модели таких отливок делают разъемными, линия их разъема должна проходить в плоскости разъема формы. В этом случае части модели извлекают из формы отдельно: одну – из верхней полуформы, другую– из нижней. Части разъемной модели при формовке соединяют между собой шипами. Обычно шипы укрепляют на плоскости разъема верхней половины модели, в нижней половине делают гнезда. Шипы должны входить в гнезда так, чтобы части модели не могли смещаться одна относительно другой. Смещение частей модели влечет за собой брак отливки – перекос. Такой брак часто встречается у крупных архитектурных отливок, когда шипы, как и саму модель, делают деревянными. Для предупреждения подобного недостатка в моделях крупных отливок соединительные шипы и гнезда лучше делать металлическими.
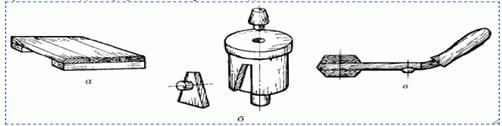
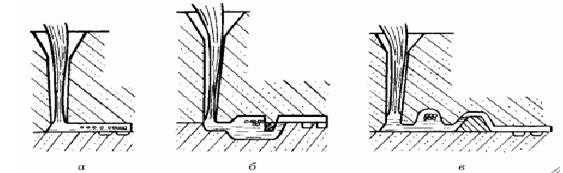
Модели с отъемными частями. На практике часто встречаются отливки, у которых выступающие части расположены так, что они мешают свободному извлечению модели из формы. Для удобства изготовления литейной формы, выступающие на боковой поверхности модели части делают отъемными, а модели в целом называют моделями с отъемными частями. Крепление отъемных частей на поверхности модели и способы извлечения их из формы показаны на рис. 19. Отъемные части на модели делают так, чтобы при извлечении модели из формы или снятии формы с нее отъемные части могли оставаться в форме. Затем их извлекают из формы, используя освободившееся от моделей пространство в полости формы.
Существуют следующие способы крепления отъемных частей на модели: шпильками, винтами или шипами в виде ? ласточкина хвоста».
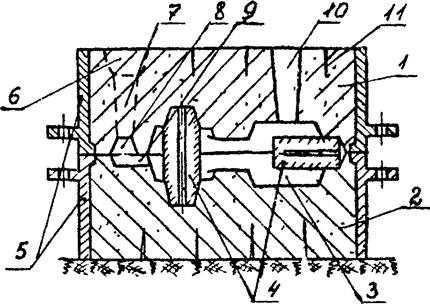
Модели для пустотелых отливок. На рис. 20 изображена модель для отливки подставки. В отличие от модели массивной отливки эта модель с торцов имеет специальные выступы, необходимые для образования в форме гнезд–знаков, куда вставляется песчаный стержень, образующий внутреннюю полость отливки.
Число знаков и их расположение на модели для пустотелой отливки зависит от конфигурации ее полости. Когда полость в отливке имеет выход с двух сторон, знаки на модели делают также с двух сторон. Если полость в отливке выходит с одной стороны, соответственно и знак на модели делают с одной стороны. Форма и размеры знаков на модели должны соответствовать форме и размерам знаков стержня, вставляемого в форму, с небольшим зазором для удобства его установки.
В отливке художественных изделий типа бюстов и статуэток внутренние полости часто не имеют выхода на поверхность. Поэтому знаки на таких моделях нельзя делать большими, так как это приводит к разрушению поверхности отливки. На моделях отливок с глухими полостями диаметр знаков делают равным диаметру каркаса стержня.
Материалы для изготовления моделей
Деревянные модели. Для изготовления таких моделей используют древесину следующих пород деревьев: сосны, березы, бука, груши, ореха. Сосна вследствие значительного содержания в ней смолистых веществ мало впитывает влагу и меньше подвержена короблению, поэтому ее применяют в основном для моделей крупных архитектурных отливок, не имеющих на поверхности тонких украшений. Такие модели в процессе формовки продолжительное время находятся в сырой формовочной смеси, больше подвержены воздействию влаги, чем модели малых размеров. Модели, при изготовлении которых требуется их обработка на токарных станках, чаще всего делают из березы, так как она обладает большой прочностью, легко обрабатывается на станке. Деревянные модели от продолжительного соприкосновения с сырой формовочной смесью разбухают, а при высыхании коробятся и трескаются. При формовке их острые кромки быстро изнашиваются, теряют четкость формы, на поверхности появляются вмятины, и модель становится непригодной для дальнейшей работы. Особенно быстро изнашиваются модели с резной поверхностью, мелкими выступами и с незначительной толщиной стенок. Такие модели при многократном использовании требуют частого ремонта или замены новыми. Изготовление нескольких деревянных моделей повышает стоимость отливок, поэтому при массовом производстве применение деревянных моделей невыгодно.
Металлические модели. При изготовлении большого числа литейных форм удобнее и выгоднее применять металлические модели, которые изготовляют из чугуна, бронзы, латуни, алюминиевых сплавов. Металлические модели по сравнению с деревянными имеют ряд преимуществ: не коробятся, хорошо сохраняют свою форму, имеют прочную, чистую поверхность и значительно большую долговечность.
Металлические модели гарантируют длительное сохранение воплощенного в них оригинала художественного произведения. Например, известный Кашлинский завод художественного литья на Урале располагает металлическими моделями, изготовленными более 80 лет назад.
Чугунные модели. Чугун является дешевым и в то же время достаточно прочным материалом, поэтому чугунные модели нашли широкое применение. Из чугуна изготовляют большие простые модели, не имеющие на поверхности мелких выступов.
Применение чугуна для изготовления мелких со сложной поверхностью моделей художественных отливок ограничивается тем, что чугун хрупкий, поверхности сложных моделей, изготовляемых из него, быстро выкрашиваются. Кроме того, чугун подвержен коррозии и плохо паяется.
В настоящее время в практике литейных цехов известны способы обработки поверхностей моделей, позволяющие уменьшить влияние некоторых отрицательных факторов. Например, для уменьшения коррозии чугунные модели рекомендуется выдерживать в кислотной ванне в течение 10–15 ч с последующей промывкой в известковой воде, сушкой и тщательной протиркой. Для получения чистой и гладкой поверхности модели нагревают До 30–40 °С, натирают в три приема воском или олифой. После остывания поверхность модели зачищают мелкой шлифовальной шкуркой и протирают. Получить хорошую поверхность чугунной модели можно и путем трехкратного натирания ее густым щелочным лаком и тщательной зачистки мелкой шлифовальной шкуркой после высыхания.
Латунные и бронзовые модели. Латунь и бронза являются лучшими материалами для изготовления мелких моделей.
Модели для пустотелых отливок. На рис. 20 изображена модель для отливки подставки. В отличие от модели массивной отливки эта модель с торцов имеет специальные выступы, необходимые для образования в форме гнезд–знаков, куда вставляется песчаный стержень, образующий внутреннюю полость отливки.
Число знаков и их расположение на модели для пустотелой отливки зависит от конфигурации ее полости. Когда полость в отливке имеет выход с двух сторон, знаки на модели делают также с двух сторон. Если полость в отливке выходит с одной стороны, соответственно и знак на модели делают с одной стороны. Форма и размеры знаков на модели должны соответствовать форме и размерам знаков стержня, вставляемого в форму, с небольшим зазором для удобства его установки.
В отливке художественных изделий типа бюстов и статуэток внутренние полости часто не имеют выхода на поверхность. Поэтому знаки на таких моделях нельзя делать большими, так как это приводит к разрушению поверхности отливки. На моделях отливок с глухими полостями диаметр знаков делают равным диаметру каркаса стержня.
Материалы для изготовления моделей
Деревянные модели. Для изготовления таких моделей используют древесину следующих пород деревьев: сосны, березы, бука, груши, ореха. Сосна вследствие значительного содержания в ней смолистых веществ мало впитывает влагу и меньше подвержена короблению, поэтому ее применяют в основном для моделей крупных архитектурных отливок, не имеющих на поверхности тонких украшений. Такие модели в процессе формовки продолжительное время находятся в сырой формовочной смеси, больше подвержены воздействию влаги, чем модели малых размеров. Модели, при изготовлении которых требуется их обработка на токарных станках, чаше всего делают из березы, так как она обладает большой прочностью, легко обрабатывается на станке. Деревянные модели от продолжительного соприкосновения с сырой формовочной смесью разбухают, а при высыхании коробятся и трескаются. При формовке их острые кромки быстро изнашиваются, теряют четкость формы, иа поверхности появляются вмятины, и модель становится непригодной для дальнейшей работы. Особенно быстро изнашиваются модели с резной поверхностью, мелкими выступами и с незначительной толщиной стенок. Такие модели при многократном использовании требуют частого ремонта или замены новыми. Изготовление нескольких деревянных моделей повышает стоимость отливок, поэтому при массовом производстве применение деревянных моделей невыгодно.
Металлические модели. При изготовлении большого числа литейных форм удобнее и выгоднее применять металлические модели, которые изготовляют из чугуна, бронзы, латуни, алюминиевых сплавов. Металлические модели по сравнению с деревянными имеют ряд преимуществ: не коробятся, хорошо сохраняют свою форму, имеют прочную, чистую поверхность и значительно большую долговечность.
Металлические модели гарантируют длительное сохранение воплощенного в них оригинала художественного произведения. Например, известный Кашлинский завод художественного литья на Урале располагает металлическими моделями, изготовленными более 80 лет назад.
Чугунные модели. Чугун является дешевым и в то же время достаточно прочным материалом, поэтому чугунные модели нашли широкое применение. Из чугуна изготовляют большие простые модели, не имеющие на поверхности мелких выступов.
Применение чугуна для изготовления мелких со сложной поверхностью моделей художественных отливок ограничивается тем, что чугун хрупкий, поверхности сложных моделей, изготовляемых из него, быстро выкрашиваются. Кроме того, чугун подвержен коррозии и плохо паяется.
В настоящее время в практике литейных цехов известны способы обработки поверхностей моделей, позволяющие уменьшить влияние некоторых отрицательных факторов. Например, для уменьшения коррозии чугунные модели рекомендуется выдерживать в кислотной ванне в течение 10–15 ч с последующей промывкой в известковой воде, сушкой и тщательной протиркой. Для получения чистой и гладкой поверхности модели нагревают до 30–40 С, натирают в три приема воском или олифой. После остывания поверхность модели зачищают мелкой шлифовальной шкуркой и протирают. Получить хорошую поверхность чугунной модели можно и путем трехкратного натирания ее густым щелочным лаком и тщательной зачистки мелкой шлифовальной шкуркой после высыхания.
Латунные и бронзовые модели. Латунь и бронза являются лучшими материалами для изготовления мелких и сложных моделей художественных отливок. Латунные н бронзовые модели не ржавеют, хорошо воспринимают и сохраняют чеканку на их поверхности. Хорошо обработанные латунные и бронзовые модели имеют чистую, гладкую н плотную поверхность. В процессе формовки к поверхности таких моделей формовочная смесь не прилипает.
Модели хорошо вынимаются из формы, оставляя на ее стенках чистый и ясный отпечаток. Эта особенность бронзовых и латунных моделей позволяет применять сложный способ изготовления литейных форм – кусковую формовку. Кроме того, такие модели хорошо паяются, что дает возможность изготовлять из них сложные модели по частям и после окончательной их отделки собирать. Из латуни и бронзы обычно делают модели небольших ажурных и кабинетных отливок, а также модели, которые необходимо хранить продолжительный срок.
Алюминиевые модели. Преимуществом моделей из алюминиевых сплавов по сравнению с другими металлическими моделями является их незначительная масса. Кроме того, алюминиевые модели, как и латунные, не ржавеют, поэтому их часто применяют в современном литейном производстве. К недостаткам алюминиевых моделей следует отнести меньшую, чем у моделей из чугуна, латуни и бронзы, твердость поверхности. Поэтому поверхность их быстро изнашивается, на ней остаются следы наколов формы вентиляционной иглой, а при кусковой формовке – следы подрезки кусков. Ремонтировать и восстанавливать алюминиевые модели трудно, так как алюминий плохо поддается пайке. Этот недостаток алюминиевых сплавов ограничивает возможности их широкого применения при изготовлении моделей художественных отливок.
В производстве архитектурных отливок, имеющих по сравнению с кабинетными и статуарными менее сложную форму и поверхность, применение алюминиевых моделей сокращает трудоемкость процесса формовки. Твердость алюминиевых моделей повышается при изготовлении их из алюминия с примесью 6–7% меди и 7–8% цинка.
Гипсовые модели. Начальным этапом изготовления отливки художественного изделия является, как правило, лепка скульптором его оригинала. В качестве основного материала для изготовления оригинала скульптуры используют пластилин, воск или глину. Эти материалы наиболее удобны при лепке.
Однако пластилин, воск и глина недостаточно прочны и не могут быть хорошим материалом для моделей. Поэтому оригиналы художественных отливок, используемые как модели, создают при формовке большие неудобства и часто разрушаются. В этом случае можно лишиться дорогостоящего оригинала, не получив отливки. Во избежание этого формовку по оригиналам выполняют в исключительных случаях и только высококвалифицированные мастера.
Значительно удобнее, если оригинал выполнен из гипса. Гипсовый оригинал прочнее, чем восковой и пластилиновый, он не оплавляется при повышенной температуре окружающей среды. Кроме того, он значительно легче. Прочность гипсового оригинала позволяет не только свободно его транспортировать, но и изготовлять по нему небольшое число литейных форм. Поэтому в производстве художественных литых изделий гипсовые оригиналы часто используют как модели.
Преимущество гипсовых моделей в производстве художественного литья заключается в том, что их можно быстро и легко изготовить. Кроме того, они легки, имеют чистую и гладкую поверхность и по сравнению с другими видами моделей художественных отливок дешевы. Недостатки гипсовых моделей – малая по сравнению с металлическими моделями прочность, низкая твердость поверхности, что ограничивает их применение при кусковой формовке.
Восковые и парафиностеариновые модели. Сложность изготовления литейной формы художественной отливки заключается, прежде всего, в процессе удаления модели из формы. Если изготовить модель сложной художественной отливки такой, чтобы при удалении ее из формы форму можно было не разбирать, то процесс изготовления литейной формы не представлял бы большой трудности. Такими моделями при производстве художественных отливок с давних пор являлись модели, изготовленные из воска. Восковая модель наформовывалась и не извлекалась из формы, как обычная модель, а выплавлялась в процессе нагрева при сушке формы. Такие модели получили название выплавляемых моделей.
Применение восковых моделей упрощает процесс изготовления литейной формы для получения скульптур, улучшает качество поверхности отливки. Кроме того, сокращается процесс сборки отливки, так как скульптура отливается в форме целиком.
К недостаткам восковых моделей скульптур относится высокая стоимость отливаемых по ним отливок из-за большой продолжительности процесса изготовления литейной формы. Литейная форма, например, конной статуи Петра Первого изготовлялась по восковой модели в течение года, не считая времени изготовления самой модели. Поэтому такие восковые модели не нашли широкого применения. В серийном производстве кабинетных художественных отливок применяют выплавляемые модели из парафиностеариновых составов, изготовляемые в пресс-формах.
Пенополистироловые модели. В современных литейных цехах применяют модели, которые удаляются из формы путем плавления и газификации их при контакте с заливаемым металлом или выжигания при 350–400 «С. Газифицируемые модели изготовляют из пенополистирола, представляющего собой ячеистый пластик с несообщающимися между собой ячейками, заполненными газом.
Такая структура образуется при вспенивании гранул полистирола-
Для изготовления моделей применяют пенополистирол двух видов: в виде гранул и блоков. Модели из гранул полистирола приготовляют путем вспенивания их в пресс-формах при нагревании до температуры 100 С Пенопласт хорошо обрабатывается на деревообрабатывающих станках, режется ножом, склеивается декстрином, столярным клеем, сваривается при 130 – 150 С Такие свойства пенопласта позволяют изготовлять из него модели в несколько раз быстрее, чем из дерева.
Применение моделей из пенополистирола упрощает процесс изготовления литейной формы, сокращает расход металла на прибыли, увеличивает точность отливки в результате отсутствия разъема литейной формы и литейных уклонов на модели. Использование таких моделей позволяет получать из чугуна и цветных сплавов сложные и крупные отливки массой от нескольких килограммов до 30 т.
Пластмассовые модели. В современных условиях литейного производства для изготовления моделей широкое применение получили пластические массы. В качестве материалов для изготовления пластмассовых моделей используют специальные составы, называемые компаундами, состоящие из эпоксидной смолы, полиэтиленполиамина, дибутилфталата с добавкой в качестве наполнителя маршаллита и опилок. Модели из пластмасс прочны, не коробятся, находясь во влажной среде, не разбухают, имеют чистую, гладкую поверхность, легко ремонтируются. В производстве художественного литья пластмассовые модели используют для отливки небольших изделий с гладкой поверхностью.
Изготовление моделей
Модель является основным приспособлением для изготовления литейной формы, и от того, как она будет сделана, будут зависеть удобство, простота и скорость изготовления литейных форм, стоимость и качество получаемых отливок. Поэтому в современном литейном производстве изготовлением моделей занимаются специальные модельные цеха, оснащенные необходимым оборудованием.
Изготовление деревянных моделей. Дерево содержит >50% влаги и, теряя ее при высыхании, коробится и трескается. Чтобы избежать коробления, деревянные модели изготовляют не из целого куска дерева, а из специальных заготовок. Такие заготовки получают путем склеивания отдельных узких досок, причем так, чтобы направление волокон одной не совпадало с направлением волокон другой. В этом случае коробление одной доски как бы уравновешивается короблением другой. Если склеить несколько таких досок, положенных друг на друга, коробление подели, изготовленной из такой заготовки, может быть очень малый. Затем заготовку обрабатывают вручную или на станке до получения модели нужных размеров и формы. В зависимости от числа предполагаемых отливок деревянные модели изготовляют по трем классам прочности.
По первому классу прочности изготовляют модели при серийном производстве отливок. Такие модели делают из выдержанной древесины твердых пород дерева. Для увеличения прочности быстро изнашивающиеся части моделей делают из металла или облицовывают металлическими пластинами. По второму классу прочности изготовляют модели для производства небольших партий изделий. Такие модели делают из более дешевых, мягких пород дерева. По третьему классу прочности изготовляют модели для разовых отливок.
Рассмотрим порядок изготовления деревянной модели. Модельщик получает чертеж готового изделия с указанием на нем необходимых допусков и мест механической обработки. Руководствуясь размерами чертежа, модельщик на специальном деревянном щитке, по возможности в натуральную величину, делает чертеж будущей модели, учитывая при этом усадку металла, из которого будет отливаться изделие. Припуск на усадку зависит от рода применяемого сплава.
Серый чугун имеет линейную усадку 0,7–1,3%, алюминиевые сплавы 0,9–1,4%, медные сплавы 1,25–2,4%.
При выполнении чертежа модели модельщик каждый размер, показанный на чертеже изделия, увеличивает на чертеже модели на величину припуска на усадку, при этом он не делает никаких вычислений, а пользуется специальным усадочным метром. Например, усадочный метр для изготовления моделей чугунных отливок больше нормального метра на 1%, латунных и бронзовых отливок – на 1,5%. Далее модельщик, учитывая способ формовки, намечает плоскость разъема модели, отъемные части, а также расположение и величину знаков. Затем он делает на стенках модели формовочные уклоны, устанавливает припуск на механическую обработку. Когда чертеж на щитке готов, модельщик подбирает соответствующие породы дерева и размеры досок, склеивает из них, как указывалось ранее, заготовку и, руководствуясь размерами чертежа модели, обрабатывает заготовку вручную или на станке.
Затем тщательно проверяет размеры изготовленной модели, легкость разъема частей, наличие формовочных уклонов, галтелей, соответствие размеров знаков размерам знаков стержневых ящиков, если модель приготовлялась для отливки пустотелого изделия. Поверхность готовой модели окрашивают. Слой краски предохраняет поверхность модели от разбухания и делает ее более гладкой. Кроме того, по цвету окраски модели формовщик может определить, где находятся на модели знаки, какая поверхность отливки должна быть особенно чистой, из какого сплава должна отливаться отливка. С этой целью условно принято поверхность деревянных моделей красить: для получения чугунных отливок – в красный цвет, для стальных – в серый, для отливок из цветных металлов – в желтый, знаки на всех моделях – в черный цвет. Готовые модели и стержневые ящики к ним маркируют и в комплекте с их частями и моделями литниковой системы сдают на склад для хранения.
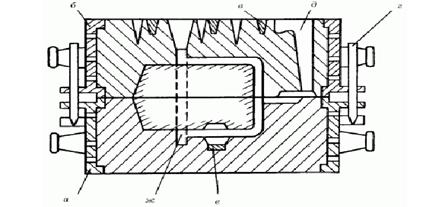
Изготовление металлических моделей. Процесс состоит из двух этапов. Первый включает работы по изготовлению деревянной модели – заготовки будущей модели. Второй этап – это изготовление из отлитой по деревянной модели заготовки самой металлической модели путем обработки заготовки на станках или вручную. Деревянную модель заготовки модельщик делает с припусками на механическую обработку модели и изделия и усадку металла модели и изделия. После изготовления деревянной модели по ней из нужного для будущей металлической модели металла отливают заготовку. Рассмотрим процесс изготовления металлической модели отливки детской игрушки «Котелок».
Металлическую заготовку модели токарь модель шик укрепляет в патроне токарного станка. Для удобства установки на станок заготовку отливают с кольцевым приливом. Затем модельщик вытачивает внутреннюю часть модели, пользуясь при этом для проверки профиля специальным шаблоном, имеющим внутренние размеры модели.
Обработав внутреннюю поверхность модели, токарь переворачивает ее и снова укрепляет на станке; при этом обработанная сторона заготовки прижимается к деревянному щитку, укрепленному в патроне станка, пиноль задней бабки станка. Установив заготовку таким образом, модельщик обтачивает ее наружную поверхность, постепенно срезая кольцевой прилив. Чтобы выдержать заданную толщину стенки, токарь в процессе работы периодически контролирует толщину стенки изготовляемой модели, пользуясь при этом специальным кронциркулем со шкалой. Таким образом, модельщик обрабатывает заготовку до получения правильного профиля и необходимой толщины стенки модели.
От токаря модель поступает в слесарное отделение, где слесарь-модельщик окончательно ее отделывает. В процессе слесарной обработки на поверхности модели заделывают отверстие, сделанное в процессе токарной обработки для центра пиноли задней бабки. После этого изготовляют по чертежу отъемные части модели – ушки, как показано на рис. 19, а, б. Готовую модель хорошо зачищают и маркируют. Металлические модели сложных художественных отливок изготовляют в той же последовательности, но механически обрабатывают в основном вручную. Для этого по оригиналу изделия из соответствующего материала отливают заготовку модели или ее части. Затем полученную заготовку тщательно обрабатывают по оригиналу изделия. В процессе обработки у моделей делают необходимые разъемы, изготовляют и крепят отъемные части. Чеканкой восстанавливают четкость рисунка на поверхности модели. Затем модель тщательно сверяют с оригиналом и направляют в производство.
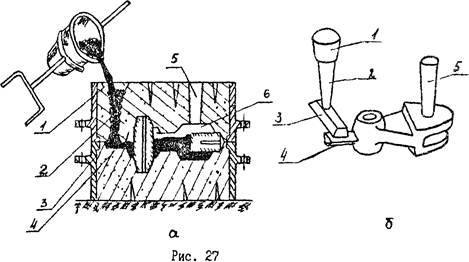
Изготовление гипсовых моделей. В зависимости от сложности формы отливаемого изделия Существует несколько способов изготовления гипсовой модели. Ее можно изготовить способом отливки в черновой гипсовой форме, в кусковой гипсовой форме с клеевой оболочкой и с помощью шаблонов вращения или протягивания. В черновых формах отливают гипсовые модели типа барельефов. Для этого оригинал изделия, выполненный на щитке из пластилина, воска или глины, смазывают тонким слоем жира и наносят на него глину, образуя барьерчик или рамку в виде опоки. На поверхность оригинала наносят слой подкрашенного раствора гипса, затем рамку До краев заполняют раствором обыкновенного гипса. После затвердевания гипса рамку переворачивают, оригинал удаляют и получают таким образом гипсовую форму.
Полость полученной формы промывают от остатков удаленного оригинала и заливают раствором модельного гипса. После затвердевания гипса форму ломают, извлекая из нее гипсовую отливку модели. Для получения хорошей поверхности модели гипсовую отливку хорошо зачищают и лакируют.
Достоинством описанного способа получения гипсовой модели является простота, недостатком – разрушение оригинала при изготовлении модели. Поэтому применение черновых форм удобно лишь для отливки несложных, недорогих моделей. Для сохранения оригинала и повторного использования гипсовой формы гипсовые модели объемных и более сложных по форме изделий отливают в кусковых формах. Для изготовления кусковой гипсовой формы оригиналы смазывают тонким слоем состава, приготовленного на основе керосина и стеарина, и укладывают по линии разъема формы в глиняную постель. На поверхности оригинала выполняют отдельные куски из полупустого гипса, подрезая их знаковые части так, чтобы каждый из кусков мог хорошо сниматься с оригинала, не повреждая отпечатка.
На поверхности стыковки кусков с формой для удобства сборки делают знаки в виде выступов и углублений. Во избежание коробления и расширения кусков раствор гипса готовят на известковой воде. Для удобства снятия кусков с поверхности оригинала в куски при формовке вставляют проволочные петли. После заполнения всей необходимой поверхности оригинала гипсовыми кусками наружную поверхность кусков смазывают разделительным составом н покрывают общим слоем гипса толщиной не менее 4 см, образующим кожух – опоку формы. Затем в таком же порядке заделывают обратную сторону оригинала. В плоскостях соединения кожухов устраивают знаки – замки. После сушки в течение 24 ч форму разбирают, сначала снимают кожух, затем куски, укладывая их на соответствующие места по знакам в снятых кожухах. Внутреннюю поверхность кусков смазывают, кожухи соединяют и скрепляют. Затем в полость полученной гипсовой формы заливают раствор модельного гипса.
После затвердевания гипса кусковую форму в отличие от черновой при извлечении из нее отливки не ломают, а разбирают и сохраняют для следующих отливок. Гипсовую модель обрабатывают. На ее поверхности зачищают швы, получившиеся по границам гипсовых кусков формы. Для получения гладкой поверхности модели и устранения возможности впитывания ею влаги модель лакируют.
Аналогично в кусковых формах отливают гипсовые модели статуй. Для удобства отливки оригинал скульптуры делят на части, каждую из которых отливают в отдельных формах. Крупные модели для уменьшения массы отливают пустотелыми.
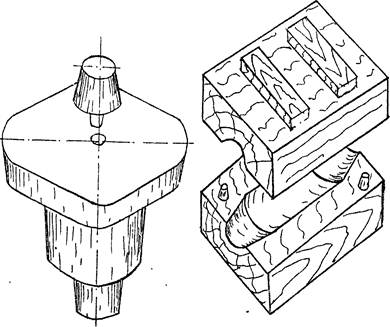
Гипсовые модели архитектурных отливок часто изготовляют с помощью шаблонов вращения или протягивания. На рис. 24, а показан пример изготовления гипсовой модели крышки мостовой тумбы. Приспособлением для вращения шаблона является металлический стол /, в Центре которого расположена муфта с коническим отверстием для шпинделя 2. На шпиндель надеваются опорное кольцо 3 и рукав 4, к которому крепится шаблон 5 модели. На поверхности стола по окружности расположены остроконечные шпильки 6, чтобы обрабатываемая на столе модель при вращении шаблона не сдвигалась с места.
Процесс изготовления модели состоит в следующем. Поверхность стола смазывают маслом, чтобы в дальнейшем модель легко снималась с него. Вокруг шпинделя, установленного в муфте, плотно набивают глиняный болван, поверхность которого обливают раствором гипса. На шпиндель надевают опорное кольцо и рукав с шаблоном В, сделанным по размерам внутреннего профиля модели. Выверив положение шаблона по высоте, затачивают болван и сушат его. Просушенный болван хорошо зачищают шлифовальной шкуркой, смазывают маслом и обкладывают тестообразным раствором гипса. На шпиндель надевают рукав с шаблоном Н, сделанным по размерам наружного профиля модели, после чего затачивают тело модели. Поверхность модели обливают жидким раствором гипса и окончательно обрабатывают шаблоном. После затвердевания слоя гипса шпиндель с шаблоном удаляют, легко постукивая по столу, снимают гипсовую модель с болвана.
С помощью протяжных шаблонов можно изготовлять модели для отливок, форма которых не представляет собой тела вращения, используя при этом приспособление для протягивания шаблона.
При массовом производстве отливок формовщику в процессе изготовления литейных форм с несколькими моделями приходится постоянно повторять одни и те же операции. Перед набивкой каждой опоки он должен раскладывать на подмодельной плите модели, в процессе отделки формы – прорезать к каждой из них питатели, вынимать из формы каждую модель в отдельности. Повторение таких операций при формовке создает неудобства в работе и отнимает у формовщика много времени. Можно значительно упростить работу формовщика, если все модели прикрепить к подмодельной плите вместе с моделями литниковой системы. В этом случае при отделке формы все модели можно вынимать одновременно, а не отдельно каждую. Операции выполнения литниковой системы в форме упраздняются. Такие плиты с прикрепленными к их поверхности моделями изделия и литниковой системы называют модельными плитами.
В процессе изготовления литейных форм применять модельные плиты выгодно: не только экономится время, сокращаются некоторые операции, ио и представляется возможность улучшить качество отливок. Объясняется это тем, что при формовке по отдельным моделям формовщик перед извлечением модели из формы.
Чтобы избежать обрыва ее стенок, смачивает края формы водой, увеличивая влажность формы. Излишек влаги в форме приводит к образованию газовых раковин в отливке или к отбеливанию ее тонких частей. При формовке по модельным плитам такого явления не происходит, так как форма при извлечении модели не смачивается.
При формовке обычным способом правильность устройства в форме литниковой системы зависит от опыта формовщика. Применение модельной плиты исключает операцию вырезания в форме элементов литниковой системы вручную, что повышает точность их выполнения, так как на плите вместе с моделями укреплена и модель литниковой системы, рассчитанная в соответствии с размерами и формой отливаемого изделия. Кроме того, формовка по сдельным плитам исключает возможность получения отливок, разных по размерам и массе, что может быть при формовке по отдельным моделям, когда формовщик для удобства извлечения моделей из формы расталкивает каждую модель в отдельности и часто по-разному. Поэтому модельные плиты в современных условиях художественного и архитектурного литья получили широкое применение.
Виды модельных плит. В зависимости от сложности моделей и расположения их на плите модельные плиты бывают односторонние и двусторонние. Односторонними модельными плитами называют такие, на которых модели расположены на одной стороне. В производстве художественных отливок односторонние плиты применяют для формовки простых моделей.
При монтировании на плите разъемной модели одну из ее частей располагают на одной стороне модельной плиты, вторую – на обратной стороне плиты соответственно расположению первой. Модельные плиты, на которых модели расположены с обеих сторон, называют двусторонними модельными плитами.
Разновидностью односторонних модельных плит являются реверсивные модельные плиты. На их одной стороне помещают обе части разъемной модели. Верхние части модели располагают в одной части плиты, а нижние – в другой части. На реверсивной модельной плите формуют как верхнюю, так и нижнюю опоки. При сборке формы верхнюю опоку. Устанавливают на нижнюю, повернув ее на 180° в горизонтальной скости. Модели ситниковой системы на реверсивных плитах, как правило, не располагают, так как каждая набитая на плите опока может быть и верхней и нижней – Можно использовать отъемные модели литниковой системы для нижней и верхней опок. В этом случае при набавке нижней опоке в соответствующем месте между моделями ставят модель питателей, а при набивке верхней опоки – модели шлакоуловителя и стояка.
Изготовление модельных плит
По способу изготовления модельные плиты делятся на моно литные и сборные.
Монолитными или литыми называют плиты, модели которых представляют с ними одно целое. Плиты, на которых укреплены отдельно изготовленные модели, называют сборными. Монолитные модельные плиты чаще всего отливают в виде двусторонних плит из чугуна или сплава алюминия.
В зависимости от сложности располагающихся на плитах моделей существуют несколько способов их изготовления. Один из способов формовки модельных плит состоит в следующем Для изготовления литейной формы плиты применяют три опоки. Высота средней опоки должна быть такой, чтобы свободно совмещать отливку плиты с литниковой системой. Для отливки моделей, которые будут расположены на модельной плите, изготовляют деревянные или гипсовые промодели с двойным припуском – на усадку и обработку.
Изготовленные промоделн заформовывают в двух опоках, без средней. На плоскость разъема нижней опоки укладывают деревянную рамку, наружные размеры и форма которой соответствуют размерам и форме отливаемой модельной плиты. На нижнюю опоку с уложенной рамкой устанавливают среднюю опоку. Пространство между стенками опоки и рамкой заполняют формовочной смесью и уплотняют ее. Излишек смеси срезают вровень с краями опоки и рамки. В набитой средней опоке прорезают литниковую систему, после чего модели и рамку удаляют, части формы припаливают и собирают для заливки. Отливку плиты очищают от песка и обрабатывают. В процессе механической обработки чеканят рисунки поверхности моделей, сверлят отверстия для штырей опоки. Отверстия для штырей опоки при продолжительном сроке службы модельной плиты изнашиваются и плита начинает качаться на штырях опоки, что приводит к браку отливок. Чтобы избежать этого, в отверстия плиты ввертывают или впрессовывают специальные сменные центрирующие втулки с отверстиями.
Механическая обработка литых модельных плит неудобна из-за их громоздкости. При наличии на поверхности моделей тонких украшений обработка их усложняется. Поэтому монолитные модальные плиты применяют для формовки моделей с простой поверхностью, не требующих большой точности отливки.
Сборные модельные плиты более удобны в изготовлении, так как модели, изготовляемые отдельно от плиты, могут быть легко и точно обработаны с применением станочного оборудования, что сложнее сделать с моделями, расположенными на плите. Для изготовления моделей сборных плит возможно применение более дорогих материалов – латуни, бронзы и других сплавов, так как при получении их заготовок расход металла будет значительно меньше по сравнению с расходом на монолитные плиты. Кроме того, Для сборных модельных плит можно изготовлять пустотелые модели, они будут легче и удобнее в работе.
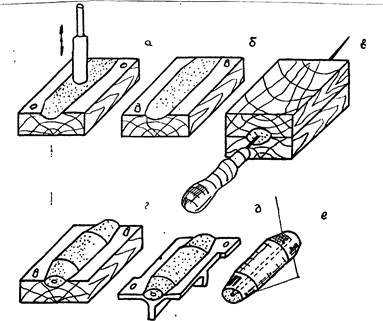
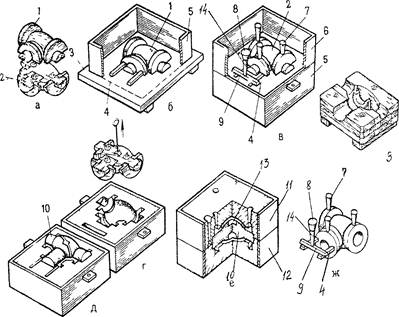
Сборные модельные плиты могут быть односторонними и двусторонними. Рассмотрим порядок изготовления сборной двусторонней модельной плиты для отливки детской игрушки «утюжок». Для этого из дерева или гипса изготовляют разъемную пустотелую модель утюжка с двойным припуском – на усадку и обработку.
По половинкам изготовленной модели из соответствующего металла отливают заготовки моделей, которые обрабатывают до необходимых размеров. Затем половинки моделей соединяют вместе по плоскости разъема, сверлят в них сквозные отверстия. Через отверстия половинки модели утюжка скрепляют винтами и подвергают окончательной обработке – доводке и чеканке поверхности. Затем берут модельную плиту необходимых размеров и формы, укладывают на нее половники моделей, освободив их от соединительных винтов, и через отверстия в них намечают места отверстий на модельной плите. По рискам, сделанным в модельной плите, сверлят отверстия, равные диаметру отверстий в моделях. Половинки моделей утюжка крепят на обеих сторонах плиты болтами, проходящими через плиту и обе половинки модели. Концы болтов на поверхности моделей запаивают и зачищают. Вместе с моделями утюжка на плите монтируют и модели литниковой системы: модели питателя – на одной стороне плиты, модель шлакоуловителя с основанием стояка – на другой.
Похожие работы





... - дальнейшее развитие, совершенствование и разработка новых технологических методов обработки заготовок деталей машин, применение новых конструкционных материалов и повышение качества обработки деталей машин. Наряду с обработкой резанием применяют методы обработки пластическим деформированием, с использованием химической, электрической, световой, лучевой и других видов энергии. Классификация ...
Технологические особенности переработки полимерных материалов в изделия методом горячего прессования

... (переработка материала): прессование, литье под давлением, выдувание, напыление, окунание и т.д.; 4. Доработка изделия: декоративная отделка, термообработка, механическая обработка и т.д. 1.2 Технологические особенности переработки полимерных материалов в изделия методом горячего прессования Прямое (компрессионное) горячее прессование. При компрессионном прессовании предварительно ...
... спаев; · Усадочных раковин; · Пригара; · Песчаных раковин; · Газовых раковин; · Трещин; · Перекосов по геометрии. Глава 2 ФОРМОВОЧНЫЙ ПЕСОК ИЗ ИСПОЛЬЗОВАННЫХ ЛИТЕЙНЫХ ФОРМ В литейном производстве для изготовления литейных форм традиционно используется песок. Обычно формовочная смесь включает песок и смолы (или песок и другие ...
... ящика. Пластичность формовочной и стержневой смеси зависит от свойств составляющих смеси и применяемых связующих. Например, смесь с масляным связующим обладает большой пластичностью; песчано-глинистые смеси имеют небольшую пластичность. Литейная форма должна обладать достаточной прочностью, чтобы при сборке, транспортировке и заливке металлом она не разрушалась. Поэтому и формовочная смесь должна ...
0 комментариев