Навигация
Технологические особенности переработки полимерных материалов в изделия методом горячего прессования
30009
знаков
0
таблиц
6
изображений
Введение

В настоящее время известно значительное число способов формирования пластмассовых изделий, которые применяют в зависимости от их конструкций, типа и размеров, технических требований, предъявляемых к использованию изделий. Наиболее распространенными являются:
– прессование, применяемое для переработки термореактивных пластмасс (реактопластов);
–литье под давлением – для обработки термопластичных материалов (термопластов);
–формование – предание необходимой формы листовым термопластичным материалам.
Сущность всех этих способов обработки заключается в том, что исходное сырье подвергается обработке в специальных формах, которые называются пресс-формами, под давлением при соответствующем нагреве в процессе формирования формообразования или после него.
Литейное производство – отрасль машиностроения, занимающаяся изготовлением фасонных заготовок или деталей путем заливки расплавленного металла в специальную форму, полость которой имеет конфигурацию заготовки (детали). При охлаждении залитый металл затвердевает и в твердом состоянии сохраняет конфигурацию той полости, в которую он был залит. Конечную продукцию называют отливкой. В процессе кристаллизации расплавленного металла и последующего охлаждения формируются механические и эксплуатационные свойства отливок.
Для изготовления отливок применяют множество способов литья: в песчаные формы, в оболочковые формы, по выплавляемым моделям, в кокиль, под давлением, центробежное литье и др. Область применения того или иного способа литья определяется объемом производства, требованиями к геометрической точности и шероховатости поверхности отливок, экономической целесообразностью и другими факторами.
1. Технологиченские особенности переработки полимерных материалов в изделия методом горячего прессования. оборудование и оснастка
1.1 Технические свойства пластмасс Пластмассами называются материалы, полученные на основе естественных и синтетических высокомолекулярных соединений (полимеров), способные вследствие своей пластичности принимать необходимую форму под воздействием тепла и давления.По технологической классификации пластмассы подразделяются на термореактивные пластмассы и термопластичные пластмассы.
Термореактивные пластмассы под действием тепла и давления размягчаются, заполняют пресс-форму и переходят в неплавкое и нерастворимое состояние. Материал изделия становится необратимым, т.е. при повторном нагреве он в пластическое состояние не возвращается. Допускают разгрузки пресс-форм в нагретом состоянии. К ним относятся: фенолформальдегид, селиконопласты, и т.д.
Термопластичные пластмассы под действием тепла и давления приобретают текучесть, заполняя пресс-форму, после охлаждения отвердевают, но не переходят в неплавкое и нерастворимое состояние.
При повторном нагреве они возвращаются в пластическое состояние (полистирол, полиэтилен, полиуретан и т.д.) разгрузка пресс-форм может производиться только после охлаждения. По способу переработки пластмассы могут быть разделены на следующие группы:
1. Термореактивные пресс-порошки и пресс-материалы горячего прессования;
2. Термораеактивные пресс-порошки и пресс-материалы холодного прессования;
3. Термопластические порошки;
4. Жидкие литьевые термореактивные смолы;
5. Листовые и фасонные слоистые материалы;
6. Пленочные материалы – стирофлекс, эфироцеллюлозные пленки и др.
Для выбора рационально способа изготовления изделий из пластмасс, необходимо знание их технологических свойств. Такими свойствами пластмасс являются: удельный объем, текучесть, скорость отвердевания, летучесть, усадка.
Удельный объем пресс-материала рассчитывается в см3/г или м3/кг. Знание удельного объема необходимо для определения объема пресс-формы.
Текучесть пресс-материала – способность материала заполнять пресс-форму под давлением при определенной температуре: определяется в мг/с. Чем меньше текучесть пресс-материала, тем больше должно быть давление прессования и наоборот.
Скорость отвердевания – характеризует продолжительность перехода пластмассы из пластического состояния в твердое. Она выражается в секундах или минутах на 1 мм толщины образца (с/мм).
Летучесть – (содержание летучих веществ и влаги) – определяется по разнице в весе до и после высушивания пресс-материала в термостате при температуре (103–105)ºС в течении 30мин; определяется в% и колеблется в различных материалах 1,5–5%. Содержание летучих веществ вредно, так как увеличивает усадку, вызывает коробление, трещины и вздутия, снижает электроизоляционные и радиотехнические свойства пластмасс.
Усадка – характеризует уменьшение размеров детали с момента излечении ее из нагретой пресс-формы до полного остывания. Исчисляется в процентах по формуле: Y= (a–b)/b∙100%, (1) где а – размер гнезда пресс-формы при температуре прессования; b – размер изделия при температуре равной 20ºС.
Существует несколько способов формирования пластмассовых изделий. Построение типового технологического процесса зависит от конструкций и назначения детали. При выборе операций и переходов изготовления деталей из пластмасс решаются следующий вопросы:
1. Подбор и дозировка компонентов: полимер, стабилизатор, пластификатор, краситель, инициатор, парообразователь и др.;
2. Образование исходного материала (пластмассы): смешение; гранулирование; растворение и т.д.;
3. Изготовление изделия (переработка материала): прессование, литье под давлением, выдувание, напыление, окунание и т.д.;
4. Доработка изделия: декоративная отделка, термообработка, механическая обработка и т.д.
1.2 Технологические особенности переработки полимерных материалов в изделия методом горячего прессования
Прямое (компрессионное) горячее прессование. При компрессионном прессовании предварительно подогретый материал загружают непосредственно в формующую полость нагретую до высокой температуры пресс-формы, после чего проводится смыкание пресс-формы, выдержка материала под давлением и отверждение.
Технологический процесс состоит из следующих операций:
1. Предварительное нагревание материала
2. Загрузка материала
3. Смыкание пресс-формы
4. Подпрессовка
5. Выдержка под давлением и отверждение
6. Размыкание пресс-формы
7. Извлечение изделия
8. Очистка пресс-формы

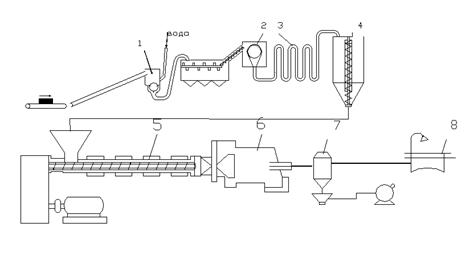
Рис. 1 Схема горячего (компрессионного) прессования
а) загрузка пресс-материала б) смыкание пресс-формы в) раскрытие пресс-формы и извлечение изделия
Похожие работы
... прессматериала Хранение герметично упакованного в пленочный мешок прессматериала может осуществляться в течение 12 месяцев при температуре не выше 20 0С и относительной влажности 50–60%. 4. Разработка технологии изготовления фрикционных тормозных колодок. 4.1 Обоснование выбора метода Выбор метода формования изделия из ПМ определяется конфигурацией и размерами изделия, техническими ...
... таблица основных технико-экономических показателей проектируемого цеха. Данная таблица приведена в Приложении 19. ВЫВОДЫ Разработана технологическая часть эскизного проекта цеха по производству товаров бытового и технического назначения методом литья под давлением, мощностью 400 тонн в год. Принято решение, проектируемый цех построить в г. Балаково по ул. Саратовское шоссе, 10 в виде малого ...
... номограммах, например, при высоте стенки 200 мм радиус наружного закругления равен 10 мм, а при высоте 400 мм – 20 мм. 3.6 Ребра жесткости Ребра жесткости предусматривается вводить в конструкцию пластмассового изделия для увеличения жесткости и прочности, для усиления нагруженных мест или выступающих частей, а иногда по технологическим соображениям. Жесткость пластмассового изделия можно ...
... для применения в медицине. Сочетание внутренних и внешних пластификаторов может обеспечить оптимальный баланс свойств [11]. 2. Технологическая часть 2.1 Описание технологического процесса вторичной переработки одноразовых шприцев и последующего изготовления гранул Термопласты могут быть подвергнуты многократному расплавлению, что объясняется их молекулярным строением. Таким образом, их ...
0 комментариев