Навигация
Комбинация «face driver» с пневматическим патроном
10216
знаков
2
таблицы
27
изображений
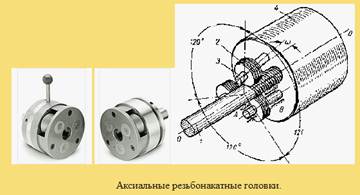
4. Комбинация «face driver» с пневматическим патроном
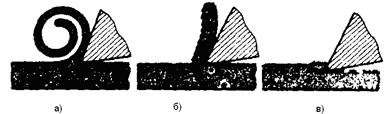
Усилие для внедрения зубцов в торец детали может быть получено от давления масла, при этом каждый зубец становится миниатюрным гидроцилиндром (плунжером). Компрессором, подающим масло под давлением, служит цилиндр, смонтированный вместо упругого элемента (пружины) обычных устойств.

Основным вопросом конструирования устройства «face driver» является определение силы зажима заготовки задним центром и числа ведущих зубцов. Сила зажима зависит от сечения срезаемого слоя F=t´s мм2 и отношения диаметра заготовки к диаметру окружности расположения ведущих зубцов dз/dв.з.
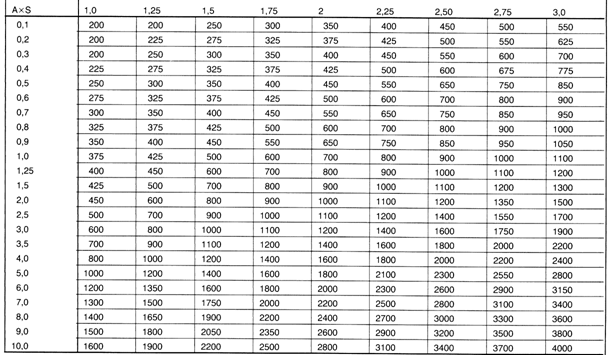
| F | dз/dв.з. |
Усилия в графах таблицы в кгс, A=t (глубина резания). В зависимости от направления подачи, усилие следует умножить на поправочный коэффициент: при направлении к шпинделю станка он равен 1, при направлении к заднему центру 2, при поперечной подаче 1,5. Кроме того, имеется поправочный коэффициент в зависимости от механических свойств материала заготовки, приводимый ниже в таблице
| Твёрдость HB | 350 | 290 | 230 | 170 | 110 | 90 | Алюминий , бронза и пр. |
| Прочность sв | 120 | 100 | 80 | 60 | 40 | 30 | |
| Коэффициент | 1,5 | 1,4 | 1,2 | 1,0 | 0,9 | 0,8 | 0,7 |
Далее следует вычислить суммарную длину ведущих кромок зубцов выбранного устройства (она равна произведению длины кромки одного зубца выбранного типа на число зубцов устройства) и поделить найденное выше усилие на суммарную длину ведущих кромок. Полученная величина удельной силы в кгс/мм должна лежать в пределах 25–35 кгс/мм. Если получилось меньше, то следует выбрать устройство меньших размеров или с меньшей длиной ведущих кромок зубцов, если больше – больших размеров или с большей длиной ведущих кромок зубцов. Диаметр окружности расположения зубцов должен быть выбран как можно больших размеров, но зубцы не должны мешать обработке детали.
Патроны токарных станков
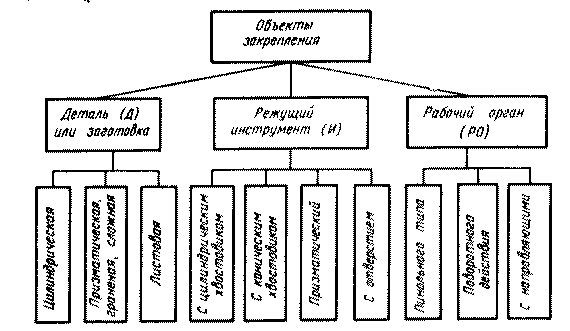
Патроны – неотъемлемая принадлежность всех токарных станков, число их конструктивных разновидностей очень велико. Классификация и перечень требований к зажимным устройствам станков вообще и к патронам в частности подробно изложены в / 5 /. Объектом зажима могут быть не только заготовки, но и режущие инструменты и рабочие органы станка. Последний случай далее не рассматривается.
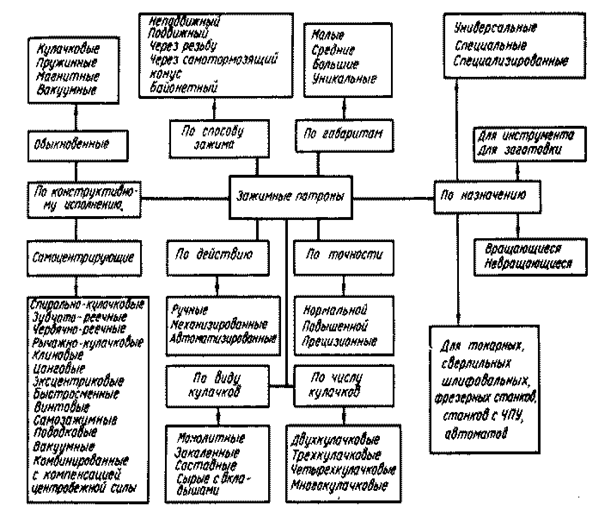
Патроны можно разделить на разновидности по шести признакам:
- по способу зажима
- по конструктивному исполнению
- по назначению (объекту закрепления)
- по действию
- по габаритам
- по точности
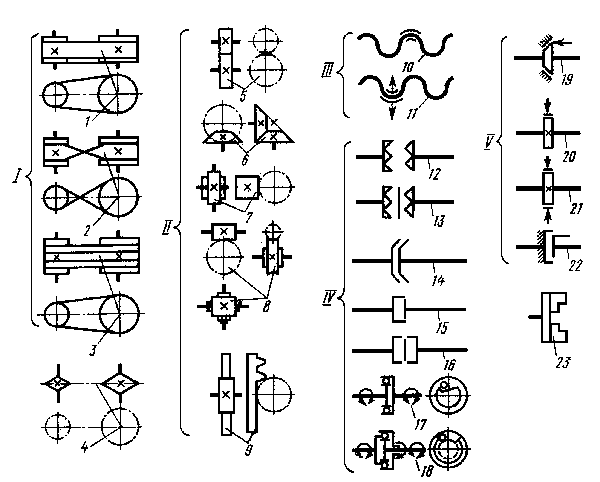
Классификация зажимных устройств металлорежущих станков по /5/.
Вследствие важности патронов к ним предъявляются высокие и разнообразные требования, перечисленные в приведенной ниже схеме. Они касаются таких свойств, как надёжность закрепления, удобство в эксплуатации, безопасность, прочность, долговечность, простота управления, быстродействие, энергоэкономичности и других (см. схему)
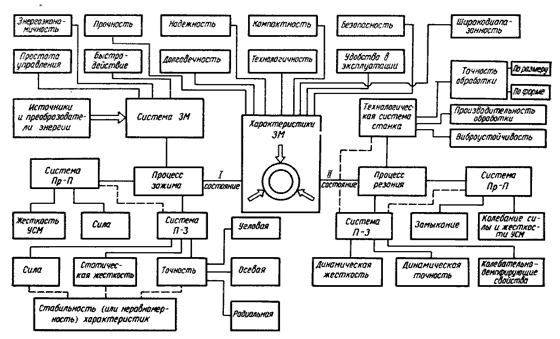
Структура требований к зажимным устройствам металлорежущих станков вообще и к патронам в частности по / 5 /
Обозначения на схеме : ЗМ – зажимной механизм, Пр–П –привод–патрон, П–З – патрон –заготовкаВыполнение этих требований зависит от технического совершенства узлов и устройств: зажимного механизма и его привода, статической и динамической жёсткости и точности системы П–З; на их выполнения влияют также характеристики станка и процесса резания, причём удачная конструкция патрона может способствовать улучшению этих характеристик(напр., повысить виброустойчивость и т. д.).
На токарных станках наиболее распространены спирально-кулачковые самоцентрирующие патроны (рис. 1 )
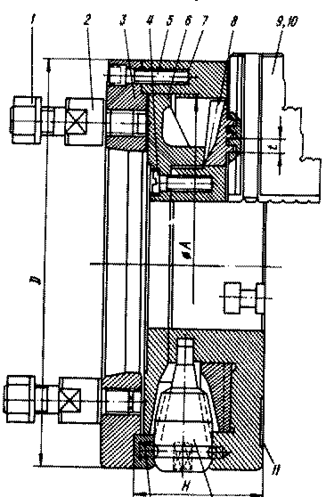
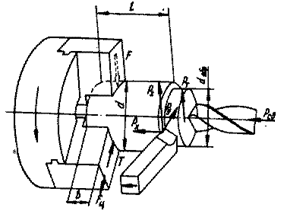
Рис. 1 . Конструкция спирально-кулачкового самоцентрирующего патрона и схема сил, действующих на заготовку.
Расчёт спирально-кулачкового патрона
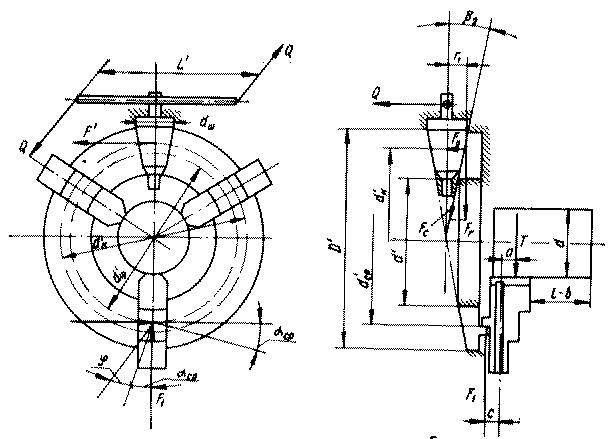
Рис. 2. Расчётная схема
При зажиме заготовки к ключу патрона прикладывается сила Q (рис. 2). Порядка 200...300 Н (Однако!). Длина рукоятки ключа L' обычно равна габариту патрона D (рис. 1). Из условия равновесия шестерни имеем
![]() ( 1 )
( 1 )
где F´– тангенциальная сила, действующая по среднему радиусу делительной окружности шестерни; r1 – средний радиус делительной окружности; F – суммарная сила трения в контакте; dш – диаметр шестерни в верхней опоре (рис. 2);
Для определения силы трения Fcнеобходимо определить действующие в контакте радиальную Frи осевую Foсилы:
![]()
![]()
![]() ( 2 ) в то же время
( 2 ) в то же время ![]() , где α – нормальный угол зацепления (20º),
, где α – нормальный угол зацепления (20º),
f – коэффициент трения (0.1…0.2), β2 – половина угла делительного конуса шестерни;
![]() – суммарная сила от составляющих F’ и Fo. После замены и преобразований получим окончательную зависимость
– суммарная сила от составляющих F’ и Fo. После замены и преобразований получим окончательную зависимость
![]()
Сила F’ создаёт на короне крутящий момент и на среднем диаметре реализует силу F, передвигающую кулачёк в радиальном направлении. Сила определяется из условия ![]() , где
, где ![]() . Отсюда
. Отсюда ![]() . Сила F, л\действуя на спираль, создаёт осевую силу
. Сила F, л\действуя на спираль, создаёт осевую силу ![]() , где αсп=αср– угол подъёма спирали; φ – угол трения при трении сталь по стали φ=5˚43΄. Полученная таким образом сила F1 больше радиальной силы зажима T, так как часть её расходуется на преодоление трения кулачкой в направляющих корпуса патрона (рис. 3).
, где αсп=αср– угол подъёма спирали; φ – угол трения при трении сталь по стали φ=5˚43΄. Полученная таким образом сила F1 больше радиальной силы зажима T, так как часть её расходуется на преодоление трения кулачкой в направляющих корпуса патрона (рис. 3).
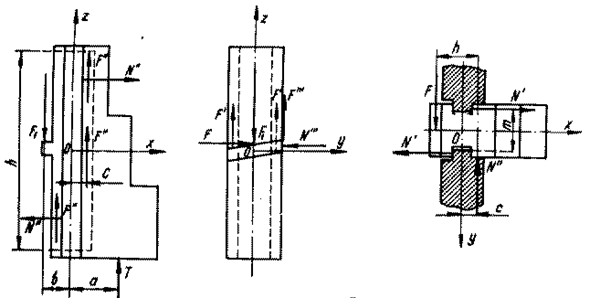
Рис. 3. Схема сил, действующих на кулачок патрона
Для определения сил пользуются прямоугольной системой координат OXYZ. В данной системе сила F стремится переместить кулачок по направлению Y и повернуть вокруг оси Z. Из условия равновесия сил и моментов![]()
![]()
![]()
![]()
![]() :
: ![]()
![]() :
: ![]()
![]() :
: ![]()
![]() :
: ![]()
Отсюда можно определить статическую силу зажима T.
При работе станка, например, токарного, с определённой частотой вращения шпинделя niсоздаётся центробежная сила ![]() , где m – масса кулачка, R – мгновенный радиус центра тяжести кулачка. С учётом центробежной силы действительная сила зажима заготовки
, где m – масса кулачка, R – мгновенный радиус центра тяжести кулачка. С учётом центробежной силы действительная сила зажима заготовки
![]()
Если сила ![]() недостаточна для осуществления обработки заготовки, необходимо увеличить силу Q на плече
недостаточна для осуществления обработки заготовки, необходимо увеличить силу Q на плече ![]() . При частоте ni < 500 мин-1 независимо от вида патрона центробежными силами можно пренебрегать.
. При частоте ni < 500 мин-1 независимо от вида патрона центробежными силами можно пренебрегать.
В практике необходимо определять максимальную мощность, передаваемую от привода станка к патрону без проскальзывания (проворота) заготовки, т.е. зону применения данного патрона. Эту зону определяют в зависимости от крутящего момента резания Mр , для которого необходимая сила зажима, кН,
![]() ,
,
где ![]() – коэффициент запаса; z – число кулачков патрона;
– коэффициент запаса; z – число кулачков патрона; ![]() – коэффициент сцепления кулачков и заготовки (при рифлениях на поверхности кулачков принимают
– коэффициент сцепления кулачков и заготовки (при рифлениях на поверхности кулачков принимают ![]() =0.3..0.4; d – диаметр заготовки; t – глубина резания;
=0.3..0.4; d – диаметр заготовки; t – глубина резания; ![]() – крутящий момент от главной составляющей силы резания
– крутящий момент от главной составляющей силы резания ![]() (приложена в середине срезаемого слоя).
(приложена в середине срезаемого слоя).
С учётом того, что развиваемый двигателем момент ![]() (
(![]() =0.7..0.9 – механический КПД) должен обеспечивать момент резания Mр, который определяется действительной силой зажима, пренебрегая глубиной резания (считая d=dобр), получаем удобную для практики зависимость мощности зажима, кВт,
=0.7..0.9 – механический КПД) должен обеспечивать момент резания Mр, который определяется действительной силой зажима, пренебрегая глубиной резания (считая d=dобр), получаем удобную для практики зависимость мощности зажима, кВт,
![]() ,
,
где ![]() –cсуммарная сила зажима, кН;
–cсуммарная сила зажима, кН; ![]() –скорость резания, м/мин.
–скорость резания, м/мин.
Другие конструкции патронов см. приложение к лекции 7 , а также в источнике /5/.
Похожие работы
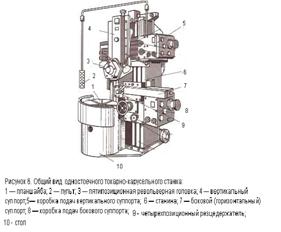
... ось шпинделя вертикальна, а базовая плоскость планшайбы - горизонтальна (рис.6). Карусельные станки бывают: 1) одностоечные; 2) двухстоечные. 2. Токарно-карусельные станки. Относятся к классу средних и тяжелых станков, которые служат для обработки деталей диаметром от 500 мм и выше, массой более 50 – 100 кг. Токарные станки серийного производства. Они отличаются от универсальных тем, что на ...
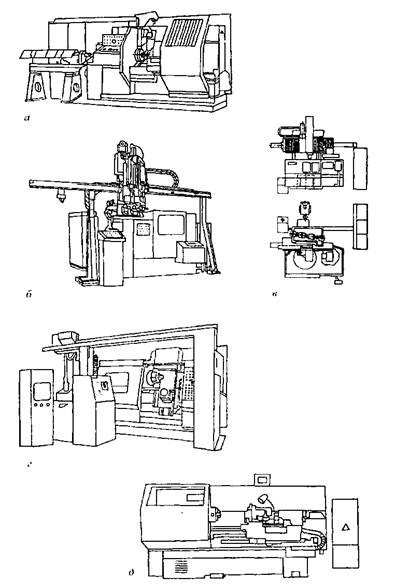
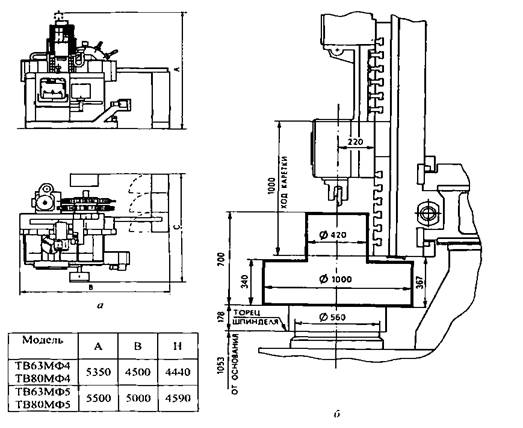
... приводом и вспомогательные команды вводятся в память системы управления с клавиатуры пульта управления, магнитной ленты или перфоленты и могут корректироваться на экране с помощью клавиатуры. Токарный станок с ЧПУ модели 16К30ФЗ и его исполнения 16КЗОФ305, 16К30Ф325, 16К30Ф335 предназначены для выполнения разнообразных токарных работ по замкнутому автоматическому циклу при закреплении заготовки ...
... при подрезке торца; обратный центр (рис13, б) при обтачивании заготовок небольшого диаметра (до 5 мм). Рис.14. Токарные центры: а — простой центр (1 — конус, 2 — шейка, 3 — конус, 4 — хвостовик); б — обратный центр 2. Обработка конструкционных материалов на малогабаритном широкоуниверсальном станке Назначение и область применения станка Малогабаритный широкоуниверсальный станок мод ...
... с целью получения готовой детали или полуфабриката. Подразделяется: по типу применения – на ручной и машинный (станочный), строительный, монтажный, и т. д. по типу обрабатываемого материала – металлорежущий, дереворежущий, и т. д., по типу применяемого материала – быстрорежущий, для высокоскоростной обработки, и т. д., по типу обрабатываемой детали – зуборезный, резьбообразующий, и т. д., ...
0 комментариев