Навигация
Содержание
Введение
1. Сущность токарной обработки. Основные виды токарных работ
2. Обработка конструкционных материалов на малогабаритном широкоуниверсальном станке
3. Правила эксплуатации токарных станков. Типовые отказы и методы их устранения
Заключение
Список использованной литературы
Введение
Токарная обработка является одной из разновидностей обработки металловрезанием. Она осуществляется срезанием с поверхностей заготовки определенного слоя металла (припуска) резцами, сверлами и другими режущими инструментами.
Вращение заготовки, посредством которого совершается процесс резания, называется главным движением, а поступательное перемещение инструмента, обеспечивающее непрерывность этого процесса,— движением подачи. Благодаря определенному сочетанию этих движений на токарных станках можно обрабатывать цилиндрические, конические, фасонные, резьбовые и другие поверхности.
При токарной обработке измерительные инструменты применяются для определения размеров, формы и взаимного расположения отдельных поверхностей деталей как в процессе их изготовления, так и после окончательной обработки. В единичном и мелкосерийном производстве используются универсальные измерительные инструменты — штангенциркули, микрометры, нутромеры и др., а в крупносерийном и массовом — предельные калибры.
Целью данной работы является определение сущности и особенностей организации токарной обработки, характеристика основных видов токарных работ, а также рассмотрение правил эксплуатации токарных станков.
Теоретической и методологической основой работы является анализ учебной, научно-практической, социально-экономической, а также справочной литературы, список которой прилагается.
1. Сущность токарной обработки. Основные виды токарных работ
На токарных станках выполняют обтачивание цилиндрических поверхностей, подрезание торцов, вытачивание наружных канавок, отрезание металла, сверление, рассверливание, зенкерование, развертывание, растачивание отверстий и внутренних канавок, центрование, обработку, поверхностей фасонными резцами, нарезку резьбы плашками, метчиками, резцами, резьбонакатными головками, обработку конических поверхностей.
Основными инструментами при токарной обработке являются резцы. В зависимости от характера обработки резцы бывают черновые и чистовые. Геометрические параметры режущей части этих резцов таковы, что они приспособлены к работе с большой и малой площадью сечения срезаемого слоя. По форме и расположению лезвия относительно стержня резцы подразделяют на прямые (рис. 1, а), отогнутые (рис.1, б), и оттянутые (рис.1, в). У оттянутых резцов ширина лезвия обычно меньше ширины крепежной части. Лезвие может располагаться симметрично
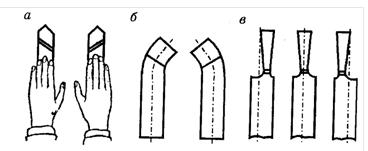
Рис.1. Разновидности токарных резцов: а — прямые, б — отогнутые, в — изогнутые, г — оттянутые по отношению к оси державки резца или быть смещено вправо или влево.
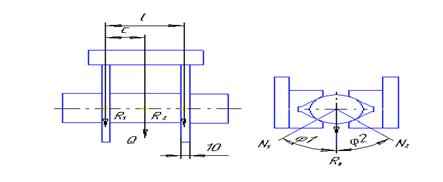
По направлению движения подачи резцы разделяют на правые и левые. У правых резцов главная режущая кромка находится со стороны большого пальца правой руки, если наложить ее на резец сверху (рис.1.2, а). В рабочем движении такие резцы перемещаются справа налево (от задней бабки к передней). У левых резцов при аналогичном наложении левой руки главная режущая кромка также находится со стороны большого пальца (рис.1, б). Такие резцы в движении подачи перемещаются слева направо. По назначению токарные резцы разделяют на проходные, расточные, подрезные, отрезные, фасонные, резьбовые и канавочные. Чтобы обеспечить требуемую точность и качество поверхности детали при сохранении высокой производительности труда, необходимо правильно выбрать геометрию резца. Важную роль здесь играют углы в плане. Углами в плане (рис.2) называются углы между режущими кромками резца и направлением подачи: (φ — главный угол в плане, φ 1 — вспомогательный угол в плане, ε — угол при вершине (ε = 180° - (φ - (φi). Углы φ и φ1 зависят от заточки и установки резца, а угол ε — только от заточки. При малом угле φ в работе участвует большая часть режущей кромки, улучшается отвод теплоты, повышается стойкость резца. При большом угле φ работает меньшая часть режущей кромки, поэтому стойкость резца снижается. При обработке длинной и тонкой заготовки, когда возникает опасность ее прогиба, применяют резцы с большим углом φ, так как при этом отжимающее усилие будет меньше. Для формоизменения заготовок большого диаметра выбирают φ = 30 -45°, для тонких (нежестких) — φ = 60 - 90°.
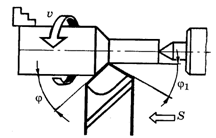
Рис.2. Углы резцов в плане
Вспомогательный угол φ1 — угол между вспомогательной кромкой и направлением подачи. Если φ1 мал, то из-за некоторого отжима резца вспомогательная кромка врезается в обработанную поверхность и портит ее.
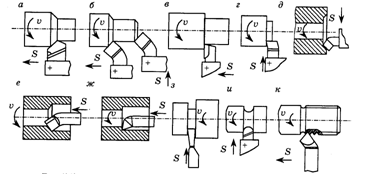
Рис.3. Типы токарных резцов: о — проходные прямые и б — проходные отогнутые, в — проходные упорные, г, д — подрезные, е — расточные проходные, ж — расточные упорные, а — отрезные, и —фасонные, к —резьбовые
Большой угол φ 1 неприемлем из-за ослабления вершины резца. Обычно φ1 = 10— 30°. Проходные прямые (рис.3, а) и отогнутые (рис.3, б) резцы применяют для обработки наружных поверхностей. Для прямых резцов обычно главный угол в плане φ = 45- 60°, а вспомогательный φ1== 10-15°. У проходных отогнутых резцов углы в плане φ = φ1 = 45°. Эти резцы работают как проходные при продольным движении подачи и как подрезные при поперечном движении подачи. Для одновременной обработки цилиндрической поверхности и торцовой плоскости применяют проходные упорные резцы (рис.3, в), работающие с продольным движением подачи. Главный угол в плане φ = 90°.Подрезные резцы применяют для подрезания торцов заготовок. Они работают с поперечным движением подачи по направлению к центру (рис.1.4, г) или от центра (рис.3, д) заготовки. Расточные резцы используют для растачивания отверстий, предварительно просверленных или полученных штамповкой или литьем. Применяют два типа расточных резцов: проходные - для сквозного растачивания (рис.3, с), упорные — для глухого (рис.3, ж). Они различаются формой лезвия. У проходных расточных резцов угол в плане φ = 45-60°, а у упорных — угол φ несколько больше 90°. Отрезные резцы применяют для разрезания заготовок на части, отрезания обработанной заготовки и протачивания канавок. Они работают с поперечным движением подачи (рис.3, з). Отрезной резец имеет главную режущую кромку, расположенную под углом φ = 90° и две вспомогательные с углами φ1 = 1-2°. Фасонные резцы применяют для обработки коротких фа сонных поверхностей с длиной образующей линии до 30-40 мм. Форма режущей кромки фасонного резца соответствует профилю детали. По конструкции такие резцы подразделяют на стержне вые, круглые, призматические, а по направлению движения подачи — на радиальные и тангенциальные. На токарновинторезных станках фасонные поверхности обрабатывают, как правило, стержневыми резцами, которые закрепляют в резцедержателе станка (рис.3, и). Резьбовые резцы (рис.3, к) служат для формирования наружных внутренних резьб любого профиля: прямоугольного, треугольного, трапецеидального. Форма их режущих лезвий соответствует профилю и размерам поперечного сечения нарезаемых резьб.
По конструкции различают резцы цельные, изготовленные из одной заготовки; составные (с неразъемным соединением его частей); с припаянными пластинами; с механическим креплением пластин (рис.4).
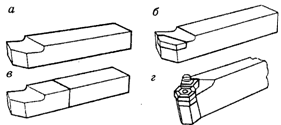
Рис.4. Типы токарных резцов по конструкции: цельные (а, б) составные с припаянными (в) или с механическим креплением (г) пластинами
Державки резцов обычно изготавливают из конструкционных сталей 40, 45, 50 и 40Х с различным сечением: квадратным, прямоугольным, круглым и др. Резцы с механическим креплением твердосплавных пластин имеют значительные преимущества перед напайными резцами, так как при такой конструкции предотвращается возможность появления трещин в пластиках при напайке, удлиняется срок службы крепежной части резца.
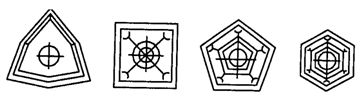
Рис.5. Многогранные режущие пластины
Многогранные режущие пластины изготовляют с тремя, четырьмя, пятью и шестью гранями (рис.5). Для того чтобы создать положительный угол на передней поверхности пластины, вдоль режущих кромок делают лунки и фаски методом прессования с последующим спеканием.

Рис.6. Вращающийся центр
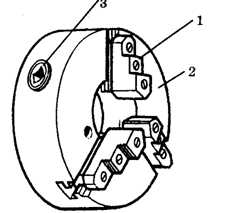
Рис.7. Самоцентрирующийся трех кулачковый патрон
Универсальность металлорежущего станка расширяется применением принадлежностей и приспособлений. На токарном станке основными из них являются: патроны, центры (рис.6), люнеты. Применяются и вспомогательные приспособления: сверлильный патрон, переходные втулки, хомутики. Из патронов наибольшее распространение получил самоцентрирующийся трех кулачковый патрон (рис.7). Его конструкция обеспечивает одновременное перемещение трех кулачков в радиальном направлении, благодаря чему заготовка устанавливается по оси шпинделя.
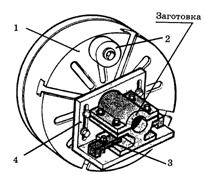
Рис.8. Планшайба
При несимметричном сечении заготовок, когда правильное ее закрепление в трех кулачковом патроне невозможно, применяют четырех кулачковый патрон с раздельным зажимом кулачков или планшайбу (рис.8).
При обработке в центрах, для придания вращения заготовке, применяют поводковые патроны (рис.9). При наружной обработке длинномерных заготовок малого диаметра с целью предотвращения прогиба используют неподвижный (рис.10, а) или подвижный (рис.10, б) люнеты.
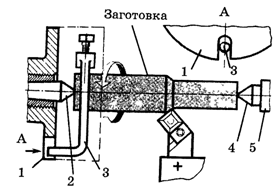
Рис.9. Обработка в центрах: 1 — поводковый патрон, 2 — передний центр, 3 — хомутик, 4 — задний патрон, 5 — пиноль задней бабки
Конические поверхности на токарном станке обрабатывают следующим способами: широким, токарным резцом, поворотом верхних салазок, смещением корпуса задней бабки в поперечном направлении и с помощью копирной или конусной линейки.
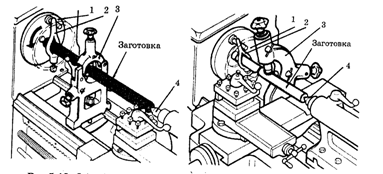
Рис.10. Обработка длиномерных заготовок с использованием неподвижного (а) и подвижного (б) люнетов
Широким резцом (рис.11, а) обтачивают обычно короткие конические поверхности с длиной в 25- 30 мм.
При обработке конических поверхностей поворотом верхнего суппорта (рис.11, б) его устанавливают под углом, равным половине угла при вершине обрабатываемого конуса. Обработка ведется при ручной подаче. Угол поворота определяется по формуле
![]()
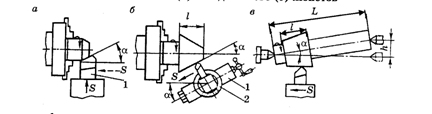
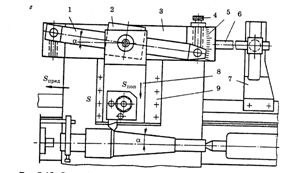
Рис.11. Способы обтачивания конусов: а — широким резцом, б- поворотом верхнего суппорта, в -смещением корпуса задней бабки; г __ с помощью конусной линейки, 1- поворотная линейка, 2- ползушка, 3 — неподвижная линейка, 4 — винт, 5 — шкала, 6- тяга 7 — кронштейн, 8 -салазки, 9 –корпус где D u d— диаметры обрабатываемых конических поверхностей, мм; l — высота конуса, мм.
Смещением корпуса задней бабки в поперечном направлении (рис.11, в) обтачивает длинные конические поверхности с небольшим углом конуса при вершине (до 12°). При этом смещение заднего центра в поперечном направлении определяется из выражения
![]()
где L — общая длина обрабатываемой заготовки, мм.
Способ обработки конических поверхностей с помощью конусной линейки (рис.11, г), прикрепляемой к станине станка, позволяет получать коническую поверхность с углом при вершине до 40°. Обработка ведется с включением механической подачи.
В зависимости от формы и размеров заготовок применяют различные способы их закрепления. При отношении длины заготовки к диаметру L/D < 4 заготовку закрепляют в патроне. При 4<L/D<10 заготовку устанавливают в центрах, а при L/D>10 используют люнеты.
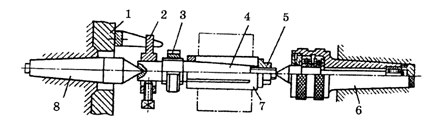
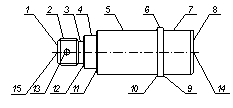
Рис.12. Обработка в центрах: 1 -поводковый патрон, 2 — хомутик, 3 - гайка, 4 -стержень, 5 -гайка, 6 - вращающийся центр, 7 - втулка, 8 - передний центр
Распространенным способом является обработка в центрах (рис. 12), так как она позволяет переставлять деталь со станка на станок без последующей выверки. При этом в торцах обрабатываемой детали предварительно засверливают центровые отверстия. Форма и размеры центровых отверстий (рис.12) стандартизованы. При установке на станке в эти отверстия входят острия центров передней и задней бабок станка. Для передачи вращения от шпинделя передней бабки к обрабатываемой детали применяют поводковый патрон 1 (рис.12), устанавливаемый на шпинделе, и хомутик 2, закрепленный на заготовке.
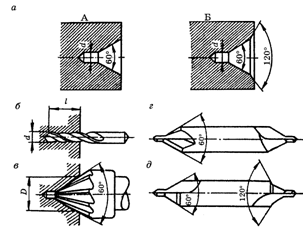
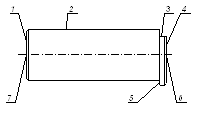
Рис.13. Центровые отверстия (а) и инструмент (б) — цилиндрическое сверло, (в) — зенковка, (г,д) — комбинированые сверла
Центры устанавливаются в шпинделе станка и пиноли задней бабки. Центр, установленный в шпинделе, вращается вместе с заготовкой. Простой центр (рис.13, а), установленный в пиноли задней бабки, не вращается, поэтому изнашивается сам и изнашивает центровое отверстие заготовки. Для предотвращения износа применяют вращающийся центр Иногда используют: срезанный центр при подрезке торца; обратный центр (рис13, б) при обтачивании заготовок небольшого диаметра (до 5 мм).
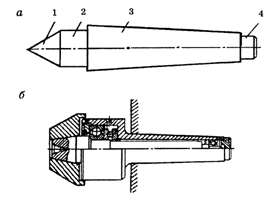
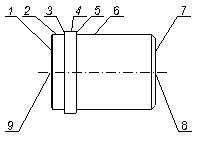
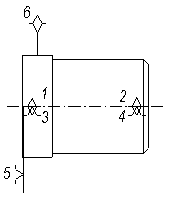
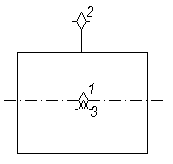
Рис.14. Токарные центры: а — простой центр (1 — конус, 2 — шейка, 3 — конус, 4 — хвостовик); б — обратный центр
Похожие работы
... повышенной гибкости с высокими технологическими показателями работы. Цель данной курсовой работы – решение инженерных задач по изучению и разработке средств автоматизации машиностроения; углубление и закрепления полученных знаний при изучении промышленных роботов и робототехнических комплексов. 1. Выбор заготовок Выбор метода получения заготовки. 1.1.1 Заготовку детали 1 «упор» 938.01.03. ...
... поршня 40 40 40 Диаметр штока 20 20 20 8. Компоновка средств автоматизации загрузки и транспортной системы совместно с используемым токарным оборудованием На основе полученных результатов проделанной работы, используя [6], [7], подготавливаем общий вид робототехнического комплекса. На чертеже общего вида покажем вид в плане РТК, а также дополнительно виды и сечения для пояснения ...
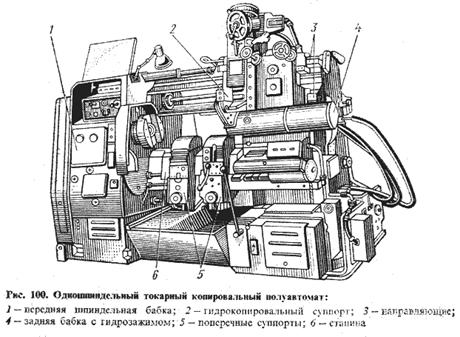
... станка отражаются основные признаки классификации: токарно-револьверный одношпиндельный прутковый автомат, токарный одношпиндельный автомат продольного точения, токарный шестишпиндельный горизонтальный прутковый автомат, токарный восьмпшпиндельный вертикальный полуавтомат, токарно-копировальный полуавтомат для обработки профиля кулачков распределительного вала специализированный и т.п. Основные ...





... ;в=6 кг/мм2 – предел прочности деформируемого материала при температуре окончания штамповки. Мм=1781,9 кг=1,8 т. В соответствии с расчетом для штамповки заготовки зубчатого колеса по ОСТ 2КП12 – 1 – 87 выбираем паровоздушный молот с массой падающих частей 2 тонны. 2. Обработка металлов резанием 2.1 Введение Обработка металлов резанием – технологические процессы обработки металлов путем ...
0 комментариев