Навигация
Электрофизические методы обработки материалов
23173
знака
1
таблица
8
изображений
Введение
Совершенствование конструкции изделия РЭС связано с необходимостью применения новых конструкционных материалов, обладающих особыми свойствами, и поэтому возникает ряд технологических проблем при обработке новых материалов или изготовлении изделий, форма поверхности которых и ее состояние не могут быть получены известными механическими методами. Наряду с обработкой особо прочных материалов большие трудности представляет обработка весьма хрупких материалов, например, полупроводников или неметаллических материалов (ситалла, кварца, керамики, поликора, стекла), получение изделий из сверхтонкой ленты (масок, микрофонных элементов и др.), получение изделий с поверхностью высокого класса, удаление деформированного слоя, снятие заусенцев. В настоящее время для решения вышеперечисленных технологических задач нашли широкое применение электрофизические методы обработки, позволяющие обрабатывать материалы с высокими механическими свойствами без применения больших механических усилий и с применением инструментов, твердость которых значительно меньше твердости обрабатываемого материала. Кроме того, электрофизические методы позволяют производить локальную обработку материалов без изменения свойств материала детали, а в некоторых случаях и улучшать физико-механические свойства (уничтожать наклеп, удалять прижоги, повышать антикоррозийные свойства, улучшать электрофизические свойства – электропроводность и магнитную проницаемость и др.).
1. Электроэрозионная (электроискровая) обработка
В основе этого метода обработки материалов лежит процесс электроэрозии электродов из проводящих материалов при пропускании между ними импульсов электрического тока. Сущность процесса электроэрозии заключается в разрушении поверхности электродов при электрическом пробое межэлектродного промежутка как в газовой среде, так и при заполнении промежутка непроводящими жидкостями (керосином, трансформаторным маслом и т.д.), причем в последнем случае процесс электрической эрозии протекает интенсивнее.
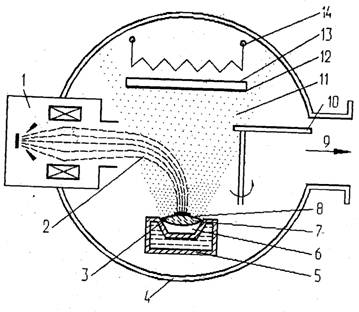
Схема электроискрового станка с генератором импульсов RC изображена на рис. 1.1. Конденсатор С, включенный в зарядный контур, заряжается через резистор R от источника тока. Когда напряжение на электродах 1 и 3, образующих разрядный контур, достигнет пробойного, то происходит разряд в виде электрической искры. Процесс возникновения и развития разряда разделяется на две стадии: подготовка канала разряда; стадия большого тока.
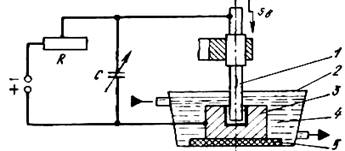
Рис. 1.1. Схема электроискрового станка: 1 – электрод-инструмент; 2 – ванна; 3 – электрод-заготовка; 4 – диэлектрическая жидкость; 5 – изолятор
В первой стадии проводящие частицы, находящиеся в жидкости, под влиянием электрического поля ориентируются по силовым линиям и образуют проводящий мостик между электродами (между инструментом и деталью). При прохождении тока мостик взрывается и образуется канал сквозной проводимости. Во второй стадии через образовавшийся канал проходит вся энергия, запасенная в конденсаторе, создавая импульс тока большой мощности, разрушающий анод. Искровой разряд протекает в течение 10-5 – 10-8 с и практически не нагревает электрод (инструмент и деталь).
При прохождении искрового разряда в жидкости возникает электрогидравлическое явление, создающее взрывной эффект, который способствует удалению металла из межэлектродного промежутка, Последовательность действия разрядов, вызывающих электрическую эрозию, приводит к образованию в изделии выемки, представляющей как бы отпечаток электрода инструмента. Для нормальной работы зазор между инструментом и деталью должен быть постоянным, что обеспечивается автоматической регулировкой подачи инструмента. К инструменту предъявляется требование высокой эрозионной стойкости. В зависимости от формы электрода (инструмента) и характера обработки электроэрозионная обработка разделяется на два основных вида: электроискровая профилированным электродом-инструментом; электроискровая непрофилированным инструментом (движущей проволокой).
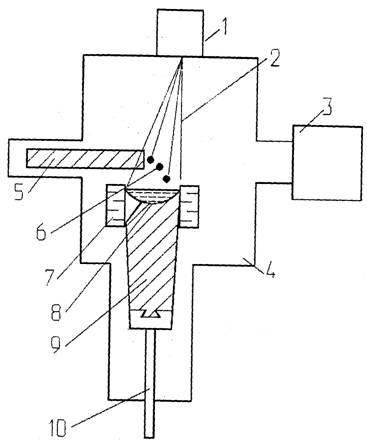
Электроискровая обработка профилированным электродом производят на станке, схема которого изображена на рис. 1.2.
Материал инструмента выбирается в зависимости от материала детали и вида операции. Например, при обработке латуни инструмент из меди или латуни; твердых сплавов – инструмент из вольфрама, молибдена, меди, латуни. Для изготовления отверстий малого диаметра используется инструмент из латуни. При шлифовке и заточке применяется инструмент из стали и чугуна. В качестве жидкости используются керосин или трансформаторное масло. При электроискровом методе применяют короткие импульсы длительностью 20 – 200 мкс и частотой 2 – 5 кГц.
В зависимости от количества энергии в импульсе различают жесткий, средний и мягкий режимы обработки. Жесткий или средний режимы применяют для предварительной обработки; мягкий – для отделочной обработки. При жестком режиме производительность составляет 200 – 400 мм3/мин, точность обработки – h11, h12, шероховатость поверхности Ra 40 – 20 мкм. При мягком режиме производительность составляет 0,01 – 20 мм3/мин, точность обработки до h6, h7 и шероховатость – Ra0,32 – 0,16 мкм (единицы и десятые доли мкм).
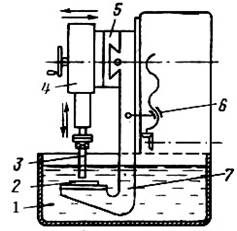
Рис. 1.2. Схема обработки на станке с профилированным электродом: 1 – диэлектрическая жидкость; 2 – изделие; 3 – электрод-инструмент; 4 – суппорт горизонтальный; 5 – суппорт поперечный; 6 – механизм вертикального перемещения; 7 – кронштейн со столиком для крепления детали
Недостатком электроискровой обработки профилированным инструментом является неизбежность появления конусности при изготовлении отверстий и невозможность получения профиля с острыми углами, большой износ инструмента и изменение структуры металла, химического состава и механических свойств в местах обработки на глубину порядка 0,05 – 0,1 мм.
Электроискровая обработка непрофилированным электродом осуществляется на копировально-вырезных станках.
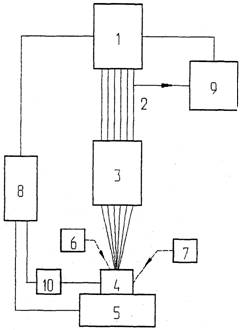
На рис. 1.3 изображена схема обработки сложных профилей на копировально-вырезном станке с оптической системой управления получения профиля детали. В настоящее время существуют станки с ЧПУ, программное устройство которых обеспечивает не только регулирование движений формообразования, но и регулирование технологического режима – напряжение на искровом промежутке. В станках такого типа обеспечивают управление по четырем и больше координатным осям. Обработку ведут непрофилированным инструментом – бесконечным электродом – проволокой. Применяют медную, латунную, вольфрамовую, молибденовую проволоку диаметром 0,02 – 0,03 мм.
Отличительной особенностью этого метода является высокая точность получения профилей благодаря автоматизации управления движения обрабатываемых изделий. Достигаемая точность обработки до 0,01 – 0,002 мм при шероховатости Ra – 1,25 – 0,32 мкм. Метод позволяет обрабатывать как внутренние, так и наружные поверхности сложного профиля.
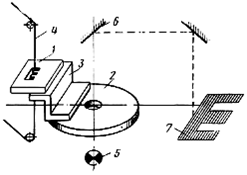
Рис. 1.3. Схема копировально-вырезного станка: 1 – электрод-деталь; 2 – координатный стол; 3 – приспособление для крепления детали; 4 – электрод-проволока; 5 – подсвет; 6 – оптическая система; 7 – копир-экран
Электроимпульсная обработка. В основе этого метода обработки лежит неодинаковая эрозия электродов при различной длительности импульсов. Экспериментально установлено, что полярный эффект при импульсах малой и средней длительности приводит к повышению эрозии анода, а при импульсах большой длительности (более 10000 мкс) катод разрушается значительно сильнее. Поэтому применяют обратную полярность включения электродов и обработку производят при действии униполярных импульсов (одного направления), создаваемых электромашинным или электронным генератором. Материалом инструментов является медь, алюминий, графит. Износ инструмента по сравнению с электроискровой обработкой значительно снижается (в 3 – 5 раза), а производительность достигает до 5000 – 15000 мм3/мин при жестких режимах. Этот метод применяется для обработки фасонных отверстий в деталях из нержавеющих и жаропрочных сплавов, с трудом поддающихся механической обработке.
Высокочастотная электроискровая обработка. Для обработки деталей без последующей доводки применяется высокочастотная электроискровая импульсная обработка повышенной частоты (для 300 кГц) малой мощности. Небольшая энергия в импульсах позволяет получить высокую чистоту поверхности с шероховатостью до Ra 0,63 мкм, а высокая частота следования импульсов обеспечивает более высокую производительность, чем при электроискровом методе. Для нормального протекания процесса производят принудительную прокачку диэлектрической жидкости через межэлектродный промежуток.
Для обработки деталей электроискровым методом выпускают различные станки, которые могут выполнять следующие виды обработки:
прошивку отверстий различной формы и несквозных полостей;
вырезку изделий сложного контура из листовых материалов;
гравирование знаков и рельефа на поверхности деталей;
резку материалов стандартного сортамента на заготовки;
изготовление мелкоячеистых прецизионных сеток.
Похожие работы
... структуры лазерного импульса, затруднена. Заметного снижения погрешности можно достичь при использовании импульсов с упорядоченной структурой. Ионно-лучевая обработка материалов Ионно-лучевая технология - это комплекс способов обработки материалов энергетическими потоками ионов, в результате воздействия которых изменяется форма, физико-химические, механические, электрические и магнитные ...
... обработка – обработка абразивным инструментом (в т. ч. алмазно-абразивным), изготовленным на основе проводящих материалов. Введение в зону обработки электрической энергии значительно сокращает износ инструмента. [4] 3.5 Область применения (ЭЭО) Типовые операции электроэрозионной обработки. По технологическим признакам устанавливаются следующие виды ЭЭО:1. Прошивание отверстий: При ЭЭО прошивают ...
... обработки (схема 1). При электроэрозионных способах обработки съем металла и изменение свойств поверхности детали являются результатом термического действия электрического тока. В свою очередь, электроэрозионные способы обработки металлов по назначению различаются на способы, при помощи которых осуществляется: а) электроэрозионная размерная обработка металлов (съем металла и придание ...
... и эвакуации продуктов эрозии (пара и частиц расплавленного металла) разряд производится в технологической жидкости (керосин, масло, вода). Главными преимуществами электроэрозионной обработки являются возможность обработки металлов с любой прочностью, включая высокопрочные сплавы, а также возможность изготовления отверстий, линий разреза сложной конфигурации. Например, используя электрод в форме ...
0 комментариев