Навигация
Деформация печатных плат
69120
знаков
3
таблицы
13
изображений
3.7 Деформация печатных плат
Вообще говоря, деформация – естественное явление, свойственное композиционным материалам. Поэтому возможность и ограничение деформации предусматривается ГОСТ 23752. Тем не менее, отклонение формы ПП от плоской не удовлетворяют современным требованиям процессов сборки и монтажа печатных узлов и блоков. Если не будут приняты меры по принудительному выправлению ПП в плоскость, их искривленное состояние будет механически зафиксировано впаянными в них элементами. Особенно жестко фиксируют ПП длинные многовыводные контактные элементы: колодки, разъемы, трансформаторы и т.п. При установке ПП в блоки они вынужденно выпрямляются в плоскость за счет механического крепления или движения в направляющие блока. При этом могут возникать значительные напряжения, завершающиеся разрывом соединений. Характерно, что эти отказы не проявляются немедленно, их возникновение маскируется релаксационными явлениями в связующем диэлектрического основания ПП.
Деформация ПП происходит по многим причинам. Главные из них – это асимметрия структуры слоев МПП, неравномерные усадочные явления в стеклопластиках, из-за разной ориентировки переплетений ткани, неравномерное распределение температуры и момента затвердевания смолы при прессовании, неравномерный нагрев ПП в процессе пайки.
Асимметрия МПП – результат неправильного проектирования: используются односторонние слои, положение печатного рисунка которых относительно основания одинаково по всей структуре МПП, не уравновешен баланс двусторонних слоев, с ортогональной трассировкой проводников, применены разнотолщинные материалы, слои с различной насыщенностью печатного рисунка и разное количество прокладочной стеклоткани, несимметрично распределенные в структуре слоев МПП. В большинстве случаев причиной скручивания ПП является несбалансированность слоев с ортогональной трассировкой проводников.
Такая же асимметрия в структуре слоев МПП может возникать в результате использования материалов из разных партий, отличающихся температурой стеклования, текучестью и содержанием связующего и т.д. Неравномерность усадки эпоксидной смолы, взятой из разных партий материалов, используемых в МПП, – наиболее вероятная причина коробления, когда все другие причины ликвидированы.
В ряде случаев, плату можно попытаться выпрямить, терморихтовкой, т.е. нагревом и охлаждением плат под металлической ретиной. Но, если ее коробление вызвано несимметричностью конструкции, плата все равно вернется к деформированному состоянию.
Значительные деформации ПП могут возникать в процессе пайки, если не использовать приспособления, предотвращающие их искривление. Термомеханические напряжения, зарождающиеся в ПП из-за температурных градиентов, вызывают непредсказуемые коробления, которые не всегда обратимы. Особенно большие градиенты возникают при групповых методах пайки, если в процессе предварительного подогрева ПП не приобрела температуры, равной или немного более температуры стеклования связующего. Резкий перепад температур от стороны пайки в направлении монтажа сопровождается значительными напряжениями сдвига, которые могут вызвать не только коробление ПП, но и ее разрушение.
4. Плотность межсоединений
4.1 Методы увеличения плотности монтажа ПП
Существует четыре пути повышения плотности межсоединений и монтажа компонентов на печатных платах:
• уменьшение размера отверстий и контактных площадок, чтобы высвободить пространство для трассировки проводников;
• увеличение количества трасс между отверстиями за счет уменьшения ширины проводников и зазоров;
• введение многоуровневых межсоединений: отказ от сквозных отверстий в пользу глухих и слепых межслойных переходов;
• увеличение количества слоев.
Следует отметить, что большая часть аппаратуры выполнена с использованием двусторонних печатных плат. Если возникает необходимость в особо плотном монтаже, современные технологии и средства проектирования позволяют обойтись 6… 10 слоями.
4.2 Влияние размеров и форм контактных площадок на плотность трассировки
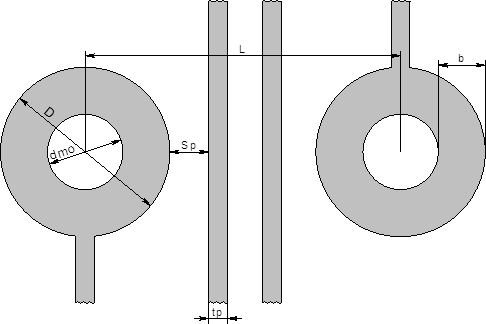
Существенным сдерживающим фактором увеличения трассировочной способности является большой диаметр контактных площадок вокруг сквозных металлизированных отверстий. По существу, контактная площадка является той мишенью, в которую должно попасть отверстие при сверлении. Для выполнения предназначенных ей функций контактная площадка должна охватывать металлизированное отверстие или, по крайней мере, должна исключать торцевую связь проводника с металлизированным отверстием на ограниченном участке, как показано на рис. 2.9. Надежность торцевой связи гораздо меньше, чем прочность связи контактной площадки с отверстием по окружности, большей 180е.

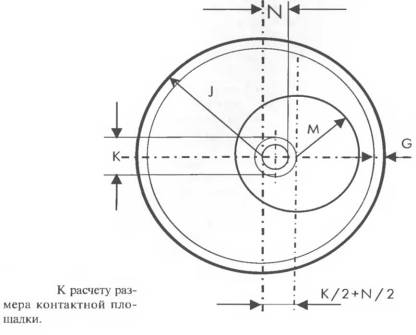
Поэтому считается, что надежное соединение обеспечивается лишь при наличии гарантированного пояска охвата отверстия контактной площадкой. Его минимальные размеры обычно принимаются равными толщине фольги. Расчет минимального размера контактных площадок производят из условий обеспечения минимальной ширины гарантированного пояска охвата, с учетом всех неизбежных погрешностей производства. Рис. 2.10 показывает соотношение геометрических и позиционных погрешностей, принимаемые в расчете. Грубый расчет размера контактных площадок на твердых основаниях производят, ориентировочно, по формуле:
![]()
где J – минимальный размер контактной площадки наружного слоя; М–диаметр сверления; К – позиционная точность сверления; N – позиционная точность рисунка; АВ – отрицательный допуск на размер контактной площадки; С – минимальная ширина пояска охвата металлизированного отверстия контактной площадкой наружного слоя.
При расчете контактных площадок тонких оснований – учитывают дополнительные погрешности совмещения: погрешности базирования величин деформаций пленочных фотошаблонов и слоев после травления и прессования.
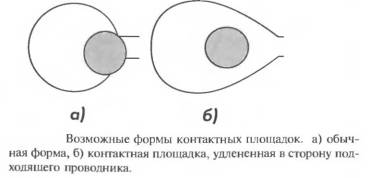
Некоторый выигрыш в уменьшении размера контактной площадки и соответсвующем увеличении трассировочного пространства можно получить за счет удлинения ее формы в сторону подхода проводника к контактной площадке, как показано на рис. 2.11.
Вообще говоря, контактная площадка, это геометрическое место точек, куда может попасть сверление. Поэтому ее размер должен поглотить это геометрическое место с какой-то вероятностью. Подробно об этом в соответствующем разделе.
Размеры контактных площадок существенно сказываются на трассировочной способности печатных плат. Например, в одном проекте уменьшение диаметра площадок с 1,4 до 1,0 мм позволяет более, чем втрое, увеличить плотность межсоединений, в то время, как уменьшение ширины проводников и зазоров с 0,3 до 0,15 мм позволяет увеличить ее лишь вдвое. Очевидно, что уменьшение диаметра контактных площадок или исключение их вообще может быть более действенным способом увеличения плотности межсоединений, чем уменьшение ширины проводников.
Похожие работы
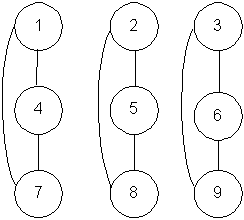
... приводится в графической части. 3. ТРАССИРОВКА МОНТАЖНЫХ СОЕДИНЕНИЙ. 3.1 Трассировка с помощью алгоритма Прима На основании полученных ранее данных и требований задания проведем трассировку общего провода цепи питания печатной платы блока оперативной памяти методом Прима. Для этого приведём необходимый участок печатной платы в сетке с шагом 5. Вывод 1 разъёма должен быть соединён с выводами 7 ...
... разработки Учебный план специальности 200800. 1.3 Цель и назначение разработки Целью является проектирование конструкций изделий 1-ого уровня; освоение методики конструирования печатных узлов и печатных плат, методов их компоновки. 1.4 Источник разработки Журнал "Приборы и техника эксперимента".-2001.- №2.-с.146-148 схема электрическая принципиальная устройства регистрации. 1.5. ...
... различают три метода выполнения ПП: - ручной; - полу автоматизированный; - автоматизированный; Предпочтительными являются полу автоматизированный, автоматизированный методы. 2. Процесс изготовления печатной платы В техническом прогрессе ЭВМ играют значительную роль: они значительно облегчают работу человека в различных областях промышленности, инженерных исследованиях, ...

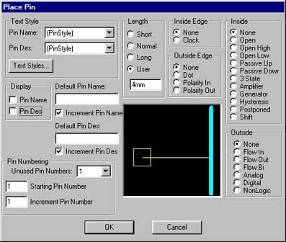


... - Text Style (Текстовый стиль). В этом диалоговом окне установки такие же, как в программе Symbol Editor. 4 РАЗРАБОТАТЬ КОНТАКТНЫЕ ПЛОЩАДКИ Во всех системах автоматизированного проектирования печатных плат информация о графике контактных площадок содержится отдельно от графики корпуса компонента. Это связано с тем, что при изготовлении фотошаблона требуется обеспечить сопряжение программных ...
0 комментариев