Навигация
Конструкция, принцип действия и описание процессов, происходящих в машине
19279
знаков
4
таблицы
2
изображения
2. Конструкция, принцип действия и описание процессов, происходящих в машине
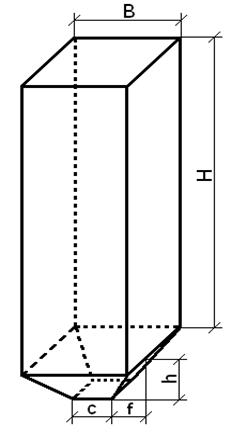
Бегуны мокрого помола (материал влажностью более 15 %) с вращающимися катками (рис. 1) имеют нижнее расположение привода. При вращении вертикального вала 1 катки 5, установленные на подшипниках на водилах 6, перекатываются по поддону 4 и одновременно вращаются вокруг собственных осей. Коленчатые водила, шарнирно закрепленные в цапфе 7, позволяют каткам подниматься или опускаться в зависимости от толщины слоя материала и преодолевать недробимые предметы. Катки устанавливают на разных радиусах от центра поддона, чтобы они перекрывали большую площадь. Поддон укладывают плитами, имеющими овальные отверстия размером от 6×30 до 12×40 мм. Измельченный материал продавливается сквозь отверстия в поддоне и попадает на вращающуюся тарелку 8, с которой сбрасывается скребком 3 в разгрузочный лоток 2. К валу 1 прикреплены поводки со скребками 9, которые очищают борта и поверхность чаши от налипшего материала и равномерно направляют его под катки.

Рисунок 1
Применяют также верхний привод катков, бегуны с вращающейся чашей, бегуны с пружинным, гидравлическим или пневматическим прижимом катков. Использование последних позволяет снизить металлоемкость машины.
В бегунах массивные катки, перекатываясь по слою материала, находящемуся на поддоне, измельчают его раздавливанием и истиранием. Это происходит вследствие того, что широкие катки, перемещаясь по окружности небольшого радиуса, непрерывно разворачиваются относительно поддона и их внешняя сторона скользит юзом, а внутренняя буксует. В бегунах может осуществляться как сухой, так и мокрый помол материалов. Главным параметром бегунов является диаметр D и ширина b катков. Для мокрого помола выпускают бегуны с размерами D х b от 1200 х 300 до 1800 х 800 мм с катками массой, соответственно 2...9 т. Для сухого помола изготавливают бегуны с D х b от 600 х 200 до 1800 х 450 мм.
Бегуны мокрого помола СМ – 365 предназначены для тонкого помола, перемешивания, растирания и увлажнения керамических масс. Чугунное кольцо станины состоит из шести секций, скреплённых болтами. Стальная литая чаша бегунов, укреплённая на станине, имеет форму усечённого конуса, расширяющегося к верху. Отливка чаши выполнена без днища, днищем служат сегментообразные дырчатые плиты, образующие дорожку, по которой перекатываются катки.
Перерабатываемый материал загружается в загрузочную воронку, и далее через течку попадает под каток, раздавливается и истирается. Далее материал продавливается через отверстия решётчатых плит и просыпается под чашу на тарель, с которой сбрасывается на течку для измельчённого материала. Отверстия в дырчатых плитах конические, увеличивающиеся к низу для обеспечения свободного просыпания продавленных в отверстия кусочков материала.
На вертикальном валу бегунов укреплена крестовина с горизонтальными полуосями, на которых вращаются катки. Катки для более эффективного помола снабжены специальными пружинными прижимами. Для регулирования силы прижима катков имеются регулировочные гайки.
Катки бегунов состоят из двух частей: чугунного корпуса и прочно насаженного на него стального бандажа. Бегуны получают движение от электродвигателя через фрикционную муфту, редуктор, горизонтальный приводной вал с конической шестерней. Коническое колесо, входящее в зацепление с шестерней, насажено на вертикальный вал.
Для равномерности загрузки бегуны оснащают вращающейся загрузочной воронкой.
3. Расчёт основных параметров
1) Определение угла захвата.
Углом захвата называют угол, образованный плоскостью чаши и касательными, проведёнными через точки соприкосновения куска материала с поверхностью катка.

Рисунок 2
В момент захвата куска материала в точке А возникает сила нормального давления Р и сила F=P![]() f, где f – коэффициент трения (рис.2,схема а).
f, где f – коэффициент трения (рис.2,схема а).
Возникает также сила противодействия P1 и сила трения P1![]() f. При равновесии куска имеем:
f. При равновесии куска имеем:
∑x=0, P![]() sinα – P
sinα – P![]() f
f![]() cosα - P1
cosα - P1![]() f=0,
f=0,
P![]() sinα= P1
sinα= P1![]() f+ P
f+ P![]() f
f![]() cosα
cosα
∑y=0, P1 – P![]() f
f![]() sinα – P
sinα – P![]() cosα
cosα
P1= P![]() f
f![]() sinα + P
sinα + P![]() cosα
cosα
Получаем:
P![]() sinα=f
sinα=f![]() P
P![]() cosα + f
cosα + f![]() P
P![]() (cosα + fsinα). (1)
(cosα + fsinα). (1)
tgα= 2![]() f/(1 – f2)
f/(1 – f2)
Подставим значение коэффициента трения
f=tg2 φ,
где φ – угол трения:
tgα=2tg φ/(1 – tg2 φ)=tg2 φ (2)
α<2 φ (3)
Следовательно, угол захвата должен быть меньше двойного угла трения. Коэффициент трения может колебаться в пределах 0,3 – 0,5, что соответствует углу захвата 30 – 50 ˚.
2) Определение соотношений между диаметром катка бегунов и диаметром дробимого материала (рис.2, схема б).
где D – диаметр катка,
d – диаметр куска дробимого материала.
При угле α = 50˚ получаем:
При угле α = 30˚:
D = (4,6…14) d. (6)
При D =1800 мм возможная крупность дробимого материала:
dmax = ![]() .
.
При переработке влажных глин отношение D/d составляет 5…6,
следовательно для бегунов СМ – 365 максимальная крупность исходного материала составляет:
dmax = ![]() .
.
Для обеспечения надёжного захвата материала максимальная крупность кусков принимается на 20% меньше.
d = 0,8![]() dmax =0,8
dmax =0,8 ![]() (360…300) = 288…240 мм.
(360…300) = 288…240 мм.
3) Сила нормального давления, действующая на
материал (усилие раздавливание), H:
Pср = σсж![]() F
F ![]() Kρ (7)
Kρ (7)
где σсж – предел прочности материала при сжатии, H/м2,
для мягких пород σсж = 80МПа, для прочных σсж ≥ 150МПа
(1 H/м2 = 10-6 МПа); F – площадь дробления, м2;
Kρ -коэффициент разрыхления материала (для прочных пород
Kρ = 0,2 … 0,3, для глины Kρ = 0,4 … 0,6).
Полагая, что F=b![]() l = b
l = b![]() R
R![]() β,
β,
где l – длина дуги на участке измельчения материала, м;
R=D/2 - радиус катка, м;
b – ширина катков, м;
β - угол дуги, рад, β = α /2.
Формула (7) принимает следующий вид
При дроблении твердых пород (β=16°40’ ):
Pср = 0,04![]() σсж
σсж![]() b
b![]() D, (8)
D, (8)
при дроблении глин (β = 24°20’ ):
Pср = 0,1 ![]() σсж
σсж![]() b
b![]() D (9)
D (9)
Для бегунов СМ – 365:
σсж = 80 МПа = 800000 Н.
B = 0,8 м;
D = 1,8 м.
Pср=0,1![]() 8000000
8000000![]() 0,8
0,8![]() 1,8=152000 Н.
1,8=152000 Н.
4) Определение угловой скорости и числа оборотов вертикального вала бегунов.
На вращающейся чаше материал находится под действием двух сил: силы трения G![]() f, удерживающей материал на чаше, и центробежной сил mω2
f, удерживающей материал на чаше, и центробежной сил mω2![]() стремящейся отбросить материал
стремящейся отбросить материал
(где r – наружный радиус качения катка; ω – угловая скорость вращения вертикального вала; ![]() - линейная скорость.).
- линейная скорость.).
Чтобы материал не отбрасывался к борту чаши должно соблюдаться условие:
Gf![]() m
m![]() ω2
ω2![]() r;
r;
Gf![]() m
m![]() v2/r,
v2/r,
где ω – угловая скорость вращения вертикального вала;
m=G/g; v=![]() r
r![]() n/30.
n/30.
Тогда:
Gf![]() ω2
ω2![]() r;
r;
Gf![]() ,
,
где n – частота вращения вала.
ω (рад/с); (10)
(рад/с); (10)
n![]() (об/мин). (11)
(об/мин). (11)
Приняв для увлажнённых глин f=0,5 получаем:
Угловая скорость вращения вертикального вала:
ω =2,4 рад/с
=2,4 рад/с
Частота вращения вала:
n = 23,3 об/мин.
= 23,3 об/мин.
5) Определение производительности бегунов.
Для ориентировочного расчёта производительности бегунов с решётчатым подом используют следующую формулу:
Q =![]() (м3/с); (12)
(м3/с); (12)
Q = S![]() l
l![]() a
a![]() n
n ![]() 60
60![]()
![]() (м3/ч); (13)
(м3/ч); (13)
где S – площадь отверстия в решётчатой плите, м2;
l – длина глиняного прутка, м, продавливаемого при каждом набегании катка (l= 25 – 35 мм для глин влажностью 20 – 22%);
а – число отверстий, перекрываемых катком за один оборот вертикального вала;
ω – угловая скорость вертикального вала, рад/с;
n – частота вращения вертикального вала, об/мин;
λ – поправочный коэффициент, λ = 0,8 – 0,9.
Исходные данные для бегунов мокрого помола СМ – 365:
S = 34 ![]() 2
2![]() 8 + 2
8 + 2![]() = 745 мм2 =0,000745 м2;
= 745 мм2 =0,000745 м2;
а = 920;
l = 30мм = 0,03м;
λ = 0,8;
n = 22,7 об/мин.
Q = 0,000745 ![]() 0,03
0,03 ![]() 920
920![]() 22,7
22,7![]() 60
60![]() 0,8 = 22,4 м3/ч.
0,8 = 22,4 м3/ч.
При плотности глины (влажностью 20%) γ = 1450 кг/м3 получим:
Q = 22,4 ![]() 1450 = 38480 кг/ч = 38,4 т/ч.
1450 = 38480 кг/ч = 38,4 т/ч.
6) Определение мощности двигателя.
Мощность двигателя может быть определена как сумма мощностей, необходимых в основном для преодоления сил трения качения и трения скольжения катков.
N = (N1 + N2)/ η, (14)
где N1 – мощность, необходимая для преодоления сил трения качения;
N2 – мощность, необходимая для преодоления сил трения скольжения катков.
η – КПД установки, η = 0,5 – 0,8.
Мощность, необходимая для преодоления сил трения качения
N1 = ![]() (кВт), (15)
(кВт), (15)
где G – вес (сила тяжести катка), Н;
![]() - коэффициент трения качения;
- коэффициент трения качения;
vср – средняя окружная скорость качения катка, м/с:
R – радиус катка, м.
Подставляя в формулу значение средней окружной скорости
vср =![]() r
r![]() n/30,
n/30,
получаем
N1 = ![]() ; (16)
; (16)
N1 = ![]() =
= ![]() (кВт), (17)
(кВт), (17)
где i – число катков.
Исходные данные:
G = 90000 Н;
![]() = 0,03;
= 0,03;
r = 0,9 м;
n = 22,7 об/мин ;
i = 2;
R = 0,9 м.
N1 = ![]() = 12,8 кВт.
= 12,8 кВт.
Мощность, необходимая для преодоления сил трения скольжения катков:
N2 = ![]() (кВт); (18)
(кВт); (18)
N2 = ![]() =
= ![]() (кВт), (19)
(кВт), (19)
где ![]() - коэффициент трения скольжения;
- коэффициент трения скольжения;
b – ширина катка.
Для бегунов СМ – 365:
fск = 0,3;
b = 0,8 м.
N2 = ![]() = 25,7 кВт.
= 25,7 кВт.
Необходимая мощность электродвигателя:
N = kN![]()
![]() , (20)
, (20)
где kN – коэффициент мощности двигателя на преодоление пускового момента, kN = 1,1 – 1,5.
N = 1,1![]()
![]() = 60,48 кВт.
= 60,48 кВт.
Похожие работы
... не требуют обслуживания и ремонта, то есть являются более эффективными при долговременной эксплуатации. Краснодарский край в течение многих лет является лидером среди регионов России по производству керамического кирпича. Его удельный выпуск сопоставим с развитыми странами и заметно выше среднего по России (табл. 4). /2.3/ Таблица 4 - Удельное производство керамического кирпича Страны ...
... 4280 tОБЖ=1000оС СО, NО2, СН4 5 Повышение уровня шума оказывает вредное воздействие на организм человека. Производственные процессы на предприятии в разрабатываемом проекте сопровождаются шумом, непревышающим установленные нормы. Контроль шумового воздействия на производстве осуществляется в соответствии с ГОСТ 12.1.003-83 «Шум. Общие требования безопасности» и СН 3223-85 «Санитарные нормы ...
... ; -укладка кирпича на поддоны; -складирование готовой продукции; В июне 1997 года на Себряковском комбинате асбестоцементных изделий, Волгоградской области введен в эксплуатацию завод по производству керамического кирпича по предлагаемой технологии. В ноябре 2000 г. там же введен в эксплуатацию второй завод. В настоящее время они аналогов пока не имеют. № Наименование, назначение Кол-во ...
... кварца 575 °С, связанного со скачкообразным изменением объема материала.. Толстостенные изделия, такие как фарфоровая посуда для общественного питания, можно обжигать однократно, минуя первый обжиг. На Минском фарфоровом заводе утильный обжиг производится в следующих печах: полые изделия обжигаются в печи ЛЕР, а плоские изделия в печи типа ПОК. Температурные режимы печей приведены в приложении. ...
0 комментариев