Навигация
Производство керамического кирпича
76686
знаков
20
таблиц
0
изображений
Введение. Состояние производства керамического кирпича
Одним из самых распространенных материалов, традиционно используемым при возведении зданий и сооружений, является кирпич. Более чем тысячелетняя практика применения кирпича позволяет однозначно отнести его к категории наиболее долговечных строительных материалов. Наряду с этим, технология кирпичной кладки предоставляет архитекторам и дизайнерам неограниченные возможности для воплощения творческих замыслов. Обеспечивая надежную защиту от воздействия внешних факторов, обладая высокой огнестойкостью и сравнительно низкой теплопроводностью, кирпич предопределяет высокий уровень безопасности и комфорта как жилых, так и промышленных зданий и сооружений. В данном дипломном проекте рассмотрено производство керамических кирпичей методом пластического формования.
Строительный керамический кирпич позволяет сэкономить при строительстве дефицитные металлы, цемент, а также транспортные средства. В общем балансе производства и применения стеновых материалов керамический кирпич занимает более 30%. Кирпич, накапливая солнечную энергию, медленно и равномерно отдает тепло, что защищает от чрезмерного нагревания летом и сохраняет тепло зимой. Кирпичная стена «дышит», пропуская испарения сквозь свою толщу. В результате в помещениях поддерживается уровень равновесной влажности
В данный момент в производстве строительного керамического кирпича сосредоточено внимание на совершенствовании технологии, улучшении качества выпускаемой продукции и расширении ассортимента.
При строительстве новых предприятий предусматривается установление автоматизированных и высокомеханизированных технологических линий на базе современного отечественного и импортного оборудования. Осваивается выпуск эффективной пустотелой продукции, которая должна постепенно экономить сырьё, но и уменьшать толщину и массу наружных стен без снижения их теплозащитных свойств, а также создавать облегчённые конструкции панелей для индустриализации строительства.
Расширение ассортимента и, в частности, производство эффективных изделий с увеличением размеров и уменьшением средней плотности до 1250-1350 кг/м3 и менее за счёт рациональной формы и увеличения количества пустот снизит расход материалов на 1м2 наружных стен на 20-30%. На действующих заводах наряду с дальнейшей механизацией и автоматизацией производства кирпича будут всемерно улучшаться его качество и повышаться прочностные свойства, требующиеся для строительства зданий повышенной этажности и специальных сооружений. Применение в строительстве кирпича высоких марок в несущих конструкциях позволяет уменьшить его расход на 15-30%.
Необходимо более широко развивать производство лицевого кирпича, позволяющего исключать оштукатуривание зданий и улучшать их архитектурный вид.
Улучшение качества продукции вызывает необходимость повышения культуры производства, более строгого соблюдения технологических параметров по всем переделам, улучшения обработки, рациональной шихтовки путём ввода различных добавок, в том числе отходов других отраслей промышленности.
В условиях структурной перестройки в области гражданского строительства с ориентированием на индивидуальное жилье, повышением требований к качеству и комфортности жилых помещений, внешнему виду зданий, повысились требования к промышленным строительным материалам, в том числе керамическому кирпичу. Потребитель требует керамический кирпич высокой марочности (М 200 и выше), лицевого качества, с ровными кромками или фасками, равномерно окрашенный и даже цветной, разной конфигурации (угловой, радиальный и т.п.) и, безусловно, с доступной ценой.
Устойчивая тенденция к повышению рыночного спроса на качественный керамический кирпич находится в явном несоответствии с современным положением дел в отрасли производства керамического кирпича.
Современное техническое состояние многих кирпичных заводов характеризуется устаревшими технологиями и оборудованием.Из-за отсутствия средств на техническое переоснащение многие заводы вынуждены закрываться.
Большинство заводов по производству керамического кирпича сосредоточено в центре европейской части России. Ряд регионов, несмотря на наличие сырьевой базы, вынужден ввозить его из других регионов, что существенным образом отражается на его стоимости .
Треть работающих предприятий по производству керамического кирпича имеют годовой выпуск 3-5 млн. шт. В большей части это так называемые < сезонные> заводы или отечественные заводы проектной мощностью до 15-20 млн. штук у. к. в год, но практически полностью технически изношенные. В то же время эти заводы располагают карьерными запасами качественной глины, а также персоналом, имеющим определенные знания и опыт в керамическом производстве.
Ряд заводов, поставленных ранее фирмами Германии, Болгарии, Италии, в силу экономических причин и отсутствия запасных частей не в состоянии поддерживать работоспособность оборудования. Фактическая мощность этих заводов составляет сегодня не более 50 % проектной, себестоимость кирпича резко выросла, заводы имеют повышенный расход топлива и электроэнергии на единицу продукции из-за недогруза сушил и печей обжига, технологического оборудования.
Многие предприятия перешли или переходят в собственность владельцев, не обладающих специфическими знаниями и не имеющих опыта работы в кирпичном производстве. Им трудно охватить весь комплекс проблем, разработать мероприятия и очередность их реализации с целью приведения завода в надлежащее техническое состояние, обеспечения роста объемов производства и качества выпускаемого керамического кирпича.
В сложившихся условиях удовлетворить запросы строителей и архитекторов по объемам производства, номенклатуре и качеству керамического кирпича можно, сосредоточив внимание производства строительного керамического кирпича на совершенствовании технологии, улучшении качества выпускаемой продукции и расширении ассортимента.
При строительстве новых предприятий нужно предусматривать установление автоматизированных и высокомеханизированных технологических линий на базе современного отечественного и импортного оборудования. Осваивать выпуск эффективной пустотелой продукции, которая должна постепенно заменять традиционный полнотелый кирпич. Это позволит не только экономить сырьё, но и уменьшать толщину и массу наружных стен без снижения их теплозащитных свойств, а также создавать облегчённые конструкции панелей для индустриализации строительства.
Расширение ассортимента и, в частности, производство эффективных изделий с увеличением размеров и уменьшением средней плотности до 1250-1350 кг/м3 и менее за счёт рациональной формы и увеличения количества пустот снизит расход материалов на 1м2 наружных стен на 20-30%.
На действующих заводах наряду с дальнейшей механизацией и автоматизацией производства кирпича необходимо улучшать его качество и повышать прочностные свойства, требующиеся для строительства зданий повышенной этажности и специальных сооружений. Применение в строительстве кирпича высоких марок в несущих конструкциях позволяет уменьшить его расход на 15-30%.
Необходимо более широко развивать производство лицевого кирпича, позволяющего исключать оштукатуривание зданий и улучшать их архитектурный вид.
Улучшение качества продукции вызывает необходимость повышения культуры производства, более строгого соблюдения технологических параметров по всем переделам, улучшения обработки, рациональной шихтовки путём ввода различных добавок, в том числе отходов других отраслей промышленности.
Из всего вышесказанного можно сделать вывод: В современных условиях производство строительных материалов является одним из важнейших направлений нашей отечественой промышленности. Это объясняется ежегодно повышающимися темпами строительства и дефицитом высококачественных стройматериалов. Недостатки, низкое качество и дороговизна многих стройматериалов, заставляют искать более совершенные и инновационные методы их производства.
Обоснование выбранного места строительства
Завод по производству Керамического кирпича будет расположен в Дмитровском районе Московской области, вблизи Верескинского месторождения глин . В Московской области проживают 12млн. человек, развита промышленность, построены автомобильные и железнодорожные пути. Завод находится в непосредственной близости к г. Москве ( в 20 км. от МКАД) - крупнейшим потребителем керамического кирпича в Российской Федерации. Ежегодно в Московском регионе устойчиво увеличивается объёмы строительства и повышается спрос на стройматериалы в том числе и на керамический кирпич.
Основными конкурентами на рынке сбыта керамического кирпича являются Владимировская и Ярославская области. Но за счёт дальности к потребителям повышаются расходы на транспортировку кирпича из данных областей. Преимущество строительства кирпича в Московском регионе – это близость к основным потребителям.
Месторождение глин расположено в Молжаниновском районе он входит в состав Северного административного округа г. Москвы. В него включены деревни Молжаниновка, Бурцево, Новодмитровка, Новоселки, Мелькисарово, Черкизово,Верескино. Выемка глины будет производится вблизи деревни Верескино. Площадь участка, выделенного для выемки покровных суглинков, подлежащая рекультивации, составляет – 11га.
Отличительной особенностью кирпича, который будет производиться, является его экологическая чистота, которая объясняется качествами применяемого в производстве сырья. В отличие от продукции других предприятий используемая глина Верескинского месторождения не содержит примесей металлов и горных пород, имеющих иногда вредный радиационный фон. Научно-технический потенциал Московской области дает возможность привлечь к реализации проекта специалистов высокой научно-производственной квалификации. По оценкам специалистов, запасов глины данного месторождения хватит на 20 лет бесперебойной работы предприятия при планируемом объеме производства.
Привязка к источникам: энергосбережения–Мосэнерго, ГОСТ 5542-87
Газоснабжения -ММГП Мосгаз (Ставропольский газ) водоснабжение городское. При производстве кирпича в качестве отощающих добавок планируется использовать уносы (отходы керамзитного производства), прилегающего к территории проектируемого завода. Все это обуславливает хорошие перспективы для строительства и развития завода, обеспечивает выпускаемой продукции предприятия широкий региональный рынок, поскольку есть развитая транспортная инфраструктура, ресурсы рабочей силы, потребность в строительстве и, главное, хорошая сырьевая база.
Характеристика сырьяВ проектируемом участке для производства керамического кирпича в качестве основного компонента используем глину Верескинского месторождения.
Химический состав глины, %| SiO2 | Al2O3 | Fe2O3 | CaO | MgO | SO3 | R2О | п.п.п. |
| 70,53 | 14,43 | 5,33 | 1,11 | 1,02 | Следы | 3,23 | 3,87 |
Характеристика основных видов сырья.
Глина
1. По содержанию AI2О3 в прокалённом состоянии – к группе полукислых ( AI2О3 - 15,01 %)
2. По содержанию красящих оксидов – к группе с высоким содержанием красящих окисло ( содержание Fe2О3 в прокалённом состоянии – 5,54%)
3. По содержанию водорастворимых ионов ( содержание на 100г. глины – 0,27 мг.экв)
4. По содержанию тонкодисперсных фракций относиться к группе низкодисперсных ( содержание частиц размером менее: 10 мкм – 58,16%, 1мкм – 29,30%)
5. По степени засоренности - к группе с низким содержанием включений ( остаток на сите 0,5мм. – 0,31% )
6. По числу пластичности относится к группе среднепластичных ( число пластичности–20)
7. Коэффициент чувствительности к сушке – 1,05 (среднечувствительная глина)
9. Водопоглащение 19,8-16,1-12,9%
10. Плотность 1,85-1,95-2,18г/см
Ассортимент и требования к выпускаемой продукции
Кирпич и камни по ГОСТ 530-95 изготовляют из глинистых и кремнезёмистых пород (трепела, диатомита), лёссов и промышленных отходов угледобычи, углеобогащения, а также зол, шламов с минеральными и органическими добавками или без них. Кирпич можно изготовлять полнотелым или пустотелым, а камни - только пустотелыми.
2.1. Номенклатура выпускаемых изделийКирпич и камни в зависимости от размеров подразделяются на виды, указанные в таблице 1.
Таблица 1.
Параметры и размеры строительной керамики .
| Вид изделий | Длина | Ширина | Толщина |
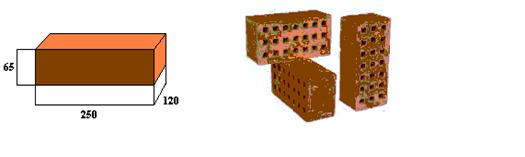
| Кирпич | 250 | 120 | 65 |
| Кирпич утолщённый | 250 | 120 | 88 |
| Кирпич модульных размеров | 288 | 138 | 63 |
| Камень | 250 | 120 | 138 |
| Камень модульных размеров | 288 | 138 | 138 |
| Камень укрупнённый | 250 | 250 | 138 |
| Камни с горизонтальным расположением пустот | 250 | 250 | 120 |
По теплотехническим свойствам и плотности (объёмной массе) кирпич и камни в высушенном до постоянной массы состоянии подразделяются на три группы:
- эффективные, улучшающие теплотехнические свойства стен и позволяющие уменьшить их толщину по сравнению с толщиной стен, выполненных из обыкновенного кирпича. К этой группе относят кирпич плотностью не более 1400 кг/м3 и камни плотностью не более 1450 кг/м3;
- условно эффективные, улучшающие теплотехнические свойства ограждающих конструкций. К этой группе относят кирпич плотностью свыше 1400 кг/м3 и камни плотностью свыше1450 и до 1600 кг/м3;
- обыкновенный кирпич плотностью свыше 1600 кг/м3.
Масса кирпича и камней должна удовлетворять требованиям ГОСТ 22951-78.
По прочности кирпич и камни подразделяют на марки 300,250, 200, 175, 150, 125, 100, 75.
По морозостойкости кирпич и камни подразделяются на марки Мрз 15, Мрз 25, Мрз 35 и Мрз 50.
Намечаемый к производству кирпич керамический в данном дипломном проекте должен соответствовать ГОСТ 530-95 "Кирпич и камни керамические". К производству планируется кирпич со следующими параметрами:
длина — 250 мм,
ширина — 120 мм,
толщина — 65 мм,
кирпич полнотелый
марка кирпича (по прочности) — 150
плотность (объемная масса) — 1600 кг/м3
морозостойкость (Мрз) — 25-35.
пористость 8%
По теплотехническим свойствам и плотности (объемной массе) планируемый к выпуску кирпич относится к группе условно эффективных, улучшающих теплотехнические свойства стен. Он может применяться для облицовочных работ и для рядовой кладки стен жилых и общественных зданий.
Технические требования к выпускаемой продукцииКирпич и камни должны удовлетворять требованиям стандарта и изготовляться по технологическим регламентам, утверждённым в установленном порядке.
Предел прочности при сжатии и изгибе кирпича и предел прочности при сжатии камней по площади брутто (без вычета площади пустот) должны быть не менее значений, указанных в таблице.
Пределы прочности и сжатия для камней и кирпичей.
| Предел прочности, Мпа (кгс/см2) | ||||||||||||||||
| При сжатии | При изгибе | |||||||||||||||
| Для всех видов кирпича и камней | Для полнотелого кирпича пластического формования | Для полнотелого кирпича полусухого формования и пустотелого кирпича | Для утолщённого кирпича |
| ||||||||||||
| Средний для 5 образцов | Наименьший для отдельного образца | Средний для 5 образцов | Наименьший для отдельного образ ца | Средний для 5 образцов | Наименьший для отдельного образца | Средний для 5 образцов | Наименьший для отдельного образца |
| ||||||||
| 300 | 30(300) | 25(250) | 4,4(44) | 2,2(22) | 3,4(34) | 1,7(17) | 2,9(29) | 1,5(15) | ||||||||
| 250 | 25(250) | 20(200) | 3,9(39) | 2,0(20) | 2,9(29) | 1,5(15) | 2,5(25) | 1,3(13) | ||||||||
| 200 | 20(200) | 17,5(175) | 3,4(34) | 1,7(17) | 2,5(25) | 1,3(13) | 2,3(23) | 1,1(11) | ||||||||
| 175 | 17,5(175) | 15(150) | 3,1(31) | 1,5(15) | 2,3(23) | 1,1(11) | 2,1(21) | 1,0(10) | ||||||||
| 150 | 15(150) | 12,5(125) | 2,8(28) | 1,4(14) | 2,1(21) | 1,0(10) | 1,8(18) | 0,9(9) | ||||||||
| 125 | 12,5(125) | 10(100) | 2,5(25) | 1,2(12) | 1,9(19) | 0,9(9) | 1,6(16) | 0,8(8) | ||||||||
| 100 | 10(100) | 7,5(75) | 2,2(22) | 1,1(11) | 1,6(16) | 0,8(8) | 1,4(14) | 0,7(7) | ||||||||
| 75 | 7,5(75) | 5(50) | 1,8(18) | 0,9(9) | 1,4(14) | 0,7(7) | 1,2(12) | 0,6(6) | ||||||||
| Для кирпича и камней с горизонтальным расположением пустот | ||||||||||||||||
| 50 | 5(50) | 3,5(35) | - | - | - | - | - | - | ||||||||
| 35 | 3,5(35) | 2,5(25) | - | - | - | - | - | - | ||||||||
| 25 | 2,5(25) | 1,5(15) | - | - | - | - | - | - | ||||||||
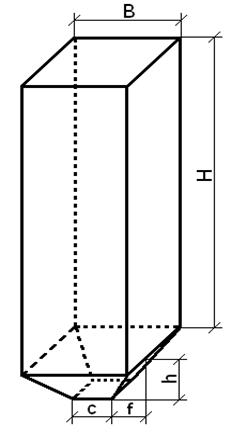
Кирпич и камни керамические имеют форму прямоугольного параллелепипеда с прямыми рёбрами и углами и ровными гранями на лицевых поверхностях. Поверхность граней может быть рифлёной. Допускается изготовление кирпича и камней с закруглёнными углами радиусом закругления до 15 мм. Пустоты в кирпиче и камнях должны располагаться перпендикулярно или параллельно постели и могут быть сквозными и несквозными. Размер сквозных цилиндрических пустот по наименьшему диаметру должен быть не более 16 мм, ширина щелевидных пустот - не более 12 мм. Диаметр несквозных пустот не регламентируется. Размер горизонтальных пустот не регламентируется. Толщина наружных стенок кирпича и камней должна быть не менее 12 мм.
Отклонения от установленных размеров и показателей внешнего вида кирпича и камней не должны превышать на одном изделии следующих значений:
1. Отклонение от размеров, мм:
- по длине ±7
- по ширине ±5
- по толщине:
кирпича ±3
камня ±4
2. Непрямолинейность ребер и граней кирпича и камней, мм, не более:
- по постели 4
- по ложку 6
3. Отбитости углов глубиной от 10 до 15 мм, шт. 2
4. Отбитости и притупленности ребер, не доходящие до пустот, глубиной более 5 мм, длиной по ребру от 10 до 15 мм, шт. 2
5. Трещины протяжённостью по постели полнотелого кирпича до 30 мм, пустотелых изделий не более, чем до первого ряда пустот (на кирпиче- на всю толщину, на камнях- на ½ ложковой или тычковой граней), шт.
- на ложковых гранях 1
- на тычковых гранях 1
Общее количество кирпича и камней с отбитостями, превышающими допускаемые, не должно быть более 5%. Количество половняка в партии не должно быть более 5%.
Половняком считают изделия, состоящие из парных половинок или имеющие трещины протяжённостью по постели полнотелого кирпича более 30 мм, пустотелых изделий - более чем до первого ряда пустот (на кирпиче на всю толщину, на камнях на ½ ложковых или тычковых граней).
Недожог и пережог кирпича и камней являются браком; поставка таких изделий потребителю не допускается.
Известковые включения (дутики), вызывающие после испытания разрушение изделий или отколы на их поверхности размером по наибольшему измерению от 5 до 10 мм в количестве более трёх, не допускаются.
Водопоглощение кирпича и камней, высушенных до постоянной массы, должно быть для полнотелого кирпича не менее 8%, для пустотелых изделий - не менее 6%.
Кирпич и камни в насыщенном водой состоянии должны выдерживать без каких-либо признаков видимых повреждений (расслоение, шелушение, растрескивание, выкрашивание) не менее 15, 25, 35, и 50 циклов попеременного замораживания и оттаивания, в зависимости от марки по морозостойкости.
Кирпич и камни высшей категории качества должны удовлетворять требованиям:
- пустотелые должны быть эффективными или условно эффективными и иметь марку по прочности не менее 100;
- полнотелый кирпич должен иметь марку по прочности не менее 150;
- морозостойкость изделий должна быть не менее Мрз 25;
общее количество кирпича и камней с отбитостями, превышающими допускаемые, не должно быть более 3%.
Обоснование выбора способа производства
При производстве керамического кирпича используется метод полусухого прессования и метод пластического формования, каждый из которых имеет свои достоинства и недостатки. При наличии рыхлых глин и глин средней плотности с влажностью не свыше 23-25% применяют пластический способ переработки глин; для слишком плотных глин, плохо поддающихся увлажнению и обработке с низкой карьерной влажностью (менее 14-16%) - полусухой способ переработки.
Метод полусухого прессования предусматривает предварительное высушивание сырья, последующее измельчение его в порошок, прессование сырца в пресс-формах при удельных давлениях, в десятки раз превышающих давление прессование на ленточных прессах. Преимущества технологии полусухого прессования заключается в том, что спрессованный кирпич-сырец укладывается непосредственно на печные вагонетки и на них высушивается в туннельных сушилках, или же, минуя предварительную досушку, непосредственно поступает на обжиг. Комплексная механизация производства осуществляется проще, чем при методе пластического формования. Однако технология полусухого прессования требует более совершенной системы аспирации на трактах приготовления и транспортирование порошка, использования более высокопроизводительных прессов.
Технологическая схема производства изделий с пластическим способом подготовки массы, несмотря на свою сложность и длительность, наиболее распространена в промышленности стеновой керамики. Метод формования из пластических масс исторически сложился на основе пластических свойств глин и широко используется в керамической технологии. Способ пластического формования позволяет выпускать изделия в широком ассортименте, более крупных размеров, сложной формы и большей пустотности. В отдельных случаях предел прочности при изгибе и морозостойкость таких изделий выше, чем у изделий, полученных способом полусухого прессования из того же сырья.
При переработке глин в сыром виде схема подготовки сырья несколько проще и экономичней, поскольку нужно меньше перерабатывающего оборудования, следовательно, меньше энергоемкость. Все оборудование более надежно и просто в обслуживании. Температура обжига изделий примерно на 500С ниже, чем у изделий полусухого прессования, что позволяет также снизить энергозатраты на обжиг и в какой-то мере компенсируют высокие затраты на сушку.
Недостатком способа пластического формования является большая длительность технологического цикла за счет процесса сушки сырца, продолжающегося от 1 до 3 суток. Низкая прочность формованного сырца, особенно пустотелого, большая усадка материала при сушке и наличие отдельного процесса сушки затрудняет возможность механизации трудоемких операций при садке сырца на сушку, перекладке высушенного сырца для обжига и совмещения в одном агрегате процессов сушки и обжига.
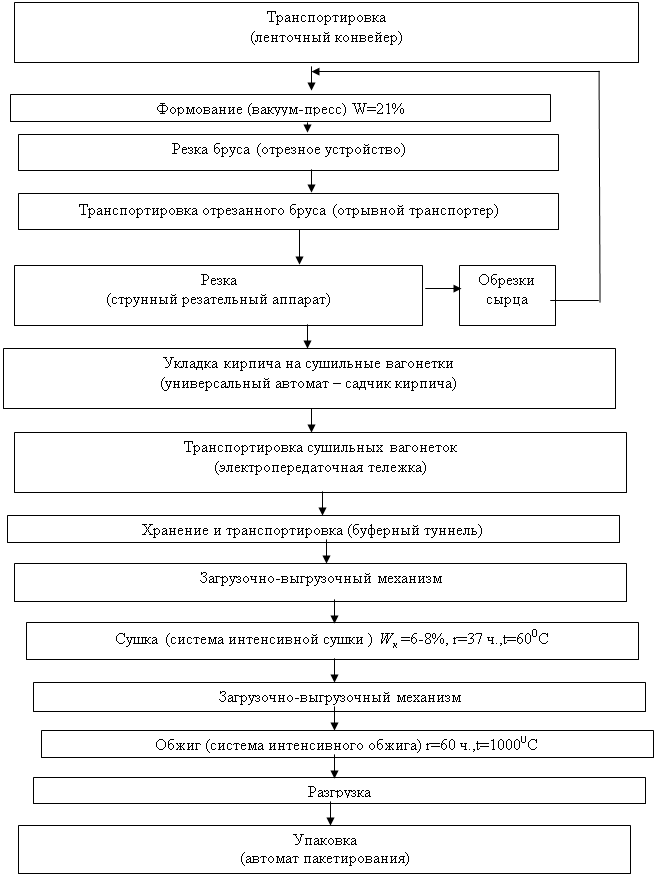
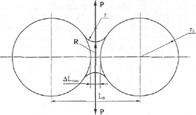
Чтобы получить изделия требуемого качества необходимо из глины удалить каменистые включения, разрушить ее природную структуру, получить пластичную массу, однородную по вещественному составу, влажности и структуре, а также придать массе надлежащие формовочные свойства. Глиняный брус формуют в горизонтальных ленточных шнековых прессах часто с вакуумированием массы. Вакуумирование массы способствует повышению ее плотности, пластичности, улучшает формовочные и конечные свойства кирпича.
В проекте будем использовать схему производства изделий пластическим методом, поскольку используемая глина достаточно высокой влажности, среднепластичная.
Производство керамики должно быть обеспечено непрерывной подачей однородного глинистого материала, лишенного каменистых включений имеющего разрушенную природную «структуру» для лучшего смачивания, сохраняющего достаточно постоянную влажность независимо от времени года и равномерно перемешенного с добавками. На керамических заводах сырьевые материалы подвергают грубому, среднему и мелкому дроблению грубому и тонкому помолу. Обычно тонким помолом завершается механическое измельчение материалов, что обеспечивает более интенсивное их спекание, содействует снижению температуры обжига. Измельчение глинистых материалов проводят последовательно на вальцах грубого и тонкого измельчения. Каменистые включения не могут быть полностью выделены из глины общепринятыми механическими приемами – дезинтеграторными ребристыми вальцами. Опыт показывает, что при пользовании этими машинами в глине может остаться около половины (а иногда и более) камней. В дальнейшем эти камни будут в значительном своем количестве перемолоты гладкими вальцами или бегунами, что, однако, вызывает быстрый износ бандажей и частые ремонты. Бегуны мокрого помола используют при наличии в глинах трудноразмокаемых включений и для обработки плотных глин и глин, содержащих известковые включения. Предварительное (грубое) дробление непластичных твердых материалов в керамической технологии производят в щековых или конусных дробилках, работающих по принципу раздавливающего и разламывающего действия. Степень измельчения в щековой дробилке 3-10, а в конусной – 6-15. Среднее и мелкое дробление, грубый помол непластичных материалов выполняется с помощью бегунов, молотковых дробилок, валковых мельниц. Молотковая дробилка обеспечивает высокую степень измельчения (10-15), однако влажность дробимого материала не должна быть более 15%.
Подача и дозировка сырья на большинстве кирпичных заводов происходит при помощи ящичных питателей.
В настоящее время на многих керамических и кирпичных заводах широко применяется увлажнение глины паром. Этот способ состоит в том, что в массу подается острый пар, который при соприкосновении с холодной глиной конденсируется на ее поверхности. В результате пароувлажнения обрабатываемая масса нагревается до 45-60оС. Пароувлажнение имеет существенные преимущества, так как улучшается способность массы к формованию, что обуславливает уменьшение брака при формовке и повышение производительности ленточных прессов на 10-12%, снижение расхода электроэнергии на 15-20%. В результате пароувлажнения улучшаются сушильные свойства массы, что позволяет сократить продолжительность сушки сырца на 40-50%. Иногда производят дополнительную обработку керамической массы, которая осуществляется в вальцах тонкого помола, дырчатых вальцах или в глинорастирателе.
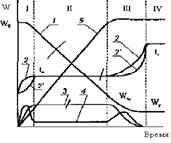
Различают сушильные устройства для естественной и искусственной сушки сырца. В первом случае сырец высушивается атмосферным воздухом за счет солнечного тепла в летнее время, во втором – за счет тепла, получаемого от сгорания топлива. Преимущество искусственной сушки перед естественной в том, что она дает возможность заводам работать круглый год, а не только в течение летнего сезона. При этом не только улучшается использование технологического оборудования, но на заводе создаются постоянные кадры квалифицированных рабочих. Кроме того, искусственная сушка значительно менее трудоемка, чем естественная. Задача организованного процесса сушки состоит в подводе энергии (тепловой или электрической) к высушиваемому изделию с наименьшими потерями и в наименьшие сроки, допустимые для целостности изделия. Большинство современных кирпичных заводов оборудовано устройствами для искусственной сушки кирпича-сырца, которые по режиму работы подразделяются на сушилки периодического (камерные) и непрерывного (туннельные) действия. Сушилки непрерывного действия (туннельные)являются наиболее современным сушильным агрегатом в кирпичной промышленности. В туннельной сушилке кирпич-сырец, находящийся в вагонетках, в течение цикла сушки перемещается через весь туннель от одного его конца к другому. Срок сушки кирпича-сырца, изготовленного из пароувлажненной массы, сокращается примерно на 30%. Расход тепла на сушку кирпича-сырца в туннельных сушилках ниже, чем в камерных. Существенным преимуществом туннельных сушилок перед камерными является то, что туннельные могут быть оснащены аппаратурой, обеспечивающей автоматическое регулирование процесса сушки. Продолжительность процесса сушки и качество высушенного кирпича-сырца в значительной степени зависят от плотности и системы садки сырца на сушильных вагонетках. Необходимо обеспечить равномерность омывания теплоносителем сырца и получение надлежащей температуры и относительной влажности теплоносителя в различных частях сушилки. Недостаток туннельных сушилок в том, что в них наблюдается расслоение теплоносителя и более интенсивная сушка сырца на верхних полках. Устранение расслоения и равномерная сушка сырца по высоте туннеля достигаются перемешиванием теплоносителя в туннеле путем устройства воздушных завес за счет дополнительной подачи воздуха сверху в отдельных местах туннеля струйками с большой скоростью.
Завершающей стадией технологии всех изделий строительной керамики является их обжиг. При обжиге изделия окончательно формируется структура материала, т.е. происходит спекание керамики, в результате чего сырец из конгломерата слабосвязанных частиц превращается в достаточно твердое тело.
Строительные материалы и изделия обжигают в промышленных печах. Промышленной печью называют установку технологического назначения, в которой посредством теплового воздействия при относительно высоких температурах изменяется агрегатное состояние обрабатываемого материала, его химический состав либо его кристаллическая структура.
Многорядовые (по высоте) туннельные печи, применительно к обжигу стеновой керамики, обладают крупным недостатком – большим перепадом температур по высоте, достигающим в зоне подогрева 420 0С, который на участке максимальных температур уменьшается до 20-40 0С. борьба с этим перепадом осуществляется главным образом путем рециркуляционных потоков газов («завес»), нагнетаемых вентиляторами как в зоне подогрева, так и в зоне охлаждения на нескольких позициях по длине печного канала. Борьба эта не всегда успешна.
Второй недостаток – трудности настройки аэродинамического режима
Лучшие условия эксплуатации туннельных печей достигается при наличии давления или разряжения в зоне обжига порядка 0,1-0,3мм вод.ст. и не выше 1 мм вод.ст. во избежание выбивания горячих газов и «горения» и быстрого износа вагонеток.
Совершенствование конструкций туннельных печей с целью увеличения обжигаемой физической массы изделий (увеличение теплоемкости), совершенствование горелок для развития длины факела, а также полноты сжигания жидкого топлива, улучшение теплоизоляции пода – все это приводит к определенным успехам, но не исключает необходимости разработки и совершенствования конструкций печей для однорядного скоростного обжига.
В конструктивном отношении современные туннельные печи обладают некоторыми особенностями. Конструкция свода плоская, что упрощает постройку печи, позволяет расширить печной канал и обеспечить работу автомата – укладчика. Толщина кладки стен туннельных печей снижена до 0,5м., благодаря применению огнеупорных блоков 30-40% пористости, наружная поверхность стен покрыта дюралюминием с хорошей отражательной способностью. Поверх свода помещена теплоизоляция в виде вспученного вермикулита. Кладку пода (на вагонетках) осуществляют из крупных огнеупорных фасонных блоков, изготовленных из пористого (30-40%) корундомуллитового кордиеритового или дистенового огнеупора, обеспечивающего огнеупорность, теплоизоляцию и постоянство объема.
Наблюдается тенденция увеличения ширины туннельной печи, что возможно при переходе на более совершенный способ сжигания топлива с получение длинного факела горения и равномерным развитием температурного поля.
Обжиг кирпича производят в печах периодического и непрерывного действия. В кирпичной промышленности из печей периодического действия применяют преимущественно камерные печи. Из печей непрерывного действия применяют главным образом кольцевые и туннельные.
Периодические печи используют для обжига кирпича на заводах малой мощности. Загрузка и разгрузка этих печей производится при сравнительно высоких температурах, что обуславливает тяжелые условия труда обслуживающего персонала. Камерные печи или горны отличаются значительной трудоемкостью обслуживания, большой неравномерностью температур по высоте печи.
Для обжига кирпича широко применяют кольцевые печи, которые, несмотря на то, что они изобретены в 1858г., широко используются и в настоящее время. Они отличаются высокой тепловой экономичностью, возможностью использования низкосортных видов топлива, перехода с одного вида топлива на другое без каких-либо значительных переделок, высокой удельной и общей производительностью.
Весьма существенным недостатком кольцевых печей является то, что в рабочей зоне садки и выгрузки (выставки) кирпича очень высокая температура: например, в рабочей зоне выгрузки температура в летние месяцы достигает 800С и более. При этом садка и выгрузка кирпича производится вручную. На новых и реконструируемых кирпичных заводах строительство кольцевых печей не производится.
Туннельные печи имеют значительные преимущества перед печами периодического действия и кольцевыми печами. Садка кирпича-сырца на вагонетки туннельных печей и выгрузка обоженного кирпича с этих вагонеток производится вне печи, в нормальных температурных условиях, что значительно облегчает труд обслуживающего персонала и дает возможность механизировать трудоемкие процессы садки и выгрузки кирпича.
Технологическая линия для производства керамического кирпича полусухого прессования
Керамический кирпич получают путем приготовления пресспорошка заданного зернового состава с влажностью 7-9%, кратковременного прессования при удельном давлении не менее 20 мПа, сушки и обжига сырца.
Отличие технологии полусухого прессования от традиционной пластической формования заключается в упрощенной схеме приготовления сырьевой смеси. Кроме того, оборудование для оснащения линии подготовки пресспорошка менее энерго- и металлоемко. Полусухое прессование облегчает одну из наиболее сложных и длительных стадий технологического процесса - сушку. Получаемый кирпич имеет более четкие грани и углы, что позволяет использовать его как лицевой материал.
Кирпич по своим качественным показателям не уступает традиционному керамическому кирпичу пластического формования. Благодаря простоте технологии и оборудования себестоимость кирпича полусухого прессования на 15-20% ниже себестоимости кирпича пластического деформирования.
Особенности технологии полусухого прессования заключаются в следующем. Предусмотрен метод грануляции - как один из эффективных вариантов рыхлого глинистого сырья к сушке. Гранулирование исходного сырья перед сушильным барабаном обеспечивает улучшение условий сушки, снижение потерь с выносами (унос пыли), повышение однородности по размерам и влажности кусков, способствует повышению качества кирпича.
В технологическую схему приготовления преспорошка введена стадия механической активации массы в стержневом смесителе конструкции ВНИИстрома. Смеситель не только удовлетворительно гомогенизирует массу, но и обеспечивает уплотнение и частичную грануляцию порошковых масс. Последнее улучшает сыпучесть порошка и заполнение пресформ, облегчая прессование и получение качественных изделий.
Разработанная конструкция оснастки для прессования сырца со сквозными пустотами улучшает структуру и повышает морозостойкость кирпича.
Сушка сформованного сырца выполнена на люльках в роторно-конвейерных сушилках.
В качестве единственного сырьевого материала используют глинистые породы в том числе низкокачественные, а также отходы обогащения твердого топлива - угля.
Все технологические переделы, начиная от подачи глины в ящичные питатели и до выхода готового кирпича из туннельной печи, полностью механизированы и автоматизированы.
В августе 1997 года на Себряковском комбинате асбестоцементных изделий, г. Михайловка, Волгоградской области введен в эксплуатацию цех по производству керамического кирпича по предлагаемой технологии. В ноябре 2000 года там же введен в эксплуатацию ещё один аналогичный цех. В настоящее время они аналогов ни в России, ни за рубежом пока не имеют. В 2000 году линия запатентована.
Основные показатели технологической линии.
| Мощность в млн. шт. усл. кирпича | до 40 |
| Установленная мощность эл/двигателей, кВт | 2400 |
| Занимаемая площадь, м2 | не более |
Характеристика продукции
Керамический кирпич, в том числе лицевой со сквозными технологическими пустотами. Марка по прочности "125-300" Марка по морозостойкости - до 50 циклов попеременного замораживания и оттаивания. Сейчас проводится работа по строительству таких технологических линий в различных регионах России и странах СНГ.
Технологическая линия производства лицевого керамического кирпича полусухого прессования Техническая характеристика технологической линии| Исходные материалы и их долевые расходы: | Основные сырьевые материалы: | до 100 % 0-40% |
| Номенклатура изделий: | -кирпич керамический ГОСТ 530-95 размерами | 250х120х65 мм |
| Качественные показатели: | - Средняя плотность, кг/м3 | 1600-1750 125-300 |
| Производительность: | Основные сырьевые материалы: | до 40 |
| Условия эксплуатации оС: | от +10 до +50 | |
| Энергоресурсы: | -электроэнергия, 3-х фазный переменный ток, 380 Вольт, 50 Hz | 2400 |
| Удельный расход на 1 тыс.шт. условного кирпича: | - Электроэнергия, кВт/ч | 500 460 6,06 |
| Масса основного и вспомогательного технологического оборудования, т | 2200 | |
| Потребная площадь всей линии, м2 : | 12000 | |
| Количество работающих, чел: | 240 |
Технологическая линия позволяет производить керамический кирпич полусухого прессования, в т.ч. лицевой, до 40 млн. штук условных кирпичей в год практически из любого глинистого сырья. Все технологические переделы, начиная от подачи глины в ящичные питатели и до выхода готового кирпича из туннельной печи, полностью механизированы и автоматизированы. В основу разработки технологической линии заложены последние достижения научных исследований ВНИИСТРОМа по полусухому способу формования кирпича-сырца. Капитальные вложения для строительства линии без стоимости производственных корпусов и внешних сетей составляют 4,0-4,5 млн. долларов США. Все технологическое оборудование производится в России и Белоруссии. Технологическая схема производства кирпича включает:
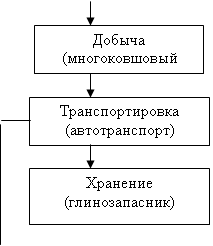
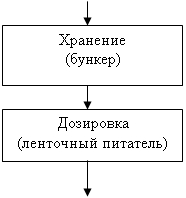
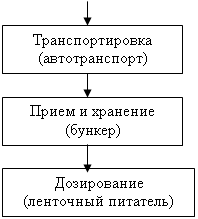
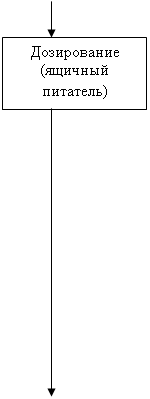
-приемку и месячное хранение глинистого сырья в крытом глинозапаснике;
-первичную переработку сырья в камневыделительных вальцах;
-гранулирование сырья в прессе-грануляторе;
-высушивание гранул в сушильном барабане;
-хранение суточного запаса гранул в бункерах запаса;
-дробление гранул до необходимого гранулометрического состава в стержневом смесителе;
-формование кирпича-сырца на прессах СМК-1085;
-сушка сырца в люлечных роторно-конвейерных сушилах;
-укладка сырца на обжиговые вагонетки автоматами-садчиками;
-обжиг кирпича в туннельной печи;
-укладка кирпича на поддоны;
-складирование готовой продукции;
В июне 1997 года на Себряковском комбинате асбестоцементных изделий, Волгоградской области введен в эксплуатацию завод по производству керамического кирпича по предлагаемой технологии. В ноябре 2000 г. там же введен в эксплуатацию второй завод. В настоящее время они аналогов пока не имеют.
| № | Наименование, назначение | Кол-во | Масса единицы, т. | Общая масса, т. |
| 1 | Кран грейферный. Предназначен для приема глинистого сырья с транспортных средств и подачи его в глинорыхлители | 2 | 15,0 | 30,0 |
| 2 | Глинорыхлители. Предназначен для предварительного разрыхления глинистого сырья и подачи его в питатели | 4 | 8,2 | 32,8 |
| 3 | Питатели. Предназначен для дозирования глинистого сырья и подачи его на ленточный конвейер | 6 | 3,0 | 18,0 |
| 3 | Питатели. Предназначен для дозирования глинистого сырья и подачи его на ленточный конвейер | 6 | 3,0 | 18,0 |
| 4 | Железоотделитель. Предназначен для улавливания посторонних металлических включений из глинистого сырья | 4 | 1,2 | 4,8 |
| 5 | Камневыелительные вальцы. Предназначены для измельчения глинистого сырья и удаления из него каменистых включений | 2 | 3,0 | 6,0 |
| 6 | Пресс-гранулятор. Предназначен для усреднения, переработки и грануляции глинистого сырья | 4 | 19,5 | 78,0 |
| 7 | Барабан сушильный. Предназначен для подсушки сгранулированного глинистого сырья | 2 | 38,3 | 76,6 |
| 8 | Циклон батарейный. Предназначен для газоочистки дымовых газов после сушильного барабана | 2 | 2,0 | 4,0 |
| 9 | Бункер Гранулятора. Предназначены для хранения подсушенного сгранулированного глинистого сырья и усреднения его влажности | 6 | 7,6 | 45,6 |
| 10 | Стержневой смеситель. Предназначен для измельчения подсушенного гранулированного глинистого сырья и обеспечения оптимальной для прессования влажности и гранулометрического состава пресспорошка | 4 | 8,5 | 34,0 |
| 11 | Расредитель потока. Предназначен для распределения пресспорошка по формовочным линиям | 2 | 1,5 | 3,0 |
| 12 | Конвейер реверсивный. Предназначен для распределения пресспорошка по прессам | 4 | 1,2 | 4,8 |
| 13 | Установка мешалки. Предназначена для приема пресспорошка из стержневого смесителя и подачи его в пресса | 8 | 2,1 | 16,8 |
| 14 | Пресса для прессования кирпича-сырца. Предназначены для формования кирпича-сырца | 8 | 32,6 | 260,8 |
| 15 | Съемник кирпича-сырца. Предназначен для съема кирпича-сырца с прессов и укладки его на конвейер-накопитель | 8 | 0,3 | 2,4 |
| 16 | Накопитель сырца. Предназначен для накопления кирпича-сырца и подачи его к перекладчику (загрузчику сушил) | 4 | 2,0 | 8,0 |
| 17 | Перекладчик сырца (загрузчик сушила). Предназначен для съема кирпича-сырца с конвейера-накопителя и укладки его на полки сушила | 4 | 2,3 | 9,2 |
| 18 | Люлечное роторно-конвейерное сушило. Предназначено для сушки кирпича-сырца до остаточной влажности 3-4% | 4 | 110,5 | 442,0 |
| 19 | Перекладчик (разгрузчик сушила). Предназначен для съема кирпича-сырца с полок сушила и укладки его на конвейер-накопитель | 4 | 2,3 | 9,2 |
| 20 | Конвейер-накопитель. Предназначен для приема кирпича-сырца с полок сушила | 4 | 2,0 | 8,0 |
| 21 | Автомат-садчик. Предназначен для съема кирпича-сырца с конвейера-накопителя и укладки его на обжиговые вагонетки | 4 | 10,2 | 41,8 |
| 22 | Печь туннельная с обжиговыми вагонетками. Предназначена для обжига и охлаждения кирпича | 1 | 1000,0 | 1000,0 |
| 23 | Тележки передаточные. Предназначены для передачи обжиговых вагонеток с кирпичом от автоматов-садчиков и разгрузки туннельной печи | 6 | 2,2 | 13,2 |
| 24 | Ленточные конвейеры. Предназначены для подачи глинистого сырья, гранул и пресспорошка в технологические переделы | 12 | - | 30,0 |
| 25 | Вспомогательное оборудование. | ~ | - | 100,0 |
| 25 | ИТОГО: | 2370 |
Материальный баланс производства
Общие исходные данные для технологических расчетов
| Исходные данные: | |
| 1. Производительность завода | 40 млн. шт. год |
| 2. Средняя масса одного изделия | 3,12 кг |
| Нормы потерь и брака по технологическим переделам: | |
| Разгрузка на выставочной площадке (бой) | 2% |
| 3. Брак при обжиге | 3% |
| 4. Садка на обжиговые вагонетки | 0,5% |
| 5. Сушка (брак при сушке) | 2% |
| 6. Укладка на сушильные вагонетки | 0,5% |
| 7. Формование (брак) | 0,5% (возврат) |
| 8. Складирование шихты | 0,2% |
| 9. Смешение (лопастной смеситель) | 0,05% |
| 10. Камневыделительные вальцы | 0,1% |
| 11. Объемное дозирование (ящичный питатель) | 0,1% |
| 12. Транспортировка опилок | 0,02% |
| 13. Переработка опилок | 1% |
| 14. Пароувлажнение | 0,4% |
| 15. Остаточная влажность кирпича после сушки | 6% |
| 16. Влажность карьерной глины | 16% |
| 17. Влажность шамота ( уноса) | 5% |
| 18. Влажность опилок | 20% |
| 19. Формовочная влажность | 21% |
| 20. Потери при прокаливании глины | 3,87% |
При расчете из состава массы исключают шамот, так как он по химическому составу практически одинаков с химическим составом массы.
1. Пересчет шихтового состава массы после исключения шамота на 100%:
Глина – 96,77%
Коэффициент пересчета:
∑=84,85+2,83=87,68%
К=100/87,86=1,14
2. Химический состав шихты:
Химический состав компонентов массы, %
| Наименование компонентов | SiO2 | Al2O3 | TiO2 | Fe2O3 | CaO | MgO | SO3 | Na2O+K2O | п.п.п. |
| Глина | 58,65 | 19,16 | 1,22 | 9,16 | 1,28 | 1,28 | 0,10 | 2,66 | 6,94 |
| Опилки | 0 | 0 | 0 | 0 | 0 | 0 | 0 | 0 | 100 |
Таблица
Химический состав шихты, %
| SiO2 | Al2O3 | TiO2 | Fe2O3 | CaO | MgO | SO3 | Na2O+K2O | п.п.п. |
| 56,76 | 18,54 | 1,18 | 8,86 | 1,24 | 1,24 | 0,10 | 2,57 | 8,72 |
SiO2 (шихта)=58,65∙0,9677=56,76%
Потери при прокаливании:
ППП=6,94∙0,8485+100∙0,0283=8,72
Расчет производственной программы цеха.
Эффективный фонд времени работы оборудования Тэф. определяем по формуле:
Для непрерывного производства :
Тэф = Ткал. Кисп.
где Ткал. - календарный фонд работы оборудования, маш.-ч;
при непрерывном режиме, Ткал.- 8760 маш.-ч;
Кисп. - коэффициент использования оборудования во времени,
рассчитывается согласно, Кисп. - 0,81.
Тогда
Тэф = 8760 • 0,81 = 7095 маш.-ч.
Часовая производительность Q час. технологического комплекса:
Q час. = Q год.
Тэф
Q год. – годовая производительность технологического комплекса,
Q год. = 40 млн. шт. усл. кирпича
Q час. = 40000000 / 7095 = 5637 шт/ч
Сменная производительность Q смен. :
Q смен. = Q час. · t см.
Q смен. = 5637 · 8 = 45096 шт/см
Суточная производительность Q сут. :
Q сут. = Q смен. · Z см.
Q сут. = 45096 · 3 = 135288 шт/сут
Найдем массу одного кирпича размером 250 х 120 х 65 (мм).
Плотность кирпича 1600 кг / м3. m = p V;
Площадь кирпича: S = a · b = 250·120 = 30000 мм2 = 0,03 м2.
Объем кирпича: V = 0,03·0,065 = 0,00195 м3.
m = 1600 · 0,00195 = 3,12 кг.
При условии, что масса одного кирпича m = 3,12 кг, часовая Q час., сменная Q смен. и суточная Q сут. массовые производительности соответственно составят.:
Q час. = Q час. · m = 5637 · 3,12 = 17587,44 кг/ч. = 17,58 т/ч.
Q смен. = Q смен. · m = 45096 ·3,12 = 140699,52 кг/см. = 140,69 т/см.
Q сут. = Q сут. · m = 135288 ·3,12 = 422098,56 кг/сут. = 422,09 т/сут.
Масса выпускаемого кирпича в тн:
40000 000 ·3,12/1000 = 124 800 т
Расчёт материального баланса цеха.
1. Производительность завода
40000000 • 3,5 = 140000000 кг/год = 140000 т/год
2. Масса кирпича, поступающего на склад с учетом боя при разгрузке на выставочной площадке
140000*100/(100-2) = 142857,14 т/год
Бой на складе 142857,14 – 140000 = 2857,14 т/год
3. Масса кирпича, поступающего на обжиг с учетом брака при обжиге
142857,14*100/(100-3) = 147275,40 т/год
Брак при обжиге 147275,4 – 142857,14 = 4418,26 т/год
4. Масса кирпича, поступающего на обжиг с учетом остаточной влажности после сушки
147275,4 *100/(100-6) = 156675,95 т/год
Потери влаги при обжиге 156675,95 – 147275,4 = 9400,55 т/год
5. Масса кирпича, поступающего на обжиг с учетом п.п.п.
156675,95*100/(100-6,33) = 167263,74 т/год
Потери при прокаливании 167263,74 – 156675,95 = 10587,79 т/год
6. Масса кирпича, поступающего на обжиг с учетом брака при садке на вагонетки обжига
167263,74 *100/(100-0,5) = 168104,26 т/год
Потери при садке на вагонетки обжига 168104,26-167263,74 = 840,52 т/год
7. Масса кирпича, поступающего на сушку с учетом брака при сушке
168104,26*100/(100-2) = 171534,95 т/год
Брак при сушке 171534,95 -168104,26 = 3430,69 т/год
8. Масса кирпича, поступающего на сушку с учетом формовочной влажности
171534,95*(100-6)/(100-21) = 204104,87 т/год
Потери влаги при сушке 204104,87 – 171534,95 = 32569,92 т/год
9. Масса кирпича, поступающего на сушку с учетом брака при садке на вагонетки сушки
204104,87*100/(100-0,5) = 205130,52 т/год
Потери при садке на вагонетки сушки 205130,52 – 204104,87 = 1025,65 т/год
10. Масса шихты, поступающей на формование с учетом брака при формовании
205130,52*100/(100-0,5) = 206161,32 т/год
Брак при формовании (возвратный) 206161,32 – 205130,52 = 1030,80 т/год
11. Масса шихты, поступающей в смеситель
с учетом пароувлажнения
206161,32*(100-21)/100-(21-0,4) = 205122,73 т/год
Вода на пароувлажнение 205122,73 – 206161,32 = 1038,59 т/год с учетом потерь
205122,73*100/(100-0,05) = 205225,34 т/год
Потери при перемешивании 205225,34 – 205122,73 = 102,61 т/год
12. Масса шихты, поступающей на вальцы тонкого помола с учетом потерь
205225,34*100/(100-1) = 207298,32 т/год
Потери 207298,32 – 205225,34 = 2078,98 т/год
13. Масса шихты, поступающей на дозирование с учетом потерь
207298,32*100/(100-0,1) = 207505,82 т/год
Потери 207505,82 – 207298,32 = 207,5 т/год
14. Масса шихты, поступающей на камневыделительные вальцы с учетом потерь
207505,82 *100/(100-0,1) = 207713,53 т/год
Потери при камневыделении 207713,53 – 207505,82 = 207,71 т/год
15. Масса глины, поступающей на дозирование с учетом потерь
207713,53*(100-20,6)/100-(20,6-0,4) = 206672,35 т/год
Потери 207713,53 – 206672,35 = 1041,18 т/год
16. Масса глины, поступающей на рыхление с учетом потерь
206672,35 *100/(100-0,05) = 206775,73 т/год
Потери при рыхлении 206775,73 – 206672,35 = 103,38 т/год
17. Масса глины с учетом транспортных потерь
206775,73 *100/(100-0,02) = 206817,09 т/год
Потери при транспортировке 206817,09 – 206775,73 = 41,36 т/год
Масса глины 206817,09 т/год
Материальный баланс
| Приход | Расход | ||||
| статьи | т/год | % | статьи | т/год | % |
| Глина | 206817,09 | 99,03 | Готовый кирпич | 140000 | 63,97 |
| Вода на пароувлажнение | 1038,59 | 0,97 | Потери влаги при обжиге | 9400,55 | 7,14 |
| П.П.П. | 10587,79 | 7,24 | |||
| Потери при садке на вагонетки обжига | 840,52 | 0,41 | |||
| Брак при сушке | 3430,69 | 1,68 | |||
| Потери влаги при сушке | 32569,92 | 11,70 | |||
| Потери при садке на вагонетки сушки | 1025,65 | 0,48 | |||
| Потери при перемешивании шихты | 102,61 | 0,05 | |||
| Потери на вальцах тонкого помола | 2078,98 | 0,97 | |||
| Потери при дозировании шихты | 207,5 | 0,10 | |||
| Потери при вылеживании | 275,99 | 0,19 | |||
| Потери воды на пароувлажнение шихты | 1038,59 | 0,50 | |||
| Потери потери при формовании глины | 1030,80 | 0,49 | |||
| Потери при камневыделении | 207,71 | 0,10 | |||
| Потери при дозировании глины | 1041,18 | 0,51 | |||
| Потери при рыхлении глины | 103,38 | 0,04 | |||
| Транспортные потери глины | 41,36 | 0,013 | |||
| Итого: | 207855,68 | 100 | Итого: | 207855,68 | 100 |
Режим работы цехов предприятия
1. Режим работы массозаготовительного цеха.
1. Календарный фонд времени 365 дней
2. Число праздничных дней 11 дней
3. Сменность 3 смены в сутки
4. Длительность смены 8 часов
5. Плановый ремонт 18 суток
6. Аварийные остановки 1%
7. Чистка и уборка оборудования 0,5 ч/смену
Годовой фонд времени работы оборудования:
![]() часа
часа
2. Режим работы цеха формования, сушки, обжига.
1. Календарный фонд времени 365 дней
2. Число праздничных дней 11 дней
3. Сменность 3 смены в сутки
4. Длительность смены 8 часов
5. Плановый ремонт 18 суток
6. Аварийные остановки 1%
7. Чистка и уборка оборудования 0,5 ч/смену
Годовой фонд времени работы оборудования:
![]() часа
часа
Подбор оборудования производится согласно выбранной ранее технологической схеме и производственной программой цеха.
Количество единиц оборудования:
![]() ,
,
где R-количество материала, которое необходимо переработать;
P- производительность оборудования.
Коэффициент использования определяет эффективность использования оборудования:
![]()
Похожие работы
... не требуют обслуживания и ремонта, то есть являются более эффективными при долговременной эксплуатации. Краснодарский край в течение многих лет является лидером среди регионов России по производству керамического кирпича. Его удельный выпуск сопоставим с развитыми странами и заметно выше среднего по России (табл. 4). /2.3/ Таблица 4 - Удельное производство керамического кирпича Страны ...
... 1. Зола Влажность, % (не более) 55 2.Песок (крупнозернистый) Влажность, % Фракция 5 1,5-0,15 мм 2.1 Характеристика используемого сырья В данном проекте для производства керамического кирпича в качестве основного компонента используем глину Малоступкинского месторождения. Таблица 2.3. Химический состав глины Малоступкинского месторождения Оксид SiO2 Al2O3 ...
... 4280 tОБЖ=1000оС СО, NО2, СН4 5 Повышение уровня шума оказывает вредное воздействие на организм человека. Производственные процессы на предприятии в разрабатываемом проекте сопровождаются шумом, непревышающим установленные нормы. Контроль шумового воздействия на производстве осуществляется в соответствии с ГОСТ 12.1.003-83 «Шум. Общие требования безопасности» и СН 3223-85 «Санитарные нормы ...
... части 17500 Износ МБП 3000 Топливо (газ) на технологические цели 31108 Транспортные расходы по доставке шины 21595 Электроэнергия на технологические цели 20890 Затраты на производство керамического кирпича методом полусухого прессования Затраты на : 1997г.(поквартально) тыс.руб 1998г.(полугод.) тыс.руб 1 2 3 4 I II Производство и ...
0 комментариев