Навигация
Химический состав стали 20ХН3А
23134
знака
7
таблиц
14
изображений
2. Химический состав стали 20ХН3А.
Сталь 20ХН3А – легированная конструкционная.
Классификация стали 20ХН3А:
1) категория – высококачественная (S![]() );
);
2) группа – хромоникелевая;
3) по виду обработки – кованная;
4) среднеуглеродистая;
Химический состав стали 20ХН3А приведён в таблице 1.
Таблица1
Химический состав стали 20ХН3А
| Группа стали | Марка стали | Массовая доля элементов, % | |||
| С | Mn | Cr | Ni | ||
| Хромоникелевая | 20ХН3А | 0,17-0,24 | 0,3-0,6 | 0,6-0,9 | 2,75-3,15 |
Основными легирующими элементами стали 20ХН3А являются хром и никель. Хром образует с углеродом карбиды различного состава. Все карбиды являются твёрдыми структурными составляющими. Поэтому при наличии хрома в стали её твёрдость и износостойкость увеличивается. Хром способствует увеличению прокаливаемости стали. Никель повышает предел прочности, и предел текучести стали. Никель увеличивает глубину прокаливаемости стали. Он влияет на структуру, изменяя зерно и увеличивает вязкость стали.
Как указано выше и хром, и никель способствуют увеличению прокаливаемости стали.
Под прокаливаемостью подразумевается способность стали закаликаваться на определённую глубину. Прокаливаемость непосредственно связанна с устойчивостью переохлаждённого аустенита.
Прокаливаемость определяется критической скоростью охлаждения. При данном режиме охлаждения Прокаливаемость тем выше, чем меньше критическая скорость закалки, т.е. чем выше устойчивость переохлаждённого аустенита.
Легированная сталь 20ХН3А благодаря более высокой устойчивости переохлаждённого аустенита и меньшей критической скорости охлаждения прокаливается на значительно большую глубину, чем углеродистые стали.
Хром и никель увеличивают устойчивость переохлажденного аустенита, что существенно изменяет вид диаграммы изотермического распада. Линии диаграммы смещаются вправо и становятся как бы двойными С-образными кривыми, рисунок 1.
На диаграмме наблюдаются две температурные зоны минимальной устойчивости аустенита.
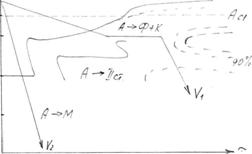
Рис.1 диаграмма изотермического распада аустенита стали 20ХН3А.
3.Маршрутная технология изготовления детали звёздочка.
Основными моментами маршрутной технологии являются предварительная и окончательная термическая обработка. Полная схема получения детали приведена на рисунке 2.
| Получение заготовки (поковка) |
| Предварительная термическая обработка (изотермический отжиг) |
| Механическая обработка |
| Окончательная термическая обработка (химико-термическая обработка, закалка, отпуск) |
| Окончательная механическая обработка |
| Контроль качества после термической обработки |
Риунок 2. Маршрутная технология изготовления детали звёздочка.
4. Режим термической и химико-термической обработки детали.
Термическая обработка – это технологический процесс тепловой обработки изделий из металлов и сплавов с целью изменения их структуры, механических, физических и химических свойств.
Предварительная термическая обработка применяется для исправления структуры и получения однородных механических свойств по всему сечению детали. Она улучшает технологические свойства, обеспечивает оптимальную обрабатываемость при механической обработке.
Для звёздочки, подвергаемой последующей цементации оптимальная для получения обрабатываемости структура представляет собой зёрна пластинчатого перлита и хорошо дифференцированного феррита и определённым соотношением твёрдости этих составляющих. Оптимальная твёрдость феррита: 1400—1200 МПа, твёрдость перлита не должна превышать 3000 МПа по Бринеллю.
Для получения таких параметров рекоменджуется в качестве предварительной термической обработки проводить изотермический отжиг.
В случае изотермического отжига сталь нагревают на 30—50 ![]() С выше точки Ас3 (Ас3= 760
С выше точки Ас3 (Ас3= 760![]() С) и сравнительно быстро охлаждают (на воздухе или переносят в другую печь) до температуры лежащей ниже А
С) и сравнительно быстро охлаждают (на воздухе или переносят в другую печь) до температуры лежащей ниже А![]() -- 700
-- 700![]() С (обычно на 100-- 150
С (обычно на 100-- 150![]() С) в зависимости от характера изотермической кривой распада аустенита.
С) в зависимости от характера изотермической кривой распада аустенита.
Режим изотермического отжига стали 20ХН3А приведён на рис. 3:

![]()
Рис.3 Режим изотермического отжига стали 20ХН3А.
t![]() = 760+(30-50
= 760+(30-50![]() С)
С)
t![]() =800
=800 ![]() С
С
При отжиге общая продолжительность нагрева:
![]()
Где ![]() -- продолжительность сквозного нагрева до заданной температуры;
-- продолжительность сквозного нагрева до заданной температуры;
![]() -- продолжительность изотермической выдержки для завершения фазовых превращений,
-- продолжительность изотермической выдержки для завершения фазовых превращений, ![]() = 2мин.
= 2мин.
![]() =0,1*
=0,1*![]() ,мин.
,мин.
Где ![]() -- коэффициент формы, 2,
-- коэффициент формы, 2, ![]() -- коэффициент нагрева, 2
-- коэффициент нагрева, 2
![]() -- коэффициент неравномерности нагрева, 1
-- коэффициент неравномерности нагрева, 1
![]() -- минимальный размер максимального сечения, 35,
-- минимальный размер максимального сечения, 35,
![]() = 0,1*35*2*2*1=14(мин.)
= 0,1*35*2*2*1=14(мин.)
![]() =14мин.+2мин.=16мин.
=14мин.+2мин.=16мин.
Окончательная термическая обработка включает цементацию, закалку неполную и отпуск низкий (рис. 4)
Цементация — процесс насыщения поверхностного слоя детали углеродом.
Основная цель цементации — получение твёрдости и износостойкости поверхности, что достигается обогащением поверхностного слоя углеродом до концентрации 0,8-1,1% и последующей закалкой. Это одновременно повышает процесс выносливости.
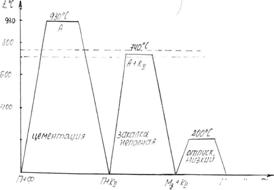
Рис.4 Режим окончательной термической обработки детали звёздочка.
Для цементации деталь поступает после механической обработки с припуском на шлифование 0,05-0,1мм. Части детали. Не подлежащие упрочнению защищают тонким слоем меди, наносимым электролитическим способом или специальными
Температура цементации 500-600![]() С. В этом случае происходит полное насыщение аустенита ферритом и образование на поверхности цементита. Этот процесс является интенсивным. При газовой цементации сокращается длительность процесса, т.к. отпадает необходимость прогрева ящиков (в случае твёрдой цементации), наполненным малотеплопроводным карбюризатором, обеспечивается возможность полной механизации процесса, его автоматизации и значительно упрочняется последующая термическая обработка изделия, т.к. закалку можно проводить непосредственно из печи.
С. В этом случае происходит полное насыщение аустенита ферритом и образование на поверхности цементита. Этот процесс является интенсивным. При газовой цементации сокращается длительность процесса, т.к. отпадает необходимость прогрева ящиков (в случае твёрдой цементации), наполненным малотеплопроводным карбюризатором, обеспечивается возможность полной механизации процесса, его автоматизации и значительно упрочняется последующая термическая обработка изделия, т.к. закалку можно проводить непосредственно из печи.
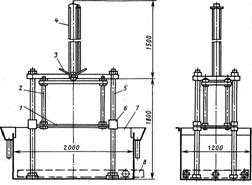
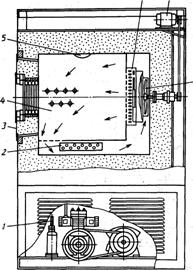
Газовую цементацию выполняют в шахтных печах периодического действия в которые подаются углеводородные газы. Детали загружают на специальных приспособлениях в печь.
Продолжительность цементации составляет:
![]() , (мин.),
, (мин.),
Где h =1,3-1,5 мм, ![]() ,
, ![]() =225 мин;
=225 мин;
Основной реакцией, обеспечивающей науглероживание при газовой цементации, диссоциация метана:
![]()
Окончательные свойства цементованного изделия достигаются в результате термической обработки, выполняемой после цементации. Эта обработка имеет целью:
1. Исправить структуру и изменить зерно сердцевины и цементованного слоя, неизбежно перегреваемых во время длительной выдержки при высокой температуре цементации;
2. Получить высокую твёрдость в цементованном слое;
3. Устранить карбидную сетку в цементованном слое, который может возникнуть при пересыщении его углеродом.
4. Закалку проводят выше точки А![]() , на 30-50
, на 30-50![]() С ;
С ;
tн =700![]() С +(30-50
С +(30-50![]() С )
С )
tн =740![]() С ;
С ;
Это обеспечивает измельчение зерна цементованного слоя и частичную перекристаллизацию и измельчение зерна сердцевины. При закалке общая продолжительность нагрева, как и при отжиге составляет: 14мин.
![]() =
=![]() +
+![]()
![]() =0,1*35*2*2*1=14мин.
=0,1*35*2*2*1=14мин.
![]() 14мин+2мин=16мин.
14мин+2мин=16мин.
Заключительной операцией термической обработки цементованного изделия является низкий отпуск при температуре 180-200![]() С ;
С ;
В результате термической обработки поверхностный слой приобретает структуру мартенсита с избыточными карбидами в виде глобулей.
Его твёрдость составляет59-63HRC.
Время нагрева при отпуске составляет:
120мин.+1мин.*25=125мин.
Похожие работы





... - дальнейшее развитие, совершенствование и разработка новых технологических методов обработки заготовок деталей машин, применение новых конструкционных материалов и повышение качества обработки деталей машин. Наряду с обработкой резанием применяют методы обработки пластическим деформированием, с использованием химической, электрической, световой, лучевой и других видов энергии. Классификация ...
... дополнительное охлаждение детали в области отрицательных температур, до температуры ниже т. Мк (- 80oС). Обычно для этого используют сухой лед. Такая обработка называется обработкой стали холодом. Обработку холодом необходимо проводить сразу после закалки, чтобы не допустить стабилизации аустенита. Увеличение твердости после обработки холодом обычно составляет 1…4 HRC. Обработке холодом ...
... с целью улучшения ее служебных и технологических свойств, то такую сталь называют легированной. При легировании могут возникать новые свойства, не присущие углеродистым сталям.Классификация конструкционных сталей Стали классифицируют по химическому составу, качеству, степени раскисления, структуре, прочности и назначению.По химическому составу стали классифицируют на углеродистые и легированные. ...
... большой анизотропией механических свойств, склонны к хрупкому разрушению и имеют пониженный предел выносливости. Они не могут быть рекомендованы для тяжелонагруженных ответственных деталей. Конструкционные низколегированные стали. Низколегированными называются стали, содержащие не более 0,22% углерода и сравнительно небольшое количество недефицитных легирующих элементов. Эти стали в виде листов, ...
0 комментариев