Навигация
Исследование полиграфической продукции и поврежденных документов
125752
знака
0
таблиц
12
изображений
2. Исследование полиграфической продукции и поврежденных документов
2.1 Исследование полиграфической продукции
Машинописный способ запечатления текстовой информации на бумаге является одним из наиболее распространенных. Первые пишущие машины появились в 60–70 гг. XIX в. С того времени функциональные возможности и дизайн таких устройств значительно изменились, однако суть машинописного способа осталась прежней – удар литеры с зеркально расположенным знаком (буквой, цифрой) через красящую ленту приводит к получению окрашенного оттиска данного знака на бумаге. Дальнейший технический прогресс в этой области привел к появлению выводных печатающих устройств, которые позволяют распечатывать информацию непосредственно с компьютера. Они более известны под названием принтеров.
Печатающие устройства, реализующие принцип знаковой печати (пишущие машины различных модификаций, а также матричные, струйные, лазерные принтеры), получили название знакопечатающих устройств.
Разновидности пишущих машин в криминалистике принято классифицировать по следующим основаниям:
а) по принципу действия печатающего механизма – на механические и электромеханические;
б) по конструкции печатающего механизма и шрифтоносителя – на рычажно-сегментные и безрычажные;
в) по назначению – на канцелярские, портативные, специальные.
Основными конструктивными узлами рычажно-сегментных пишущих машин являются:
а) печатающий механизм, включающий в себя шаговый механизм, рычаги с буквенными колодками, имеющими изображения знаков;
б) каретка, служащая для фиксации и подачи бумаги;
в) клавиатура, на которой размещены все буквы алфавита, цифры и специальные знаки.
Принципиальное отличие в конструкции безрычажных пишущих машин от рычажно-сегментных состоит в использовании монолитного шрифтоносителя, который может быть сферическим, дисковым или лепестковым. Последняя конструкция шрифтоносителя наиболее распространена в настоящее время. Остальные узлы безрычажных пишущих машин аналогичны рычажно-сегментным.
Для получения окрашенного оттиска на бумаге в пишущих машинах используется красящая лента, которая бывает двух видов: текстильная и карбоновая. В штрихах знаков, отпечатанных через текстильную ленту, можно наблюдать ее сетчатую структуру, неровные края, расплывы красящего вещества ленты. При печати через карбоновую (угольную) ленту, которая чаще применяется для безрычажных пишущих машин, качество отображения знаков более высокое. В штрихах наблюдаются ровные края, четкое отображение отсечек и знаков, красящее вещество распределено равномерно. Следовательно, изучение штрихов текстов с помощью увеличительных приборов (лупа кратностью 8х, микроскоп МБС с увеличением 8–16х) позволяет дифференцировать тип применяемой ленты и предположить тип машины, использованной для печати текста.
По характеру распределения усилий при выполнении знаков (одинаковый рельеф одноименных штрихов, выполненных на электромеханических пишущих машинах, и различный рельеф, в зависимости от силы удара пальцем по клавише – на механических пишущих машинах) можно определить тип пишущей машины.
Наиболее частыми вопросами, решаемыми экспертизой машинописных текстов, являются следующие:
На пишущей машине какой марки (модели) выполнен представленный машинописный текст?
Выполнен ли машинописный текст на пишущей машине, изъятой у гр-на N., образцы печати которой представлены?
Выполнены ли машинописные тексты в различных документах на одной и той же пишущей машине?
Для решения указанных задач большое значение имеют общие признаки пишущих машин. Это характеристики, которые отображаются в машинописном тексте и позволяют отнести конкретный экземпляр машины к определенной группе (например, типу, марке, модели). К общим признакам относятся: величина межстрочного интервала, шаг письма, марка шрифта, длина строки, комплект знаков на клавиатуре.
Величина межстрочного интервала – это расстояние между основаниями знаков, расположенных в смежных строках. Большинство пишущих машин может печатать с различными значениями интервалов: одинарным (1), полуторным (1,5), двойным (2) и т.д.
Для того, чтобы определить, с каким интервалом напечатан текст, следует визуально сопоставить высоту строчных букв с высотой межстрочного пространства между двумя смежными строками. Если этот промежуток меньше высоты строчной буквы, то текст выполнен с одинаковым межстрочным интервалом. При условии, что в данный межстрочный промежуток укладывается 1,5 высоты буквы, то текст отпечатан с полуторным интервалом. Соответственно, если в промежуток укладывается высота двух букв – текст выполнен с двойным интервалом.
Данное обстоятельство имеет существенное значение для определения величины одинарного межстрочного интервала, свойственного данной пишущей машине. Если установлено, что исследуемый текст выполнен через одинарный интервал, его значение устанавливается достаточно просто: измерением расстояния по вертикали между одноименными буквами, расположенными в смежных строках. Если же текст выполнен через 1,5, 2,0 или более интервалов – расстояние между основаниями знаков в смежных строках делится на коэффициент, соответствующий примененному интервалу (1,5; 2,0; 2,5).
Для рычажно-сегментных пишущих машин характерны следующие значения одинарного межстрочного интервала:
а) механические машины «Волга», «Прогресс», «Башкирия», «Уфа», «Украина», «Горизонт» – 4,2 мм; 4,25 мм; 4,3 мм; «Москва» (1–2 модель) – 4,5 мм; «Москва» (8 модель, ПП‑215–8М) – 4,3 мм, 4,25 мм;
б) электромеханические машины «Ятрань», «Олимпия», «Оптима» – 4,25 мм.
Для безрычажных пишущих машин наиболее распространен одинарный межстрочный интервал со значением 4,53 мм.
Шаг письма (шаг главного механизма, шаг по строке) – это величина, на которую перемещается каретка пишущей машины при ударе по клавише. Измеряется как расстояние между вертикальными осями знаков. Для современных марок рычажно-сегментных пишущих машин наиболее характерна величина шага письма, равная 2,54 мм и 2,6 мм. Безрычажные пишущие машины могут печатать с переменным шагом – 10 знаков на дюйм (2,54 мм), 12 знаков на дюйм (2,12 мм); 15 знаков на дюйм (1,7 мм), что позволяет использовать шрифтоносители с различным размером шрифта.
Измерение данного параметра проводится с помощью линейки, специального трафарета либо штангенциркуля. При этом замеряют расстояние между одним и тем же элементом (линией, точкой) одноименных знаков, расположенных в одной строке. Допускается использовать в качестве линий отсчета вертикальные осевые линии знаков. Измерив расстояние между осевыми линиями максимально удаленных друг от друга знаков (либо выбранными одноименными элементами знаков), производят подсчет всех букв, цифр, знаков препинания и интервалов, расположенных на этом промежутке. Далее полученное расстояние, выраженное в миллиметрах, делят на число шагов между измеряемыми знаками с точностью до 0,01 мм. Результат деления является величиной шага письма данной машины. Рекомендуется проводить измерения шага письма не менее трех раз в различных странах как результат вычисления среднего арифметического полученных значений будет наиболее достоверным значением шага письма.
Марка шрифта пишущей машины является наиболее информативным общим признаком и объединяет конфигурацию письменных знаков (букв, цифр, знаков препинания), а также их размерные характеристики (высоту, ширину). Установление марки шрифта пишущей машины, на которой выполнен исследуемый машинописный текст, проводится в три этапа:
– визуальное изучение конфигурации букв, знаков и цифр (обращается внимание на такие знаки, как «1», «2», «№», «а», «й»);
– измерение элементов знаков;
– измерение высоты и ширины букв и цифр (двух-, трехштриховых);
– сравнение полученных данных с каталогами шрифтов пишущих машин.[25]
Методика установления марки (модели) пишущей машины, на которой мог быть отпечатан машинописный текст, основана на определении совокупности рассмотренных выше общих признаков пишущей машины. Суть данной методики заключается в последовательном выполнении следующих действий: определении способа выполнения исследуемого текста (машинописный, иной), установлении типа пишущей машины (механическая, электромеханическая), определении одинарного межстрочного интервала, шага письма и, при сравнении со справочными данными, установлении марки шрифта. В литературе имеются указания на то, что установление марки (модели) пишущей машины предпочтительнее начинать с определения марки шрифта, но это не всегда оправданно и требует большого опыта. Для начинающего эксперта рекомендуется придерживаться предложенной последовательности методики.
При решении идентификационных вопросов в отношений машинописного текста эксперту необходимо выявить индивидуальную совокупность признаков, в которую входят не только упомянутые выше общие признаки пишущей машины, но и частные признаки, которые могут быть проявлением неисправностей печатающего механизма и шрифта (шрифтоносителя). Например, при неисправности печатающего механизма рычажно-сегментных пишущих машин (искривление литерных рычагов, неточной установки литерных колодок) в текстах могут наблюдаться следующие особенности расположения знаков:
– отклонение по вертикали;
– смещение по вертикали вверх, вниз;
– смещение по горизонтали вправо, влево; искривление линии строки;
– раздвоение оттисков буквенных знаков.
Неисправности лентоподающего механизма пишущей машины влекут за собой неравномерную интенсивность окраски знаков Дефект механизма, регулирующего силу удара, приводит к более слабому или более сильному пропечатыванию одного или нескольких знаков по сравнению с остальными. Разрегулировка регистрового механизма является причиной устойчивого смещения знаков верхнего регистра выше или ниже линии строки.
К частным признакам, обусловленным дефектами знаков, возникающими при изготовлении шрифта (шрифтоносителя), либо его эксплуатации, относятся:
– искаженная конфигурация знаков;
неравномерная интенсивность окраски отдельных частей знаков
- образование слепых участков;
- искривление прямолинейных элементов;
- извилистость в овалах;
– утрата частей знаков (отсечек, начальных элементов).
Для безрычажных пишущих машин свойственны специфические признаки, проявляющиеся о текстах, например:
– одновременное отображение фрагментов двух знаков (обусловлено нарушением работы механизма селекции при печатана как одним и тем же, так и разными шрифтоносителями);
– неравномерная окраска и более выраженный рельеф верхних частей всех знаков (или нижних их частей), что является результатом неправильной установки шрифтоносителя (дефект крепежной части печатающего узла).
Сущность проведения идентификационного исследования заключается в сравнительном анализе выявленных индивидуальных совокупностей общих и частных признаков пишущих машин, отобразившихся в текстах. Особые требования предъявляются к экспериментальным образцам для сравнения, которые должны быть изготовлены в условиях, максимально приближенных к условиям выполнения исследуемого текста. Обязательно наличие свободных сравнительны) образцов, выполненных в тот же период времени, что и представленный на экспертизу текст. Данное обстоятельство является существенным для установления совпадающих частных признаков, проявившихся в определенный идентификационный период.
Кроме названных типичных экспертных задач, решаемых в отношении машинописных документов, следователю (суду) может потребоваться установление следующих фактических обстоятельств:
– порядкового номера представленного экземпляра в закладке;
– факта количества листов, составляющих одну закладку;
– допечатки;
– времени исполнения документа (соответствия его дате, указанной в документе);
– содержания текста на копировальной бумаге (или машинописной ленте);
– исполнителя машинописного текста.
При установлении первых двух из перечисленных обстоятельств требуется изучить и оценить признаки распределения и выраженности рельефа знаков, а также красящего вещества копировальной бумаги. Чем менее выражен рельеф, а штрихи знаков имеют более нечеткий, расплывчатый контур, тем выше вероятность выполнения текста не вторым, а третьим или последующими экземплярами.
Установление факта допечатки производится сопоставлением признаков основного машинописного текста и проверяемого фрагмента (знака) по степени окрашенности, рельефу, положению относительно друг друга, а также размерным характеристикам и конфигурации знаков. Для распознавания допечатки существуют также копировальные методы, позволяющие дифференцировать допечатанный фрагменты (знаки) по различию в степени копирования на полихлорвиниловую пленку.
Установление текста, содержащегося на копировальной бумаге или машинописной ленте, осуществляется изучением объекта на просвет, затем расшифровыванием фотоотпечатка текста, полученного контактным копированием на фотобумагу.
При установлении исполнителя машинописного текста изучаются две группы идентифицирующих признаков: топографические (индивидуальные особенности размещения текста и его фрагментов) и дактилографические (признаки владения техникой машинописи, сила и равномерность ударов по клавишам, дактилографические ошибки и способы исправления ошибок). При решении названной задачи особое значение приобретают экспериментальные образцы, которые отбираются с разрывом во времени и печатаются под диктовку с различной скоростью.
К знакопечатающим устройствам ударного типа относятся матричные принтеры. Исследование текстов, выполненных с их помощью, представляет определенные трудности для экспертов-криминалистов в силу конструктивных особенностей этих устройств. Принцип действия матричных принтеров состоит в том, что иглы печатающей головки путем ударного воздействия через окрашенную ленту (типа машинописной) оставляют оттиск на бумаге. Иглы головки установлены, ![]() упорядочены и активизируются под управлением компьютера в соответствии с конфигурацией знака, который предстоит напечатать. Сочетание активных игл, являющихся прообразом знака для его печати, условно называют матрицей, а принтеры – матрично-игольчатыми. Для печатающего узла матричного принтера наиболее информативными признаками являются форма, размеры, положение и взаиморасположение оттисков отдельных игл. Ценным признаком также является отсутствие (устойчивое непропечатывание) оттиска одной или более игл. Однако данные особенности имеют идентификационный период, ограниченный временем эксплуатации печатающей головки принтера. Смена головки или ее ремонт приводит к утрате упомянутых признаков, поэтому идентификация матричных – принтеров по их оттискам в настоящее время затруднена.[26]
упорядочены и активизируются под управлением компьютера в соответствии с конфигурацией знака, который предстоит напечатать. Сочетание активных игл, являющихся прообразом знака для его печати, условно называют матрицей, а принтеры – матрично-игольчатыми. Для печатающего узла матричного принтера наиболее информативными признаками являются форма, размеры, положение и взаиморасположение оттисков отдельных игл. Ценным признаком также является отсутствие (устойчивое непропечатывание) оттиска одной или более игл. Однако данные особенности имеют идентификационный период, ограниченный временем эксплуатации печатающей головки принтера. Смена головки или ее ремонт приводит к утрате упомянутых признаков, поэтому идентификация матричных – принтеров по их оттискам в настоящее время затруднена.[26]
Знакопечатающие устройства, в которых изображение знака на бумаге формируется управляемой микропроцессором струей чернил, получили название струйных принтеров. В штрихах текстов, полученных способом струйной печати, можно наблюдать хаотичное, неупорядоченное размещение красящего вещества в виде точек и пятен наряду с неровными краями штрихов. В настоящее время методика идентификации струйного знакопечатающего устройства по изображениям находится в стадии разработки.
Среди разных знакопечатающих устройств большое распространение получили лазерные принтеры, относящиеся к цифровым электрофотографическим копировально-множительным аппаратам. Кроме наиболее общих признаков, характерных для изображений, полученных электрофотографическим способом (специфичный блеск и зернистая структура штрихов, поверхностное размещение красящего вещества и его осыпание в местах перегиба бумаги), для лазерных принтеров свойственна достаточно выраженная линейчатая структура изображений, также образование «ступенек» или разрывов в тонких штрихах, дугах и окружностях, при этом количество точек-марашек невелико.[27]
Для решения идентификационных вопросов в отношении текстов, выполненных на лазерных принтерах, большое значение приобретают признаки, появляющиеся в процессе эксплуатации проверяемого электрофотографического устройства. Среди них: дефекты (царапины и прочее) фототорецептора, выражающиеся в виде посторонних полос, темных точек на незапечатанном поле (светлых на запечатанном) получаемых документов, а для цветных электрофотографических устройств, цветных ореолов, пятен и т.д. Все эти дефекты являются неустранимыми и продолжают накапливаться до окончания срока эксплуатации фоторецептора (или до его замены). Взаимное расположение и форма дефектов позволяют однозначно идентифицировать фоторецептор электрофотографического копировально-множительного устройства. Аналогичным образом проявляют дефекты других узлов (например, оптической системы).
Соответственно, при смене фоторецептора, следы, обусловленные его дефектами, исчезают. Следы, обусловленные дефектами оптической системы устройства, являются более устойчивыми.
Методика исследования:
При проведении предварительного и раздельного исследования следует придерживаться следующих обязательных требований:
- во вводной части указывать номер уголовного дела, сведения об эксперте и представленных образцах;
- не менять содержания вопросов, поставленных в постановлении (определении суда) о назначении экспертизы;
- указывать в заключении различающиеся и совпадающие признаки;
– подписывать каждый лист заключения и фототаблицы к ней.
В первую очередь определяют машинописный способ исполнения исследуемых документов на основании изучения морфологических признаков штрихов знаков. Затем, в соответствии с описан ной методикой, устанавливают марку (модель) пишущей машины на которой выполнен каждый из исследуемых текстов. Рекомендуется результаты проводимых измерений оформлять в виде таблицы, где указывают наименование общего признака и конкретное en значение (в долях миллиметра) в изучаемых текстах. Сопоставлением общих признаков устанавливают их совпадение или различие Если установлено совпадение, далее изучают частные признаки пишущей машины и шрифта, отобразившиеся в каждом тексте Желательно произвести их разработку и разметку путем зарисовки для уяснения идентификационной значимости каждого признака.
ИССЛЕДОВАНИЕ ОТТИСКОВ ПЕЧАТЕЙ И ШТАМПОВ
Оттиски печатей и штампов являются одним из основных реквизитов многих документов и служат для удостоверения изложенных фактов. Иногда с подделкой этих реквизитов связаны такие опасные деяния, как, например, хищение государственной и частой собственности.
Успех и эффективность исследования оттисков зависит от того, Сколько эксперту известны признаки различных способов технической подделки оттисков, технология производства печатей (штампов), влияние различных факторов на особенности получаемых отображений, а также насколько он владеет методикой раздельного и сравнительного исследования с целью идентификации клише. В настоящее время в специализированных мастерских, занимающихся изготовлением печатей и штампов, применяются различные материалы и технологии.
В оттисках печатей (штампов), изготовленных в этих учреждениях обычно наблюдается совокупность следующих признаков:
- совпадение центров внешних и внутренних ободков;
- расположение вершин и оснований букв текста по линиям оконечностей, параллельным линиям ободков;
– совпадение направления продольных осей букв с направлением радиусов ободков;
– параллельность продольных осей букв в тексте, расположением в центральной части печати;
– одинаковые расстояния от разделительной «звездочки» («снежинки») до начала и окончания текста;
– симметричность фрагментов печати относительно оси, проходящей через центр и разделительную «звездочку» («снежинку»);
– при одностороннем расположении текста буквы своими основаниями должны быть направлены к центру печати;
– при двустороннем основании буквы во внешних строках должны быть направлены к центру, а внутренних – от центра;
– герб печати с односторонним текстом должен располагаться так, чтобы его основание было обращено к середине интервала между разделительными «снежинками»;
– в треугольных печатях, прямоугольных штампах продольные части букв должны быть параллельны между собой, а сам текст должен располагаться симметрично относительно продольной оси, проходящей через центр оттиска.
При изготовлении печатей и штампов в специализированных мастерских и предприятиях на различных стадиях производства могут быть допущены нарушения технологии, что приводит к смещению букв относительно линии строк, изменению интервалов между буквами, нарушению симметрии, искривлению отдельных элементов и прочим искажениям.
Кроме того, вследствие длительной эксплуатации в клише появляются трещины и другие дефекты. Изменившиеся свойства печати (штампа) отображаются соответствующим образом в оттисках: увеличивается ширина штрихов, края становятся менее четко выраженными, появляются искривления и перерывы в штрихах, неравномерная окраска.
Известны разнообразные способы подделки оттисков печатей и штампов. Наиболее распространенными из них являются следующие:
- воспроизведение изображения оттиска путем рисования
непосредственно на документе;
- нанесение оттисков с помощью плоских клише;
- копирование на документ подлинного оттиска;
- копирование с помощью электрофотографических аппаратов,
принтеров;
– нанесение оттисков с помощью рельефных клише.
Рисование изображения печати (штампа) непосредственно на документе является наиболее простым способом подделки. Особенно часто к нему прибегают для воспроизведения изображения части оттиска (например, при замене фотокарточки). Для этого случая характерны следующие признаки:
- наличие следа от пишущего прибора;
- неравномерное распределение красящего вещества в штрихах;
- различная конфигурация одноименных знаков;
- излом линии строк текста;
- неравномерность интервалов между строками и буквами;
- отсутствие мелких, трудновоспроизводимых элементов в
изображении герба и букв;
- признаки замедленности темпа движений (извилистость штрихов, тупые начала и окончания штрихов, наличие утолщений в штрихах в местах остановки пишущего прибора);
ИССЛЕДОВАНИЕ БЛАНКОВ ДОКУМЕНТОВ
Среди объектов, направляемых на технико-криминалистическую экспертизу документов, наиболее часто встречаются такие, которые оформляются путем заполнения бланков, изготовленных с использованием полиграфической техники (накладные, дипломы об окончании учебных заведений, квитанции и пр.).
Бланками принято называть листы бумаги с частично напечатанным текстом, предназначенные для составления документов по определенной форме.
Для изготовления бланков документов используются печатающая техника полиграфических предприятий, а также множительная и копировальная техника различных учреждений, которая иногда используется в преступных целях для изготовления бланков документов.
В целом процесс печатания сводится к воспроизведению на бумаге изображения имеющейся формы.
По расположению печатающих и пробельных элементов на форме классифицируются виды печати.
Печатные формы разделяют на текстовые, иллюстрационные и смешанные.
В настоящее время в полиграфии наибольшее распространение получили три вида печати: высокая; глубокая; плоская.
Помимо них существуют специальные (трафаретная, орловская).
Для каждого вида имеются особые печатные машины, применяются соответствующие виды бумаги и красок.
В форме для высокой печати на рис. 1 (А) печатающими элементами (а) являются участки, возвышающиеся над пробельный элементами (б). Краску наносят только на выступающие участки формы (Б). Поскольку пробельные элементы углублены, краска не попадает. На оттиске (В) получается отображение только вступающих элементов печатной формы.
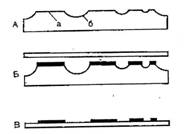
Рис. 1
При печатании выступающие элементы формы вдавливаются в оттиск вместе с красочным слоем, отчего в местах соприкосновения она деформируется, а красочный слой раздавливается, образуя на краях штрихов утолщения.[28]
Таким образом, для высокой печати характерны следующие
признаки:
– следы давления в местах контакта бумаги с печатающими элементами;
– наличие красочного валика по периметру штрихов. Указанные признаки (остаточная деформация бумаги и красочный тик в штрихах) являются основными для рассматриваемого вида графической печати. Как правило, в штрихах изображений, полученных высокой печатью, отображаются также дополнительные признаки, обусловленные способом изготовления печатной формы.
При изготовлении печатных форм используют ручной и машинный набор, а также прибегают к применению фотоцинкографии, фотополимерным процессам, к гравированию с помощью лазера и др.
Набор текстовых форм производят с применением шрифтов. Типографским шрифтом называют комплект литер, необходимых для воспроизведения букв какого-либо алфавита с относящимися к
нему знаками и цифрами. Типографские шрифты различаются по размерам, особенностям рисунка и начертания.
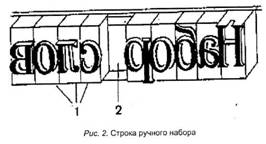
При ручном наборе – строки текста составляют из отдельных, заранее подготовленных печатающих и пробельных элементов (рис. 2). Из печатающих элементов (литер) с рельефным изображением (а) формируются слова, которые отделяют друг от друга пробельные элементы (б).
Наряду с традиционными признаками, характерными для высокой печати, в оттиске, полученном с печатной формы ручного набора, может наблюдаться:
– смещение знаков по вертикали, горизонтали либо наклон знаков.
При машинном наборе изготавливают монолитные строки текста на строкоотливных машинах (линотипах) (рис. 3). При этом процесс изготовления печатающих и пробельных элементов и составление из них строк текста осуществляются одновременно.

К признакам, характерным для оттисков, полученных с линотипных печатных форм, относятся:
- наличие посторонних штрихов между знаками, обусловленных затеканием металла между матрицами;
- дефекты тонких штрихов, связанные с прогоранием матрицы.
При фотохимическом способе изображение наносят на поверхность формного материала фотографическим методом и углубляют пробельные элементы химической обработкой. Данный способ иначе называется цинкография, либо фотоцинкография, так как для изготовления печатной формы используются цинковые пластины.
В оттисках, полученных с фотоцинкографских печатных форм, можно обнаружить ряд признаков, обусловленных нарушением технологии изготовления последних:
– края штрихов имеют неровную, изъеденную форму;
– отсутствие мелких элементов;
– незапечатанные участки в крупных штрихах;
– слияние отдельных деталей изображения.
Печатающие элементы на фотополимерной форме создаются в процессе химической реакции фотополимеризации (процесс полимеризации, происходящий под действием света). Для изготовления формы в качестве светочувствительного слоя используют фотополимеризующиеся композиции двух типов: твердые и жидкие. Основа любой композиции – ненасыщенные соединения (мономеры, полимеры, их смеси), которые полимеризуются под действием ультрафиолетового света и теряют способность к растворению в некоторых растворителях. Участки композиции, которые подверглись воздействию ультрафиолетовых лучей, выполняют роль печатающих элементов формы, а не подвергнутые облучению, после вымывания (удаления) фотополимеризующейся композиции, роль пробельных элементов формы.
Из-за нарушения технологического процесса в оттисках, полученных с фотополимерных печатных форм, можно выявить:
– неполное отображение штрихов знаков;
– искажение мелких элементов знаков;
– округление углов знаков;
– белые точки (следы лопнувших пузырьков воздуха в жидкой
композиции);
– слияние окантовки со штрихами знака.
В форме плоской печати печатающие и пробельные элементы находятся в одной плоскости, но имеют разные физико-химические свойства (рис. 4).
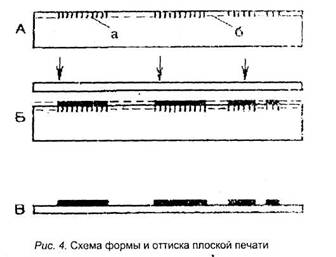
Печатающие элементы (а) гидрофобны (жировосприимчивы), пробельные элементы (б) гидрофильны (влаговосприимчивы). Перед нанесением краски форму увлажняют, и пробельные элементы удерживают влагу, а затем наносят жирную вязкую краску, которая закрепляется только на печатающих элементах. После наката краски подается бумага (Б) и посредством давления получается оттиск (В).
В целом для продукции, изготовленной с помощью форм плоской печати, характерно:
- отсутствие рельефа на лицевой и оборотной стороне бумаги (на участках штрихов);
- малая толщина красочного слоя в штрихах;
- относительно четкие и ровные края штрихов;
- равномерная окрашенность штрихов;
- матовая поверхность красочного слоя.
Основные разновидности плоской печати – литографская и офсетная. В первом случае изображение с формы передается непосредственно на бумагу, во втором – с формы на валик и с валика на бумагу.
Литографические печатные формы изготавливают ручным или фотохимическим способом.
Плоские печатные формы для офсетной печати изготавливают в основном фотохимическим и электрофоногрофическим способами.
При фотохимическом способе изображение с позитива копируются на металлическую пластину, покрытую светочувствительным слоем. Под действием света происходит дубление слоя на участках, соответствующих прозрачным местам пленки. После этого на пластину наносят краску и промывают в воде. Незадубленный слой смывается вместе с краской, а задубленные печатающие элементы остаются на поверхности формы.
В документах, выполненных с печатных форм, изготовленных фотохимическим способом, кроме стандартных признаков плоской печати, может быть обнаружено:
– наличие «марашек» на пробельных участках формы (дефектов негативов);
– неполное отображение знаков, округление угловатых элементов.
Кроме названного фотохимического способа для изготовления плоских печатных форм может применяться и электрофотографический способ, который включает в себя следующие стадии:
– фоторепродуцирование оригинала с получением скрытого ректростатического изображения на фотополупроводниковом слое (пластины;
проявление этого изображения противоположно заряженные частицами веществ (в порошкообразном или жидком виде с адрофобными свойствами, в том числе на основе смол, воскообразных веществ и др.);
– перенос полученного изображения электростатическим способом на формный материал;
– закрепление изображения на формном материале документам, изготовленным с печатных форм, полученных электрофотографическим способом, свойственны следующие признаки:
– структура штрихов, характерная для плоской печати;
– наличие точек по краям штрихов и на пробельных участках, являющихся отображением частиц тонера.
В формах для глубокой печати печатающие элементы расположены ниже пробельных и имеют, как правило, различную глубину, а пробельные элементы расположены в одной плоскости. Разная глубина печатающих элементов позволяет получать изображения различной тональности (рис. 5).
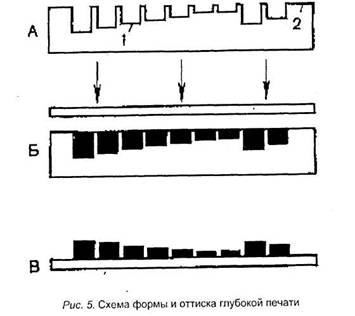
Во время печатания (Б) печатающие элементы (А1) заполняются краской, которая наносится в избытке на всю форму, а затем ракелем (упругий стальной нож с заточенным лезвием) полностью снимается с пробельных элементов (А2), лежащих в одной плоскости и служащих опорой для ракеля. В процессе печатания краска под значительным давлением переносится на бумагу.
В оттисках, полученных с таких печатных форм, наблюдаются следующие характерные признаки:
- довольно значительная толщина красочного слоя по краям
штрихов уменьшается;
- необычное распределение краски в штрихах в виде равномерных графических элементов с незапечатанными участками между ними («ячеистое» строение). Данное явление объясняется использованием оптического растрирования при изготовлении печатной формы;
- выпуклость бумаги в местах наложения краски (при использовании металлических форм).
Кроме того, при исследовании изображений могут быть обнаружены признаки, присущие определенному способу изготовления печатных форм.
Печатные формы для глубокой печати в настоящее время преимущественно изготавливают гравированием или фотохимическим способом.
Изготовление печатных форм фотохимическим способом в настоящее время может осуществляться с применением пигментной бумаги и без ее использования (глубокая автотипия). В первом случае технологический процесс изготовления печатной формы складывается из следующих операций:
1. Изготовление текстовых и иллюстрационных фотоформ (диапозитивов) и их монтаж.
2. Экспонирование на пигментную бумагу диапозитивных изображений.
3. Экспонирование на полученные изображения растра.
4. Прикатывание пигментной кожи к поверхности формного цилиндра.
5. Травление поверхности формного цилиндра.
При беспигментном фотохимическом способе изготовления диапозитивное изображение копируется непосредственно на Кормный цилиндр.
При изготовлении печатных форм глубокой печати электронномеханическим, электронным или лазерным гравированием в качестве исходного материала применяются медные или пластмассовые цилиндры.
Печатные элементы, получаемые при этом, имеют разные площадь и глубину, в зависимости от тональности участков оригинала.
Трафаретная печать – специальный вид печати, отличающийся от, классических тем, что изображение создается не на поверхности материала, а в самой толще формирующей поверхности.

Формой для трафаретной печати являются трафареты, в которые печатающими элементами служат сквозные прорези. Для изготовления трафаретных форм используют различные материалы: бумагу пластмассы, металлы. Существуют три основных способа получение трафаретных форм: ручной, фотохимический и фотомеханический.
Процесс печатания с формы трафаретной печати (А) сводится к следующему: на сетку (1), закрепленную на раме (2), покрытую светочувствительным слоем, экспонируют позитив, затем при проявлении форма задубливается, а участки слоя, не подвергшиеся действию света, вымываются водой, что приводит к образованию сквозных отверстий в трафарете (а). Пробельные элементы (б) краску не пропускают, так как закрыты красконепроницаемым веществом (рис. 6). Печатание производится вручную и механизированным способом. Краска через отверстия формы продавливается специальным ножом (ракелем) (3) вручную или автоматически. Толщина слоя краски на оттиске (В) одинакова на всех участках изображения.
Для оттисков, полученных трафаретным способом, характерны следующие признаки:
– наличие в штрихах рельефного слоя краски, одинакового по
толщине в центре штриха и по его краям;
- иногда в штрихах просматривается рисунок ткани;
- отсутствие деформации бумаги.
В зависимости от вида трафаретной печати (плоская или ротационная) можно обнаружить специфические признаки.
Орловскую печать используют в полиграфии при изготовлении ценных бумаг и бланков некоторых документов. Причем этот вид печати применяют при нанесении многоцветных защитных линий.
При получении многоцветных изображений с помощью машины орловской печати используется единая высокая печатная форма, которая контактирует только с цилиндром большого диаметра, называемым сборным. С ним же соприкасаются несколько меньших (шаблонных) цилиндров (по числу цветов), которые переносят изображение элементов рисунка на сборный цилиндр. Многокрасочный оттиск, полученный таким способом, представляет собой рисунок (обычно защитную сетку), цвета в котором скачкообразно переходят один в другой, без разрывов и смещений. Для оттисков с форм орловской печати характерны все основные признаки высокой печати, однако толщина красочного слоя здесь меньше обычного.
Иллюстрационные формы для высокой, плоской и глубокой печати изготовляют фотохимическим и электромеханическим способами-
Они используются для воспроизведения одноцветных и многоцветных иллюстраций.
Другие виды печати:
– высокая офсетная печать – используются фотополимерные формы высокой печати (но с прямым изображением), краска с формы переносится так же, как в офсетной печати, через резиновое полотно. Этот способ применяется при печати упаковок на разных материалах (на тонком картоне, металле, пластмассе);
– глубокая офсетная печать – используется форма глубокой печати с прямым изображением, процесс печати производится с переносом изображения с формы через резиновое полотно (как в офсетной печати). Используется для нанесения изображений на стеклянных ампулах и других неровных поверхностях;
– флексография – является разновидностью высокой печати. Формы для этого вида печати изготавливают из эластичных материалов (резины, полимеров). Применяется в основном для печати этикеток и упаковок;
– фототипия – разновидность плоской печати. Основой печатной формы является толстое зеркальное стекло, покрытое светочувствительным слоем хромированного желатина. При сушке желатин сморщивается, образуя множество зерен. На высушенную поверхность пластины копируют негативное изображение изготавливаемой формы. Под воздействием света участки, соответствующие прозрачным частям негатива, задубливаются. Перед печатанием форму увлажняют смесью воды и глицерина. Участки желатинового слоя, подвергаются наиболее сильному действию света (темные тона изображения, не будут воспринимать воду. Чем светлее тон, тем в большей степени набухает желатиновый слой. При накатывании краски на такую форму она будет ложиться только на задубленные участки, набухшие участки желатина краску не воспринимают, основной признак способа – наличие морщинистой структуры штрихов;
– ротаторный способ – разновидность трафаретной печати. Печатной формой служит восковка – специальная пористая основа, на которую нанесен красконепроницаемый слой. Подлежащий воспроизведению текст печатают на пишущей машинке, при этом выдавливается слой наполнителя. При печатании копий краска попадает на бумагу через отверстия формы.
Признаки ротаторного способа:
– прерывистость штрихов;
– скругленность окончаний штрихов;
– неодинаковая ширина штрихов;
– ореолы вокруг знаков;
– отсутствие в оттисках отдельных знаков или их элементов;
– ризография – современная разновидность трафаретной печати. Ризограф имеет следующие основные узлы: сканирующее устройство, устройство обработки информации и приспособление для трафаретной печати. Вначале оригинал документа считывается сканером, затем полученная цифровая информация обработки используется для создания трафаретной формы на специальной пленке, закрепляемой на барабане, который изнутри пропитывается краской. Во время печатания краска поступает сквозь барабан на печатную форму и далее – на бумагу.
К признакам ризографии относятся:
- сетчатая структура изображения;
- на больших запечатанных участках краситель располагается
равномерно (за счет прожигания пленки);
- неровные края штрихов.
Путем печатания производится основная масса бланков. Однако при малотиражных изданиях в учреждениях и предприятиях прибегают к выполнению бланков копированием или при помощи печатающих устройств персональных компьютеров.
Копирование может осуществляться с помощью электрофотографической техники.
К этой группе технических средств относятся и некоторые периферийные компьютерные печатающие устройства – лазерные и струйные принтеры. Таким образом, если ранее было принято считать, что изготовление бланка документа с помощью средств репрографии является одним из способов его подделки, то в настоящее время допустимо выполнение бланков документов нестрогой отчетности (например, платежных ведомостей, договоров, доверенностей) с использованием копировально-множительных аппаратов.
Электрофотографические аппараты относятся к числу самых распространенных репрографических устройств, используемых для изготовления бланков. Принцип их действия основан на свойстве некоторых классов веществ удерживать при отсутствии актиничного освещения на своей поверхности избыточный электрический заряд, который при освещении нейтрализуется. В начальной стадии процесса поверхность фоторецептора равномерно заряжается статическим электричеством. Затем на эту поверхность через оптическую систему проецируется изображение, в результате чего участокфоторецептора, на которые воздействовал свет, теряют электростатический заряд, а участки, не подвергавшиеся действию света, сохраняют его. Образующееся скрытое электростатическое изображение проявляется электрографическим порошком (тонером), частицам которого предварительно сообщается заряд противоположной полярности по сравнению с зарядом скрытого изображения. Частицы тонера притягиваются к заряженным участкам фоторецептора, в результате чего образуется видимое изображение, которое электростатическим путем переносится на бумагу и закрепляется химическим, термическим или термосиловым способом.
Для изображений, полученных электрофотографическим способом, характерны следующие диагностические признаки:
– отсутствие деформации бумаги в местах наложения тонера;
– поверхностное наложение тонера в виде спекшихся мелкозернистых частиц;
– блеск тонера в штрихах;
– наличие мелких точек-марашек на незапечатанных участках документов;
– осыпание тонера по линиям сгиба бумаги – носителя изображения следует заметить, что качество изготовляемого документа зависит от способа обработки сигнала и формирования изображения электрофотографического аппарата. Так, штрихи изображений, полученных при использовании аппарата с аналоговым способом обработки сигнала, характеризуются «размытостью», нечеткостью, наличием точек марашек вне штрихов. В то же время получение на электрофотографических аппаратах с цифровой обработкой сигнал имеет выраженную линейчатую структуру и, как следствие, ступенчатые края.
Признаки изображений, полученных с помощью лазерных принтеров во многом сходны с выполненными на ксерографических аппаратах. Однако применение в современных лазерных принтерах так
называемой «RET‑технологии» приводит к сглаживанию краев изображений знаков.
Для изготовления бланков документов в ряде случаев используются струйные принтеры, в которых изображение формируется каплями красящегося вещества, поступающего из системы сопел. Печатающие устройства условно разделяются на капельно-струйные и капельно-пузырьковые. В капельно-струйных принтерах красящее вещество подается с помощью пьезоэлементов через систему форсунок. Пьезоэлемент по команде блока управления меняет свои геометрические размеры, тем самым создавая избыточное давление в форсунке. За счет высокого давления капля красящего вещества выдавливается из сопла. В капельно-пузырьковых устройствах внутри форсунок имеются нагревательные элементы, которые, нагреваясь, доводят до вскипания красящее вещество, при этом газовые пузырьки выталкивают каплю краски. Для изображений, полученных с помощью капельно-струйных и капельно-пузырьковых принтеров, характерны следующие признаки:
- отсутствие рельефа штрихов;
- изображения состоят из точек (черного, голубого, пурпурного
и желтого цветов);
- точки расположены хаотично;
- общая бледность изображения;
- нечеткость краев штрихов;
- не просматриваются мелкие детали и микротексты.
Способы подделки бланков документов и их признаки
К числу наиболее распространенных способов изготовления поддельных документов относятся:
- печатание с помощью ручного набора типографского шрифта;
- печатание путем использования форм высокой печати, изготовленных фотохимическим (фотоцинкографическим) способом или гравированием (вырезанием);
- печатание с помощью форм плоской офсетной печати, изготовленных фотохимическим способом;
- производство путем применения электрофотографических
аппаратов, а также принтеров.
Судебно-следственной практике известны и другие способы изготовления поддельных бланков, например рисованием.
Рисованием пользуются обычно преступники, имеющие определенные навыки в черчении. С помощью тонкого чертежного пера или кисточки рисуются изображения, имитирующие типографский шрифт бланка.
Нарисованные штрихи часто сдвоены, в них остаются следы от пишущего прибора. Они имеют неровные окончания, иногда содержат исправления. Высота, ширина, конфигурация одних и тех же знаков в одном и том же бланке неодинакова; неравномерны пробелы между знаками. Рисунок букв, имитирующих обычно одну из гарнитур типографского шрифта, существенно отличается от нее.
Следует иметь в виду, что в практике встречаются несколько разновидностей подделки бланков документов рисованием: «на глаз», на просвет, с предварительным передавливанием содержания текста с помощью острого предмета и т.д. Поэтому при использовании могут быть обнаружены и другие, характерные для каждого способа признаки (например, наличие рельефных штрихов в случае предварительного передавливания).
При использовании ручного набора типографского шрифта, составленного самодельным способом (часто в условиях дефицита
отдельных элементов набора), в бланках встречаются следующие
признаки:
– характерные для высокой печати деформация бумаги на месте расположения штрихов и утолщение красочного слоя по их краям;
– наличие знаков, соответствующих различным группам шрифтов;
– разный размер знаков в слове;
– неравномерные интервалы между буквами и словами;
– неровная линия выключки строки справа;
– смещение знаков относительно линии строки, отклонение от вертикальной оси букв влево или вправо;
– неравномерное пропечатывание отдельных знаков;
– замена одних знаков другими, сходными с ними по конфигурации;
– наличие «перевернутых» букв и орфографических ошибок;
– несоответствие конфигурации и размеров знаков в сомнительном бланке и бланке-образце.
Поддельные бланки, отпечатанные с помощью форм высокой печати, изготовленных гравированием вручную, могут иметь следующие признаки:
– деформация бумаги на месте расположения штрихов текста;
– утолщение красочного слоя по краям штрихов;
– угловатость элементов, которые должны быть овальными и наоборот;
– несоответствие размеров и рисунка знаков характеристикам
стандартных шрифтов;
– наличие зеркального изображения отдельных знаков;
– различие в ширине штрихов в одной и той же букве и в разных буквах;
– отсутствие части отдельных знаков («зарезы»);
– наличие орфографических ошибок;
– неустойчивость высоты букв.
Полученные с помощью форм высокой печати, изготовленные
фотохимическим способом из цинковых пластин бланки могут иметь следующие признаки:
- полное сходство с подлинными бланками по содержанию и рисунку;
- различие размеров оттиска с цинкографским клише и подлинника из-за несоблюдения масштаба при фотографировании;
- наличие дефектов в штрихах знаков, а также слившихся контуров мелких букв из-за слишком продолжительного травления клише;
- наличие рельефа на месте расположения штрихов текста и рисунков в бумаге;
- утолщение красочного слоя по краям.
Сравнительно часто преступники прибегают к печатанию бланков с форм плоской печати, изготовленных фотохимическим способом, а также используют электрофотографические аппараты и принтеры.
Признаки, характерные для этих способов изготовления документов, рассматривались ранее.
КРИМИНАЛИСТИЧЕСКОЕ ИССЛЕДОВАНИЕ ДОКУМЕНТОВ, СНАБЖЕННЫХ СПЕЦИАЛЬНЫМИ ЗАЩИТНЫМИ СРЕДСТВАМИ
Среди различных документов особое место занимают:
- денежные билеты и ценные бумаги (аккредитивы, облигации
государственного займа, банковские чеки, акции, векселя);
- билеты для проезда железнодорожным, водным и воздушным транспортом;
- некоторые личные документы граждан (паспорта, военные билеты, свидетельства о рождении, дипломы и аттестаты об образовании, удостоверения на право управления транспортом и другие).
Все эти документы снабжаются специальными защитными средствами, затрудняющими полную, или частичную их подделку и облегчающими ее обнаружение.
Для усложнения фальсификации и облегчения диагностики подделок документы обеспечиваются комплексом защитных свойств. Это достигается внесением в них целого ряда защитных элементов, применением специальных технологических приемов при их изготовлении, определенным сочетанием способов и приемов нанесения полиграфического оформления, а также использованием специальных материалов.
Условно виды защиты подразделяются:
1.На технологическую.
2.Полиграфическую.
3.Физико-химическую.
Для изготовления документов используют высококачественные прочные бумаги, произведенные по специальной технологии. Входящие в их состав волокнистые полуфабрикаты, наполнители, проклейка и т.д. повышают прочность, что является необходимым условием длительной эксплуатации документов.
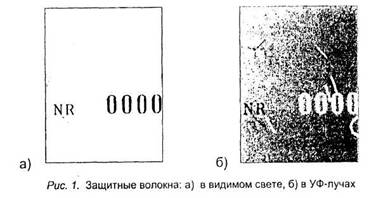
Основой для бумаги служат волокна хлопка или льна (обычно используются обрезки ткани, очесы и другие отходы прядильно-ткацкого производства). Их размалывают для получения однородной массы мельчайших волоконец – фибриля. В ходе отливки листа они тесно сплетаются, придавая бумаге особую прочность и долговечность. Для большего упрочнения в бумажную массу вводят специальные клеи. Защитные волокна.
В процессе изготовления бумаги в бумажную массу добавляют полимерные волокна, длиной 3–10 мм, которые хаотично располагаются между другими волокнами. Они могут быть как окрашенными, так и бесцветными. Бесцветные защитные волокна (а иногда и окрашенные) в УФЛ имеют свечение определенного цвета (рис. 1).
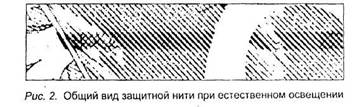
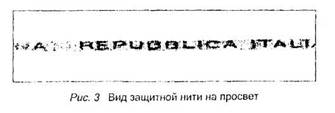
Защитные нити
Защитная нить представляет собой полимерную или металлизированную тонкую полоску, шириной 0,7 – 1,5 мм, которая вводится в бумагу в процессе отлива бумажной массы. Наиболее часто нити располагаются полностью в тоще бумаги и видимы только на просвет, реже встречаются защитные нити, выступающие на поверхность бумаги в виде пунктира, так называемые «плавающие» («ныряющие») нити (рис. 2, 3). На просвет она выглядит как единое целое. Защитные нити также могут иметь различные надписи, микротексты, знаки и т.д. Ряд нитей обладают свечением в УФ-лучах или магнитными свойствами.
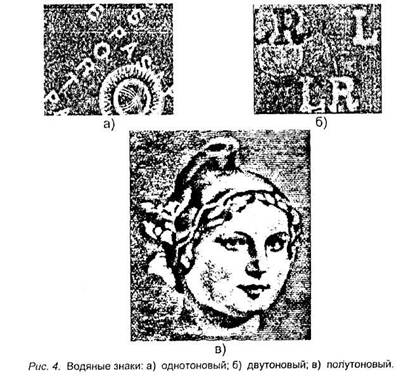
Водяной знак
Водяные знаки видны при изучении листов документов на просвет в виде изображений, образованных за счет локальных различий в оптической плотности бумаги. Они создаются при изготовлении бумажного полотна на специальных сетках с рельефными элементами путем изменения плотности бумажной массы. Различают водяные знаки однотоновые (светлые или темные по отношению к фону), двутоновые (с более светлыми или более темными фрагментами по отношению к фону) и многотоновые (с полутоновыми фрагментами изображений) – рис. 4.
Тип подложки
Большинство документов имеет бумажную основу (подложку). Для их изготовления используют бумагу, изготовленную по специальной технологии и содержащую различные защитные элементы. В отдельных странах для изготовления документов в качестве подложки используют полимерные пленочные материалы определенной природы. Они позволяют реализовать новые возможности по защите.
Ламинат.
Ламинат – это прозрачная защитная пленка, которая наносится на бумагу методом горячего или холодного прикатывания. Она предохраняет документ от переклейки фотографии и внесения изменений в данные. На поверхность ламинирующей пленки, обращенную к листу бумаги, может быть нанесен какой-либо узор или изображение. Рисунки по ламинату бывают малоразличимы при обычном освещении и, в таком случае, просматриваются только в косопадающем свете или при воздействии УФ-лучей. Нередко рисунок, нанесенный на внутреннюю поверхность ламината, переходит на поверхность бумаги и разрушается при попытке отделить ламинирующую Пленку от листа, являясь, таким образом, средством скрепления фотографии и записей вместо оттиска печати (рис. 5, 6).
Голограмма
Голограмма – метод получения объемного изображения плоских объектов, основанный на интерференции света. Под голограммой также понимают объемное многоплановое многоцветное изображение рисунка, возникающее при изменении угла освещения или наблюдения (рис. 7).
Перфорация
В ряде документов серийный номер выполняется перфоратором (диаметр отверстий – 0,5–1,0 мм). В некоторых документах используются краски, содержащие в своем составе специальные компоненты, препятствующие копированию реквизитов.
OVI – эффект (переменный оптический эффект: Изображение в этом случае выполнено специальными цветопеременными красками (optically variable ink – OVI). Такие краски наносятся способом глубокой или трафаретной печати, при этом красочный слой имеет значительную толщину. Оттиск обладает зернистой поверхностью, которая хорошо просматривается при незначительном увеличении. При изменении угла зрения меняется цвет изображения.
Похожие работы
... . Количество и масштаб изображения фотоснимков определяет эксперт в каждом конкретном случае в соответствии с результатами исследования. 2. Экспериментальная часть 2.1 Криминалистическое исследование паспортов транспортных средств и простых векселей Исследование документов, имеющих специальные средства защиты, в нашем случае простых векселей и паспортов транспортных средств – один из ...
... полиграфическим способом, их копии. При исследовании установление авторства документов возможно лишь при наличии не менее 500 слов в документе. 3. Технико-криминалистическое исследование документов Технико-криминалистическое исследование документов проводится в целях обнаружения признаков полной или частичной подделки документов, определения времени, способа и средств их изготовления, ...
... . Значительные сложности связаны с документами, размещаемыми на магнитных носителях информации ЭВМ. Совершенно новые методы должны применяться и при исследовании документов, выполненных на печатающих устройствах компьютеров. 2. Криминалистическое исследование письма Письмо - средство общения, в котором с помощью графических обозначений/письменных знаков/ запечатлены мысли человека. В основе ...
... средства. Дальнейшая углубленная разработка и совершенствование научно-технических методов криминалистической профилактики - актуальная задача криминалистики. Глава III. Важнейшие методы технико-криминалистического исследования Исследования в невидимых лучах. Невооруженный глаз воспринимает лучи оптического спектра, лежащие в интервале длин волн от 400 до 750 нм. Инфракрасные, ...
0 комментариев