Сварочное оборудование - различные устройства (машины, аппараты, вспомогательные приспособления), служащие для осуществления процесса сварки
По сколько ПЭ газопроводы имеют целый ряд ограничений по
Подземные ПЭ газопроводы всех давлений испытывают сжатым воздухом, под руководством специально выделенных лиц из ИГР
Навигация
Строительство газопроводов из полиэтиленовых труб
Строительство газопроводов из полиэтиленовых труб
85104
знака
3
таблицы
6
изображений
Методический материал
для студентов 3-4 курса (конспекты лекций)
Строительство газопроводов из полиэтиленовых труб
Дисциплина: Монтаж оборудования и систем газоснабжения
Специальность: Монтаж и эксплуатация оборудования и систем газоснабжения.
Методические материалы подготовлены в связи с отсутствием учебников и учебных пособий по данному курсу для колледжей и средних специальных учебных заведений, в помощь студентам очного и заочного отделения в подготовке к экзаменам и к защите дипломного проекта.
Курс лекций разработан в соответствии с примерной программой по дисциплине.
В курсе лекций отражены основные положения по строительству полиэтиленовых труб, даны рекомендации по применению машин и механизмов, технологии производства работ.
Содержание
Тема 1. Пластмассовые трубы в строительстве
Тема 2. Трубы и соединительные детали
Тема 3. Технология сварки полиэтиленовых труб
Тема 4. Специальные методы контроля сварных соединений полиэтиленовых газопроводов
Тема 5. Экспресс методы контроля сварных соединений полиэтиленовых газопроводов
Тема 6. Монтажные работы на полиэтиленовых газопроводах
Тема 7. Присоединение полиэтиленовых газопроводов к оборудованию (разъемные и неразъемные)
Тема 8. Устройство полиэтиленовых вводов
Тема 9. Переходы газопроводов через преграды
Тема 10. Испытание и сдача в эксплуатацию объектов газоснабжения
Введение
Зарождение газовой промышленности относится к концу 18-начала 19 веков, когда газ, получаемый из каменного угля (светильный газ), стали использовать для освещения родов Западной Европы.
Первые газораспределительные газопроводы в Росси начали строится с 1835г. из чугунных труб и до 1946г. поступление в сети газоснабжения природного газа - не вызывали особых забот у эксплуатационщиков.
Светильный газ содержал в себе небольшие количества паров смолы, которая, поступая с газом подземные газопроводы при охлаждении вжаживались на внутренних стенках труб и защищала раструбные соединения, уплотнение которых осуществлялось конопаткой просмоленным канатом с последующей зачеканкой.
Природный газ, не имеющий смол в своем составе и обессмоленный канат теряет свою уплотняющую способность.
Газ герметизации раструбных соединений также способствовало бурное развитии наземного городского транспорта.
В итоге с 1960г чугунные газопроводы начали выводиться из эксплуатации.
В 1931г в связи с расширением Московского газового завода и вводом в эксплуатацию завода «Нефтегаз» в Москве началось строительство первых газопроводов и стальных труб.
Однако более чем полувековой опыт эксплуатации стальных распределительных газопроводов показал, что в большинстве случаев нормативный срок службы в 40 лет не выдерживается. В этой связи начались поиски альтернативного материала для подземных газопроводов. Многочисленные опыты по использованию для рассматриваемых целей асбестоцементных труб, энтузиастом которых был И.В. Бородин (МИСИ им. В.В. Куйбышева), не обеспечивали стабильных результатов из-за трудности организации крупномонтажного производства труб с необходимой газонепроницаемостью. Серьезным препятствием была высокая стоимость труб, связанная с использованием высококачественного асбеста.
Другой альтернативой стали трубы из полимерных материалов. Наиболее подходящими по свойствам оказались поливинилхлорид и полиэтилен.
По инициативе института «Мосинжпроект» в 1958-1960гг совместно с трестом «Мосгаз» были проведены опытно-конструкторские и экспериментальные работы по определению возможности и условий эксплуатации пластмассовых подземных газопроводов.
Первые в России подземный распределительный газопровод из ПВХ-труб отечественного производства был построен в августе 1959г в Москве. А в августе 1961г в Москве был построен первый полиэтиленовый газопровод.
В течение трех лет, начиная с первого года эксплуатации, сначала еженедельно, а потом ежемесячно на опытных пластмассовых газопроводах, проводились систематические наблюдения и измерения. Эти наблюдения не выявили каких-либо отклонений и нарушений и подтвердили правильность принятых решений.
Несмотря на подходящие для газопроводов свойств ПВХ трубы из него не получили распространения по следующим причинам:
- отсутствовали способы получения соединения в условиях строительной площадки
- не было достаточно качественных клеев и не было достаточно прочных раструбных соединений, что не позволило осуществлять надежные врезки
В этой связи ПЭ трубы имеют неоспоримое преимущества, поскольку прекрасно соединяются в полевых условиях и могут поставляться на стройку длинномерными плетями.
Но были факторы, которые еще практически целое десятилетие сдерживали рост строительства ПЭ газопроводов:
- малый объем производства ПЭ высокой плотности
- отсутствие производства литых соединений
- отсутствие производства сварочного оборудования
- отсутствие системы подготовки квалифицированных сварщиков
- неотработанность методов контроля сварных соединений
- недостаточная проработка нормативной и методической литературы по строительству
Проведенные ОАО «Гипрониигаз» научно-исследовательские и опытно-конструкторские работы позволили решить большинство задач. Все полученные недоработки нашли отражение в нормативно- технической документации, разработанной в тот период СП 42-101-96, свод правил по строительству и контролю качества сварных соединений, СП 42-105-99.
В этот же период было налажено производство газопроводных труб по специальным сериям ТУ 6-19-352-87 на заводе ОАО «Казаньоргсинтез»
Все это дало возможность нарастить темпы внедрения ПЭ труб. Появление в середине 90-х импортных и отечественных труб, а также сварочной техники с элементами автоматизации сварки позволило снять ряд ограничений по применению ПЭ труб в городах и применить их для реконструкции стальных изношенных газопроводов. В результате на начало 1998г в РФ эксплуатировалось около 11000 км ПЭ газопроводов.
Анализ динамики строительства ПЭ газопроводов в России за последние 6 лет свидетельствует о том, что, несмотря на сложную экономическую ситуацию, внутри страны, темпы использования ПЭ труб непрерывно нарастают. Наблюдается устойчивая тенденция к перераспределению объемов строящихся газопроводов в пользу ПЭ труб.
Запроектированные и построенные в соответствии с новыми требованиями ПЭ газопроводы показали свою надежность при эксплуатации. За период строительства с 1980 по 1997гг на территории России официально зарегистрировано только 73 аварийные ситуации на ПЭ газопроводов, что на порядок меньше, чем на аналогичных стальных сетях. По данным на 1998г отмечено 12 аварий, 1999 - 3 аварии. Анализ причин, вызвавших разрушение ПЭ труб, показывает, что все без исключения аварии наступали не по причине потери трубам своих качеств, а из-за несоблюдения в ряде случаев соответствующих норм при проведении смр.
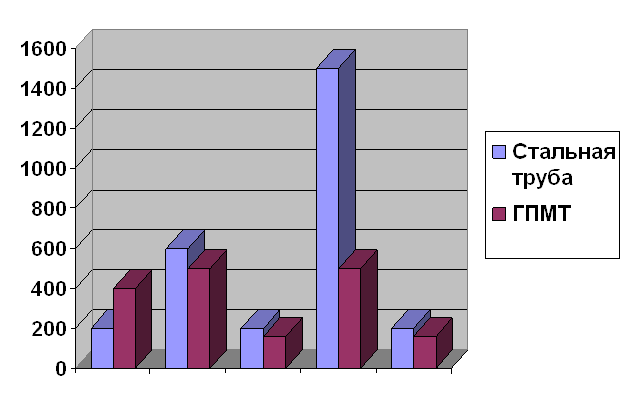
Проведенные ОАО «Гипрониигаз» расчеты по стоимости строительства газопроводов из стальных и ПЭ труб свидетельствует о том, что за счет отсутствия изоляционных работ и контроля их качества, сокращение объемов сварочных работ, снижение объема трубоукладочных работ и др. стоимость смр по строительству ПЭ газопроводов, меньше по сравнению со стальными на 15-20%.
Трубы из полиэтилена нашли свое применение и при восстановлении работоспособности городских изношенных газопроводных сетей. Широкое распространение получил метод протяжки ПЭ труб внутри стальных.
В настоящее время в крупных городах реконструкции старых газопроводов единственный путь повышения надежности систем газораспределения.
Тема 1. Пластмассовые трубы в строительстве
Полиэтилен классификация и характеристики
Полиэтилен (ПЭ, РЕ) - легкоперерабатываемый и легкосвариваемый материал, имеющий на 50-85% кристаллическую структуру, обладает исключительной пластичностью. Производится методом полимеризации углеводородного газа этилена.
В зависимости от плотности различают полиэтилен низкой, средней, высокой плотности. Для газопроводов используют полиэтилен низкой плотности (РЕМD), высокой (РЕНD) - которые практически не имеют недостатков.
Средней плотности (РЕLD) - был только на экспериментальных газопроводах в 60гг.
С 1995г в России полиэтилен квалифицируется по значению минимальной длительной прочности (МК8); ПЭ 63, ПЭ 80, ПЭ 100.
В настоящее время это самый оптимальный материал для систем давлением до!,2МПа.
Классификация трубных марок полимеров осуществляется в соответствии с международными стандартами 18О 12162 и 18О 9080, и определят минимальную длительную прочность ПЭ труб.
МР8 в свою очередь определяется по зависимости, стойкости к внутреннему давлению от времени его воздействия. Испытания проводят на образцах, нагруженных внутренним давлением, которое создает в стенке трубы напряжение заданного уровня.
Специфическая особенность полимеров - это их способность к деформациям со временем от приложенных нагрузок. Чем меньше скорость нарастания деформаций, тем дольше срок службы и наоборот. Этот процесс носит также название усталости или длительной прочности.
Таким образом, под долговечностью понимается способность материала труб сохранять необходимый запас прочности к концу планируемого эксплутаиионного периода при заданном давлении и температуре эксплуатации.
Таким образом, если МРS превышает 10 МПа, то полиэтилен будет ПЭ 100.
Значения МКS используют для определения максимального рабочего давления МОR.
МОР = _2МRS
С(SDR-1)
где С - коэффициент запаса прочности определяется условиями работы, по требованиям международных стандартов должно быть не менее 2,5
SDR - отношение минимального наружного
диаметра к номинальной толщине стенки трубы, чем меньше SDR тем толще труба и, следовательно, дороже.
Как правило, трубы изготавливаются в России, так как транспортировать их на дальние расстояния (более 500 км) нерентабельно. Соединительные детали могут быть нашими и импортными. Но в любом случае все трубы, соединительные детали, сварочное оборудование должно иметь разрешение Росгортехнадзора России на применение.
Среди зарубежных фирм одним из ведущих производителем труб является концерн SOLVOY (Бельгия), он выпускает полиэтилен третьего поколения ПЭ100, который обладает более высокой стойкостью к распространению трещин.
Способ получения
Основной способ производства полиэтиленовых труб непрерывная шнековая экструзия на специальных экструзионных линиях.
Полиэтиленовое сырье поступает из накопительной емкости в бункер экструдера, где захватывается шнеком и поступает в цилиндрическую камеру нагрева. Сам шнек имеет участки захвата, уплотнения и выдавливания, таким образом, проходя через экструдер материал, пластифицируется и выдавливается через сопло. Затем поступает в калибровочную головку, где проходит через кольцевой зазор между внутреннем калибром и наружными стенками и оформляется в виде трубного изделия. При этом частично охлаждается, чтобы сохранялась форма. Дальнейшее охлаждение в специальных ваннах.
Передвижение трубы осуществляется тянущим устройством. Между охлаждающими ваннами и тянущим устройством располагается маркировочный механизм. НА выходе из тянущего устройства трубы нарезаются. Они могут быть длинномерными или мерной длины (до '12 метров).
"Трубы и образцы тестируются по 9 методикам:
1) Внешний вид поверхности - визуально в сравнении с эталоном Госстандарта России должна быть гладкая поверхность, допускаются незначительная волнистость, не влияющая на толщину стенки. Не допускается на наружной и внутренней поверхности пузыри, трещин, раковин. Цвет - желтый или черный с желтыми полосами продольными в количестве не менее трех.
2) Размеры труб - измерение среднего наружного диаметра, толщины стенки и длины трубы диаметры - на образцах длину - рулеткой, для длинномерных труб: деление значения массы бухты на значение расчетной массы 1м трубы или по показателям счетчика метража на машине
3) Относительное удлинение при разрыве определяют при испытании образцов труб на осевое растяжение. Образцы растягивают на разрывных машинах и находят величину относительного удлинения.
Ер = (Lр/Lо)*100%
Lр - приращение расчетной длины Ьо - расчетная длина
Предел текучести - то есть кратковременное напряжение, которое может выдержать труба до появления необратимых деформаций определяется.
F
а= — А
Р - тах нагрузка при растяжении А - площадь образца
4) Стойкость при постоянном внутреннем давлении – для подтверждения характеристик длительной прочности.
Берут трубные образцы определенной длины в зависимости от диаметра, герметизируют заглушками, после чего наполняют водой и опускают в водную ванну с соответствующей температурой. Затем образцы нагружают внутреннем давлением.
Испытывают до достижения заданного времени или до разрушения образца. Если за данное время образец не разрушился, то значит ПЭ соответствует марки.
5) Стойкость к медленному распространению трещин.
6) Проверяется сопротивление материала к дефектам, вызванным неправильным транспортированием или хранением. Испытание проводят выборочно (не реже 1 раза в 12 месяцев) для труб с толщиной стенки более 5 мм.
7) На трубных образцах делают V - образный надрез. Затем выдерживают при напряжении при определенной температуре не менее 165°. Затем замеряют глубину, на которую распространяется трещина. Положительный результат - если разрушение не достигло внутренней поверхности образца.
6) Стойкость к быстрому распространению – способность сопротивляться механическим воздействиям (удару).
Образцы испытывают на специальной установке. Загружают давлением и наносят удар бойком. Образование трещин длиной более 4,7Де характеризует начало быстрого распространения. При этом испытали определенное мах давление, при котором можно эксплуатировать трубы.
7) Изменение длины трубы после прогрева – характеризует уровень остаточных напряжений в трубах, которые влияют на прочность.
На образец длиной 300 +20мм наносят три линии // оси, метки на расстоянии 100мм. После образцы помещают в ванну с жидкостью температурой 110° и выдерживают 15-30м для толщины стенки до 8мм и более 8мм соответственно после выдержки охлаждают и снова замерют расстояние. Разница должна быть не выше 3%
8) Стойкость к газовым составляющим. Испытание проводят на трубах Де 32SDR.11 для определения воздействия ароматических углеводородов на материал труб (1 раз в три года).
Перед испытанием образцы заполняют смесью из н-декаля (50%) и триметил-бензола (50%) и выдерживают на воздухе 1500г.
Испытывают как на стойкость при постоянном внутреннем давлении с разницей, что напряжение для любого ПЭ должна быть 2,ОМПа, а время выдержки при +80°С не менее 20г.
9) Термостабильность труб - подтверждают, что в процессе температурной обработке в ПЭ не произошли деструкционные изменения. 3 образца производят формы массой 15 ± 0,5мг испытывают на термическом анализаторе.
Показатель стабильности должен составлять не менее 20мм при температуре 200° С.
Результаты испытаний заносят в документы, сопровождающие каждую партию труб.
Контроль качества соединительных деталей аналогична только детали без Зн испытывают по одним тестам, а детали с Зн по другим.
Контрольные вопросы: 1. Определение полиэтилена? 2. Что такое МК.8-? 3. Определение 8ВК-? 4. Что такое МОР-? 5. Каким способом получают полиэтилен? 6. Назвать основные методы тестирования полиэтилена?
Тема 2. Трубы и соединительные детали
Трубы
Трубы для газопроводов классифицируются по значению минимальной
длительной прочности (МRS) и стандартному размерному соотношению (SDR).
Трубы изготавливаются с основными самыми распространенными диаметрами 32, 63, 110,160,225. сМК8 8.0 (ПЭ80). МК8 100 (ПЭ100). ПЭ63 с 1.01.2000г не применяются (для обеспечения большей безопасности).
На практике в основном применяются трубы ПЭ80, так как их выпуск освоен многими отечественными заводами с одинаковыми значениями МК8.
Трубы из ПЭ100 экономически целесообразно применять для газопроводов высокого давления, экспериментальных газопроводов давлением свыше 0,6 МПа, реконструкция Ст изношенных газопроводов методом протяжки ПЭ труб.
Трубы изготовляют и поставляют на объект в прямых отрезках, бухтах, транспортных катушках.
Трубы диаметром 200 - 225 мм - только в отрезках. При поставке труб в катушках последнее возвращают на завод, если трубы в бухтах - должны быть специальные барабаны для их размотки.
Длина прямых отрезков 5-24 м (нр 0,5) (в основном 6,5 или 12,0) в бухтах 50-200м, на катушках 250-2500м (для труб диаметром до 63мм).
Поставка труб осуществляется партиями (один размер, одно сырье, одна технология) сопровождением документа о качестве'.
1) наименование или товарный знак завода-изготовителя
2) номер партии, дата изготовления
3) условное обозначение труб
4) размер партии в м
5) марка сырья
6) условия и сроки хранения
7) результаты испытаний или подтверждения о соответствии качества труб требованиям стандарта
Размер партии
15000м- 032 и менее
10000м - 0 40-90мм
5000м - 0 110-160мм
2000м - 0 180-225мм
Трубы монтируются через каждый метр
ПЭ80 ГАЗ 8ВК11 - 110* 10 ГОСТ Р 50838-95 9.00
МК88,ОМПа 0*толщ. Дата изготовления
При заказе пишут: труба ПЭ80 ГАЗ 8ОК11 - 110* 10 ГОСТ Р 50838-95
Соединительные детали
Детали для газопроводов (или фитинги) разделяют по назначению (тройники, отводы и т. д.) и способом присоединения к трубам (с гладким концом для сварки в стык или оснащенным ЗН).
Соединительные детали используют как для сварки труб, так и для изменения диаметра, поворотов, ответвлений соединение со стальными трубами.
Принимаются партиями
- без ЗН - 2000шт
- с ЗН-1000шт
Маркировка
тройник ПЭ80 110 SDR11 ГАЗ ТУ6-19-359-97
Маркировка наносится литьем под давлением или штампом
- муфты с Зн применяются для соединения между собой деталей и труб
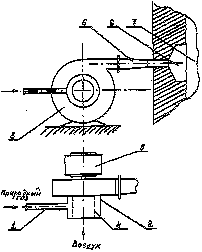
- седловые отводы (с фрезой для подключения к действующим газопроводам)
- неразъемные соединения полиэтилен сталь
ПЭ80 ГА3110*10 Ст 108 ТУ 2248-025-00203536-96 (партии 400 шт)
Кроме соединительных деталей применяются специальная запорная арматура - в первую очередь - шаровые краны, которые не требуют обслуживания в течении всего срока эксплуатации, могут монтироваться без колодцев. Управление краном осуществляется через телескопическую управляющую штангу, свободный конец который выходит под крышку ковера.
Шаровые краны выпускаются только зарубежными фирмами.
- сигнальная лента желтого цвета с надписью газ по ТУ-2245-028-00203530-96 есть металлезированная детекционная лента типа « Дл 100*0,1мм*250мм» изготавливает фирма «ФИТ - пласт» (Великобритания) ее можно обнаружить с помощью металлодетектора
Правила приемки
Соблюдение повышенных требований к качеству газовых труб контролируются не только изготовителем, но и СМО при входном контроле.
Входной контроль проводят сотрудники лабораторий контроля качества СМО для подтверждения соответствия их норм документации.
Применяются трубы заводов, которые имеют сертификаты соответствии Росстандарта России, это подтверждено маркировочным знаком
Трубы должны соответствовать размерам по сопровождающей документации.
Внешний вид - визуально
Количество образцов должно быть не менее 5 шт для входного контроля
1) трубы должны иметь гладкую поверхность, без трещин, пузырей, раковин
2) царапины допускаются в пределах 10% от толщины стенки, но не более 2мм
3) соединительные детали поставляются в ящиках, пакетах, мешках (с Зн в индивидуальной упаковке) от механических повреждений
4) глубина простановки клейма должна быть<0,3мм -1; 6,8мм не>0,7мм - с толщ >6,8мм
5) внутренние и наружные поверхности соединительных деталей не должны иметь трещин, вздутий. Цвет деталей - черный или желтый.
6) Проверку среднего наружного диаметра проводят на каждой трубе на расстоянии не менее 150мм от торцов измерением параметра трубы и делением на 3,142 для соединения деталей на расстоянии 5мм от торцов для муфт как среднее арифметическое значение масс и минимального диаметра, измеряемого в середине сварки, ограниченной крайними витками спирали Зн для Седловых отводов - применяют шаблон
7) толщину стенки с обеих концов в 4 точках по окружности у труб - на 10мм от торца у деталей - 5мм от торца
8) овальность определяется как разность масс и минимального диаметра в одном сечении = 0,1мм
При обнаружении недостатков берется удвоенное количество образцов, при повторном обнаружении недостатков партия бракуется.
Контрольные вопросы: 1. Каких размеров бывают ПЭ трубы? 2. Какие виды соединительных деталей бывают? 3. В чем заключается приемка труб и соединительных деталей?
Тема 3. Технология сварки полиэтиленовых труб
Полиэтилен относится к группе хорошо свариваемых материалов. Целью сварки является получение неразъемных соединений равнопрочных основному материалу.
К процессу сварки предъявляют следующие требования:
- процесс сварки должен быть технически не сложным и экономически целесообразным
- технология сварки должна обеспечивать прочность соединений сопоставляемую с прочностью самих труб
- технологические операции должны быть легко осуществимы и в достаточной степени универсальны для надежного соединения труб с разными физико-механическими характеристиками
- процесс получения соединения должен «прощать» небольшие отклонения в соблюдении технологии (независимо от небольших отклонений обработки торцов труб, поддержание параметров сварки стык должен быть прочным)
- параметры сварки должны быть простыми с точки зрения запоминания (числовые значения величин температуры, сил тока и т. д.)
Таким требованиям удовлетворяет сварка нагретым инструментом встык и сварка деталями с зн.
Сварка нагретым инструментом встык применяется для труб с толщиной стенки более 5 мм (температура работ -15 +40 С)
Сварка с зн - для труб Де 20-225 независимо от толщины стенки (тем-ра -5 +40°С)
Сварку труб и деталей из ПЭ различных марок материала выполняют обоими способами.
Подготовительные операции для обоих видов сварки:
1) Подготовка и проверка работоспособности оборудования.
При подготовке оборудования подбирают зажимы и вкладыши соответствующие диаметр труб. Трущиеся поверхности обрабатываются смазками. Рабочие поверхности нагревателей и инструментов (торцевателей, скребков) очищают от пыли и остатков полиэтилена при помощи чистых х/б или льняных тканей, а при необходимости протирают растворителем.
Определяется визуально проверкой комплектующих узлов, особое внимание уделяется изоляции электрических кабелей и заземлителей. Электро агрегаты автономного питания должны быть заправлены топливом и проверены контрольным
2) Выбор необходимых параметров сварки.
Они должны быть внесены в память машины или занесены в паспорта, сопровождающие детали.
3) Подготовка места сварки и размещение оборудования.
Размещение оборудования должно производиться на заранее размещенной и спланированной трассе газопровода после складирования на ней ПЭ труб. При необходимости место сварки защищают от атмосферных осадок. При сварке встык свободный конец труб закрывают заглушками. Трубы и соединительные детали очищают от грунта, снега и т.д. Очищают и протирают на 50мм от торцов ветошью.
Концы труб для сварки с зн защищают скребками на длину «1,2 Де от глубины посадки детали с целью удаления наружного слоя с загрязнениями и окислой пленкой.
Сами детали механической обработке не подвергаются (чтобы не повредить спираль)
4) Закрепление и центровка труб в зажимах центратора или позиционера
Концы труб при сварке встык центрируют по наружной поверхности таким образом, чтобы максимальная величина смещения кромок не превышала 10% номинальной толщины стенки.
Центровка труб при сварке деталями с зн производится до величины, позволяющей без усилия установить привариваемую деталь между торцами труб. Концы труб должны выступать из зажимов центратора на 3-5см, из позиционера на 5-15см.
Необходимость точной подгонки объясняется тем, что при хранении труб возникает овальность, которая влияет на качество сварки. В этом случае трубы сначала выправляются.
При стыковой сварке труб, с разн.8ВК на трубе (детали), имеющей большую толщину делают скос под углом 15-30° к оси трубы до толщины стенки более тонкой трубы.
Закрепленные и сцентрированные концы труб подвергаются обработке.
5) Механическая обработка торцов свариваемых деталей. При сварке встык - торцевание в сварочной машине (торцеватель) рекомендуется снимать не менее 1,0мм. Толщина снимаемой стружки 0,1-0,3мм. После торцевания зазор между торцами приведенными в соприкосновение, не должен превышать 0,3мм - для труб 0 до 110
0,5мм - для труб 0 >110 до 225 После обработки не допускается загрязнение торцов.
При сварке с зн - протирка поверхностей растворителем или спиртом (или специальной жидкостью) для удаления жировых пятен бумажными салфетками.
2. Сварка нагретым инструментом встык - способ получения неразъемных соединений ПЭ труб, при котором трубы соединяют между собой оплавленными торцами. Оплавление торцов происходит в результате их предварительного контакта с нагревательным инструментом, удаляемым затем у зоны сварки.
Данным способом соединяют полиэтилен различных типов.
Основные параметры стыковой сварки:
• температура нагретого инструмента
• продолжительность оплавления
• давление торцов труб на нагрев инструмента
• продолжительность технологической паузы между окончанием нагрева и началом осадки
• давление на торцы при осадке
• время охлаждения сварного стыка под давлением осадки Технология
1) Замерить давление (усилие) необходимое на перемещение подвижного зажима с установленной трубой (давление холостого хода)
2) Установить между торцами труб нагретый инструмент с заданной температурой
3) Провести процесс оплавления, для чего прижать торцы труб к нагревателю и создать требуемое давление с учетом давления холостого хода
4) Выдержать давление в течении времени до появления по всему периметру торцов первичного грата высотой 0,5-1,3мм
5) После появления грата снизить давление и выдержав определенное время для прогрева торцов
6) После прогрева отвести зажим центратора на 5-6см и удалить нагреватель из зоны, свести концы труб и создать давление, требуемое при осадке, с учетом холостого хода
7) Выдержать давление осадки в течении времени остывания и визуально проконтролировать соединения
8) Извлечь трубу из зажима центратора и пронумеровать стык
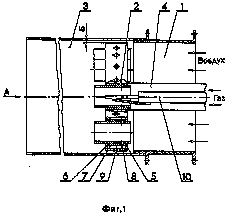
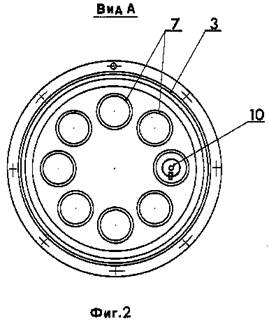
Сварка деталями с закладными электронагревателями (зн) - способ получения неразъемных соединений ПЭ труб, при котором трубы соединяют между собой при помощи специальных соединительных деталей (муфт, Седловых отводов, тройников, переходов), имеющих на внутренней поверхности встроенную спираль из металлической проволоки. Получение сварного соединения происходит в результате расплавления полиэтилена на соединительных поверхностях за счет тепла, выделяемого при протекании Электрического тока по проволоки спирали.
При данном виде сварки основными технологическими параметрами являются:
• Напряжение электрического тока, подаваемое на спираль
• Время сварки, в течении которого происходит разогрев спирали и образование сварного соединения
• Время охлаждения полученного соединения
Технология
1) Ввести концы труб внутрь соединительных деталей до упора
2) Закрепить трубы и соединительные детали в специальные приспособления - позиционеры
3) Присоединить аппарат к электрической сети
4) Присоединить сварочный кабель к выходам детали
5) Задать требуемый режим сварки
6) Произвести процесс сварки (автоматически)
7) Визуально проконтролировать процесс (дисплеи) и образование шва (по индикаторам)
8) После окончания сварки и естественного остывания извлечь трубу из зажимов
Фирма «Глобальные технологии» (С.- Петербург) опытный образец для стыковой сварки АА-ГТ-09 «Ласка»
Институт физики высоких энергий (г. Протвина, Московская обл) серийно впускается аппарат для сварки с зн «Протва»2; 4 и др.
Иностранные фирмы
«Ризюп Огоир» (Великобритания) - выпускает автоматизированные машины стыковой сварки - ведущая фирма.
«К.о1пепЬег§ег» (Германия) - один из старинных изготовителей сварочной технологии. Выпускает машины с ручным управлением, все они могут автоматизироваться с помощью оснащения специальной системой «С1ЧС -Сопйюс».
«\У1с1о8» (Германия) - выпускает также любые аппараты.
Похожие работы
... - «Общие положения по проектированию и строительству газораспределительных систем из стальных и полиэтиленовых труб» (Метод наклонно-направленного бурения). На русловом участке перехода через р.Москва проектом предусматривается прокладка бестраншейным способом буровым комплексом Навигатор D24x40a фирмы «Вермеер» газопровода из полиэтиленовых труб ПЭ100 ГАЗ SDR9-225x25,2 ТУ 2248-048-00203536- ...
... для каждого вида работ и для каждой специальности с учетом местных условий. Все вновь поступившие рабочие, выполняющие работы по монтажу газопроводов, проходят вводный инструктаж по технике безопасности и инструктаж непосредственно на рабочем месте по безопасному выполнению работ. К производству такелажных работ с помощью подъемных механизмов с механическим и электрическим приводом допускаются ...
... с отдающих устройств в траншею, или непосредственно на грунт, и затяжке шпилек фланцевых соединений. При этом полностью исключаются любые подгоночные, сварочные и изоляционные работы. Свойства гибких полимерно-металлических труб: · химическая стойкость · высокая механическая прочность · высокая сейсмостойкость · стабильная во ...
... 25% населения (0,25 х 1000 х 365 = 91250 жителей в год). 1.4.1 Определение годовых и часовых расходов газа на бытовые и коммунальные нужды населения При проектировании систем газоснабжения населенного пункта необходимо определить расчетные часовые расходы газа на всех участках системы газоснабжения. Общее потребление на бытовые и коммунальные нужды населения условно разделяют на два вида. К ...
0 комментариев