Навигация
Содержание
Введение........................................................................................................... 2
1. Сварка чугуна............................................................................................. 4
1.1 Особенности сварки чугуна...................................................................... 4
1.2 Выбор электродов для сварки чугуна..................................................... 8
1.3 Холодная сварка чугуна......................................................................... 12
2. Охрана труда и техника безопасности при производстве газосварочных и электросварочных работ............................................................................... 16
2.1 Охрана труда при эксплуатации газовых баллонов............................. 16
2.2 Техника безопасности при сварке чугуна.............................................. 17
3. Мероприятия по защите окружающей среды.......................................... 19
Заключение.................................................................................................... 21
Литература..................................................................................................... 22
Введение
Сваркой называется процесс получения неразъёмных соединений посредством установления межатомных связей между соединяемыми частями при их нагревании и (или) пластическом деформировании.
Сварочная техника и технология занимают одно из ведущих мест в современном производстве. Многие конструкции современных машин и сооружений изготовить без помощи сварки невозможно. Развитие техники предъявляет всё новые требования к способам производства и, в частности, к способам и технологии сварки.
Условия, в которых выполняется сварка, становятся всё более сложными: сварка выполняется в вакууме, под водой, в невесомости. Сварка стала вторым после сборки технологическим процессом, впервые опробованным нашими космонавтами в космосе.
Сварка - такой же необходимый технологический процесс, как и обработка металлов резанием, литьё, ковка, штамповка. Перспективы развития сварки как в научном, так и техническом плане безграничны.
О возможности применения «электрических искр» для плавления металлов ещё в 1753г. говорил академик Г.Р. Рихман при исследованиях атмосферного электричества. В 1802г. Санкт-Петербургской Военно-хирургической академии В.В. Петров открыл явление электрической дуги и указал возможные области её применения.
В 1882г. российский учёный-инженер Н.Н. Бенардос открыл способ электродуговой сварки металлов неплавящимся угольным электродом. Также им был разработан способ дуговой сварки в защитном газе и дуговая резка металлов.
В 1888г. российский инженер И.П. Славянов предложил проводить сварку плавящимся металлическим электродом. С его именем связано развитие металлургических основ электрической дуги и создание первого электрического генератора.
В последние десятилетия учёные открыли много новых источников энергии – это обусловило появление новых видов сварки – лазерной и электронно-лучевой. Эти способы сварки применяются в нашей промышленности.
Благодаря современным технологиям стала возможной сварка титана и его сплавов, вольфрама, керамики, а также гораздо более эффективная сварка материалов, которые уже давно известны и обрабатываются сваркой. К таким материалам относится чугун, обладающий повышенной хрупкостью и плохой свариваемостью, которая объясняется некоторыми особенностями процесса сварки.
1. Сварка чугуна
1.1 Особенности сварки чугуна
Чугуном называется сплав железа с углеродом, содержащий углерод от 2 до 6,67 %. Наряду с углеродом в чугуне содержится кремний, марганец, сера и фосфор. Содержание серы и фосфора в чугуне больше, чем в стали. В специальные (легированные) чугуны вводят легирующие добавки – никель, молибден, ванадий, хром и др.
Углерод в чугуне находится либо в химически связанном состоянии, либо в свободном состоянии, т.е. в виде графита. Структура чугуна зависит от количества углерода, находящегося в химически связанном состоянии.
Чугуны различают по структуре – на белый, серый и ковкий; по химическому составу – на легированный и нелегированный.
Белый чугун – это такой чугун, в котором большая часть углерода химически соединена с железом в виде цементита. Цементит имеет светлый цвет, обладает большой твёрдостью и хрупкостью. Поэтому белый чугун также имеет в изломе светло – серый, почти белый цвет, очень твёрд, крайне плохо поддаётся сварке и механической обработке, поэтому ограниченно используется в качестве конструкционного материала. В основном белые чугуны применяются для получения ковких чугунов.
Серый чугун – это такой чугун, в котором большая часть углерода находится в свободном состоянии, т.е. в виде графита. Серый чугун мягок, хорошо обрабатывается режущим инструментом, поддаётся сварке и термической обработке. Чем больше в чугуне углерода, тем ниже температура его плавления и выше жидкотекучесть.
Кремний уменьшает растворимость углерода в железе, способствует распаду цементита с выделением свободного графита. При сварке происходит окисление кремния, окислы кремния имеют температуру плавления более высокую, чем свариваемый металл, и тем самым затрудняют процесс сварки.
Марганец связывает углерод и препятствует выделению графита. Этим он способствует отбеливанию чугуна. При содержании марганца более 1,5 % свариваемость чугуна ухудшается.
Сера в чугунах является вредной примесью. Она затрудняет сварку, понижает прочность и способствует отбеливанию чугуна. Верхний предел содержания серы в чугунах – 0,15 %. Для ослабления вредного влияния серы содержание марганца в чугунах должно быть в три раза больше.
Фосфор в чугуне увеличивает жидкотекучесть и улучшает его свариваемость, но вместе с тем понижает температуру его затвердевания, повышает хрупкость и твёрдость. Содержание фосфора в серых чугунах не должно превышать 0,3 %.
Ковкий чугун получают из белого чугуна термической обработкой - длительной выдержкой при температуре 800 – 850 градусов Цельсия. При этом углерод в чугуне выделяется в виде хлопьев свободного углерода, располагающегося между кристаллами чистого железа.
При нагреве ковких чугунов свыше 900 градусов Цельсия графит может распадаться и образовывать химическое соединение с железом – цементит, при этом деталь теряет свойства ковкого чугуна. Это затрудняет сварку ковкого чугуна т.к. для получения первоначальной структуры ковкого чугуна его приходится после сварки подвергать полному циклу термообработки.
Легированный чугун имеет специальные примеси хрома, никеля, молибдена, благодаря которым повышается его кислотостойкость, прочность при ударных нагрузках и др.
Высокопрочный чугун получают из серого чугуна специальной обработкой – введением в жидкий чугун при температуре не ниже 1400 градусов Цельсия чистого магния и его сплавов. Графит в высокопрочном чугуне имеет сферическую форму.
Сварка чугуна применяется в основном в ремонтных целях и для изготовления сварнолитых конструкций. К сварным соединениям чугунных деталей в зависимости от типа и условий её эксплуатации обычно предъявляются следующие основные требования: механическая прочность, плотность (водонепроницаемость и газонепроницаемость), обрабатываемость режущим инструментом. Однако при сварке чугуна возникает целый ряд трудностей, обусловленных его химическими составом, структурой и механическими свойствами. Главные из них следующие:
1) образование твёрдых закалённых зон, затрудняющих последующую механическую обработку и приводящих к образованию трещин (причиной служит выгорание кремния и быстрое охлаждение);
2) интенсивное газообразование в сварочной ванне, которое продолжается и на стадии кристаллизации, может привести к образованию пор в металле шва;
3) повышенная жидкотекучесть чугуна затрудняет удержание расплавленного металла от вытекания и формирование шва;
4) наличие кремния способствует образованию на её поверхности тугоплавких окислов, приводящих к образованию непроваров;
5) высокие скорости охлаждения металла и шва и зоны термического влияния приводят к отбеливанию чугуна, т.е. к появлению участков с содержанием цементита в различном количестве. Высокая твёрдость отбеленных участков практически лишает возможности обрабатывать чугуны режущим инструментом.
Влияние скорости охлаждения на структуру металла шва и околошовной зоны может быть охарактеризовано схемой, представленной на рис.1. В случае низких скоростей охлаждения в чугунном шве и участке околошовной зоны может быть обеспечено сохранение структуры серого чугуна.
На схеме W'охл обозначено наибольшее значение скорости охлаждения, если чугун сваривали без предварительного подогрева.
Сварка чугуна с подогревом(300–400 градусов Цельсия) уменьшает скорость охлаждения (W''охл) на рис.1).
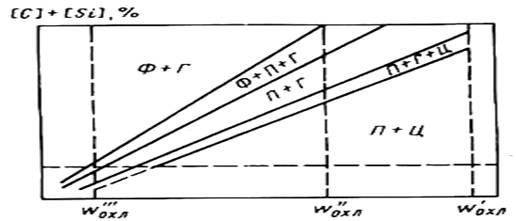
Рис. 1.1.1. Влияние скорости охлаждения на структуру металла шва и околошовной зоны
При высоком подогреве (600–650 градусов Цельсия) скорость охлаждения снижается до W'''охл, при которой отбеливания не происходит.
Указанные особенности сварки чугуна являются следствием нарушения сплошности его металлической основы включениями графита, а также склонностью его к отбелке (выгоранию графита), а также склонностью его к закалке даже при небольших скоростях охлаждения. Эти свойства чугуна определяются высоким содержанием углерода в нём.
В чугуне могут образовываться следующие структурные составляющие:
Феррит (Ф) – твёрдый раствор углерода в железе.
Цементит (Ц) – химическое соединение железа с углеродом.
Перлит (П) – смесь перлита с цементитом.
Ледебурит (Л) – смесь цементита и перлита.
Графит (Г) – особая форма углерода, наиболее мягкая составляющая чугуна.
Имеется несколько способов сварки чугуна, которые делятся на две основные группы: холодная и горячая сварка. Выбор способа сварки зависит от требований, предъявляемых к сварному соединению, а также от типа применяемых электродов.
Похожие работы
... соединения. Недопустимыми дефектами сварных соединений являются трещины. Подобно непроварам, они служат концентраторами напряжений. Для устранения выявленных трещин в дефектном месте делают выборку металла и проводят ручную подварку. Рис. 2. Виды дефектов в сварных соединениях: а – наплыв; б – непровар; в-поры; г – подрезы; д – трсщины, е – включения Иногда бывает достаточно перед ...
... этой технике. Необходимость систематизации и углубления знаний о ремонте автомобилей повышает роль научных исследований этой области. Целью данного дипломного проекта является проектирование участка по газовой сварке авторемонтного предприятия. В связи с широким развитием различных новых способов электрической сварки, способ газовой сварки сохраняет самостоятельной значение только в некоторых ...
... сидения зажимы 7 Держку прикрепляют одновременно с установкой водоразборной арматуры перед сдачей системы в эксплуатацию шайбы Технологические требования После окончания монтажа внутренней сети канализации и установки санитарных приборов канализационную сеть проверяют и испытывают. Стыки канализационных труб при испытании не должны давать течи. Испытывая сеть, её заполняют водой из ...
... от 65 до 3000 л. в час. Наконечники №1-7; 4. Большой мощности Г-4. Также есть горелки для газов заменителей ацетилена Г-3-2, Г-3-3. Комплектуются наконечниками с №1 по №7. 4. Технология газовой сварки. Сварочное пламя. Внешний, вид температура и влияние сварочного пламени на расплавленный металл зависят от состава горючей смеси, т.е. соотношение в ней кислорода и ацетилена. Изменяя ...
0 комментариев