Навигация
Пробник для проверки цифровых микросхем
29226
знаков
1
таблица
3
изображения
Федеральное агентство по образованию
Государственное образовательное учреждение
начального профессионального образования
«Профессиональный лицей №22»
ПИСЬМЕННАЯ
ЭКЗАМЕНАЦИОННАЯ
РАБОТА
Тема: «Пробник для проверки цифровых микросхем»
Группа: 3/2
Профессия:
«Наладчик контрольно измерительных приборов и автоматики»
Разработчик
Руководитель Н.В. Хархота
Мастер п/о З.А. Учаева
Зам. директора по УПР Л.Н. Ганус
Старый Оскол
2009
СОДЕРЖАНИЕ
ВВЕДЕНИЕ
1.ОБЩАЯ ЧАСТЬ
1.1. Общие сведения об Оскольском электрометаллургическом комбинате (ОЭМК)
1.2 Общие сведения об управлении автоматизации и метрологии (УАМ)
1.3 Основные функции и задачи центральной лаборатории измерительной техники (ЦЛИТ)
2.СПЕЦИАЛЬНАЯ ЧАСТЬ
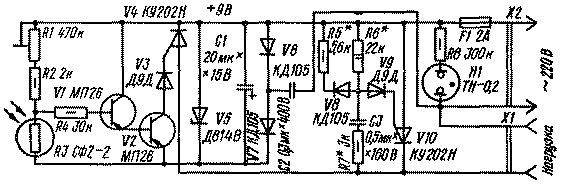
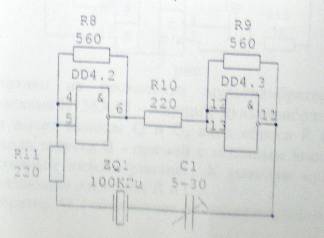
2.1. Пробник для проверки цифровых микросхем
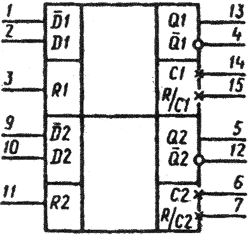
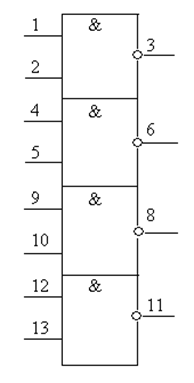
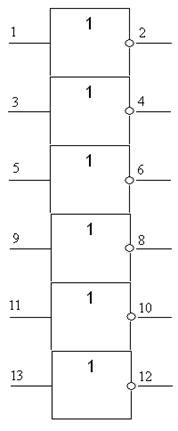
2.2 Принцип устройства и работа интегральной микросхемы (ИМС)-DD1 (К155ЛА3)
2.3. Устройство и принцип работы светодиода (VD1-VD4)
3.ОХРАНА ТРУДА
3.1 Охрана труда на Оскольском электро металлургическом комбинате (ОЭМК)
3.2. Организационные и технические мероприятия, обеспечивающие безопасность работ в электроустановках на ОЭМК
3.3 Охрана труда наладчика по контрольно-измерительным приборам и автоматике (КИПиА) в управлении автоматизации и метрологии (УАМ)
4. ЭКОНОМИЧЕСКАЯ ЧАСТЬ
4.1 Виды и формы оплаты труда
4.2. Расчет заработной платы наладчика 4 разряда на ОЭМК
ЗАКЛЮЧЕНИЕ
ЛИТЕРАТУРА
1. ОБЩАЯ ЧАСТЬ
1.1 Общие сведения об Оскольском электрометаллургическом комбинате (ОЭМК)
ОАО «ОЭМК» (Оскольский электрометаллургический комбинат) расположен в городе Старый Оскол Белгородской области. Он был основан в 1974 году после подписания в Москве Министерством внешней торговли СССР и группой западногерманских фирм Соглашения о сотрудничестве. Он задуман как современный металлургический комплекс, основанием для строительства которого послужили вблизи расположенные крупные месторождения высококачественных железных руд КМА. В 1993 году комбинат был преобразован в открытое акционерное общество. ОЭМК – первое отечественное предприятие бездоменной металлургии, на котором предусмотрена принципиально новая технология производства металла, основанная на прямом получении железа из руды, что позволяет на базе первородной шахты получить высококачественный прокат, характеризующийся особой чистотой по содержанию вредных примесей и однородностью химического состава. На современном этапе развития комбината освоено производство высококачественного проката и трубной заготовки из подшипниковых, конструкционных, легированных и рессорно-пружинных сталей. Производимые товарные трубная заготовка и крупносортный прокат выпускаются в полном соответствии с требованиями стандарта по качеству.
Основными направлениями деятельности «ОЭМК» являются:
- производство окисленных и металлизованных окатышей, литой заготовки, проката;
- производство строительных материалов и санкерамики;
- производство и переработка сельскохозяйственной продукции;
- производство товаров народного потребления и оказание услуг населению.
Технологический процесс на ОЭМК состоит из следующих основных стадий:
Производство офлюсованных окисленных окатышей: цех окомкования и металлизации (ЦО и М) производит частично офлюсованные окисленные окатыши из железорудного концентрата Лебединского горно-обогатительного комбината, транспортируемого на ОЭМК в виде пульпы по пульпопроводу протяженностью 26,5 км. В отделении окомкования из пульпы на дисковых вакуумных фильтрах получают кек (влажный концентрат), который после присадки связующего и флюсующего материалов транспортируется к смесителю, а затем к окомкователям для получения сырых окатышей.
Сталеплавильное производство: из цеха металлизации окатыши по транспортерам поступают в электросталеплавильный цех (ЭСПЦ), где в электродуговых печах емкостью 150 тонн из них выплавляют сталь. Производительность ЭСПЦ составляет 3 млн. тонн непрерывно литых заготовок в год.
Прокатное производство: прокатное производство комбината включает два цеха:
- сортопрокатный цех №1 (Стан 700) производит крупносортный прокат, трубную заготовку, квадратную заготовку для ковки, штамповки и переката ( в том числе подкат для стана-350 и товарную).
- сортопрокатный цех №2 (Стан 350) производящий мелко- и среднесортный прокат.
Стан- 700: сортопрокатный цех №1 (СПЦ-1) имеет мощность для производства 2,1 млн. тонн проката. В состав цеха входят:
- склад литой заготовки вместимостью 35 тысяч тонн. Каждая плавка складируется в отдельную ячейку, информация о каждой заготовке и месте складирования вводится в информационную базу данных;
- три методические нагревательные печи с шагающими балками и одна печь гомогенизации;
- крупносортно- заготовочный стан 700 имеет в своем составе обжимную реверсивную клеть «1000»;
- участок термообработки и охлаждения в составе 3 печей и 4 реечных холодильников;
- отделение отделки проката, включающее участки абразивной зачистки и обточки заготовки, прокат подвергается ультразвуковому и магнитному контролю внутренних и поверхностных дефектов на установках.
Стан-350: сортопрокатный цех №2 9СПЦ-2) имеет годовую проектную производительность 1 млн. тонн, в том числе- 700 тысяч тонн среднесортного проката в прутках и 300 тысяч тонн мелкосортного проката в прутках и мотках. В состав СПЦ-2 входят следующие технологические участки:
- поточный контроль и отделка исходной заготовки
- мелкосортно- среднесортный стан-350
Похожие работы
... , Тайваня, США. Телефон-трубка собрана на семи транзисторах. Питание схемы снимается с диодного моста VD4 — VD7 через герконовый (или другого типа) переключатель SA1. На транзисторах VT1, VT2, VT3 собраны дифференциальная схема и электронный ключ для набора номера. Питание разговорной части схемы снимается с делителя R5, R8 и зависит от номинала резистора R8, (150 — 200 Ом). На транзисторе VT4 ...
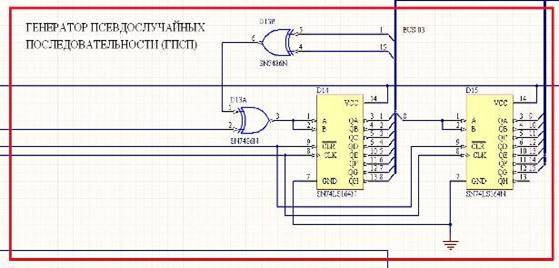

... (Свн =0)……………………….=< 65 нс Длительность импульса на выходе (Свн = 1000 пФ)………………………………. 2,76. 3,37 мкс Емкость нагрузки……………………………………………=< 200 пФ 9. Расчет параметров временной диаграммы функционирования стенда Автоматический стенд инициируется внешним сигналом «Пуск», Поступающим с пульта оператора. Этим сигналом ГПСП, СЧЦ и триггер разрешения работы (ТгРР) устанавливаются в ...
... наличия напряжений питания Х3, Х5: +5В; +12В; -12В; +3.3 В. Размер печатной платы: 112 х 90 мм. Разрабатываемый макет также может использоваться в качестве универсального программируемого модуля для разработки различных РЭУ, а также в качестве измерительного контроллера часов, датчиков температуры и других подобных приложений бытовой техники и автоматики. Кроме того, удобен в применении, ...
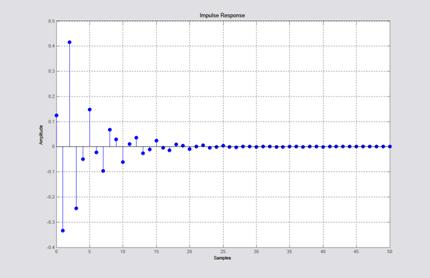
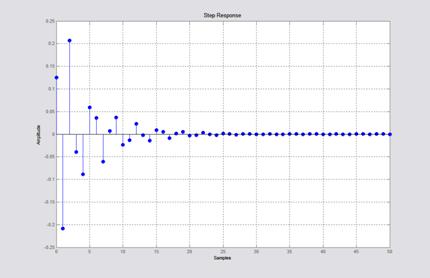
... ) на 6400(так как масштабирующий коэффициент 26 =64 и амплитуда входного воздействия принята равной 100). (Как получены отрицательные значения?) Заключение В данной работе был спроектирован цифровой фильтр высокой частоты, удовлетворяющий всем требованиям технического задания. Проект занял на интегральной схеме 60% ресурсов или 694 логических ячеек. Были получены навыки программирования ПЛИС. ...
0 комментариев