Навигация
1. Назначение
Приборы контроля работают совместно с пневматическими датчиками и другими устройствами, выдающими унифицированные аналоговые сигналы в пределах 20…100 кПа. ПВ10.1Э – прибор для непрерывной записи и показания величины регулируемого параметра, указания положения контрольной точки и величины давления на исполнительном механизме.
2. Технические характеристики
| Параметры | Значение |
| Диапазон аналоговых давлений, подаваемых на вход. | 20…100 кПа |
| Питание прибора осуществляется осушенным и очищенным от пыли и масла воздухом давлением. | 40 кПа ± 14 кПа |
| Класс загрязненности сжатого воздуха питания. | 0 и 1 |
| Предел допускаемой основной погрешности по всем шкалам и диаграмме. | не превышает ± 1,0% от номинального диапазона входного сигнала |
| Нижний предел измерения приборов с расходной шкалой. | 30% верхнего предела измерения |
| Изменение показаний прибора, вызываемое отклонением давления питания в пределах. | ± 14 кПа от номинального, не превышает 0,5 абсолютного значения предела допускаемой основной погрешности. |
| Погрешность хода диаграммы. | не превышает ± 5 мин. за 24 часа |
| Длина шкал приборов и ширина поля записи диаграммы. | 100 мм |
| Шкалы приборов. | 0–100 линейные |
| Скорость движения диаграммы. | 20 мм/ч |
| Температура окружающей среды. | +5…+50 °С |
| Относительная влажность воздуха при 35 °С и более низких температурах, без конденсации влаги. | 80% |
| Синхронный двигатель привода диаграммы питается от сети переменного тока напряжением. | 220 В |
| Расход воздуха: | 6,5 л/мин |
| Масса прибора: | 8,0 кг |
Исполнительный механизм.
Механизм исполнительный пневматический МИП-ППохожие работы

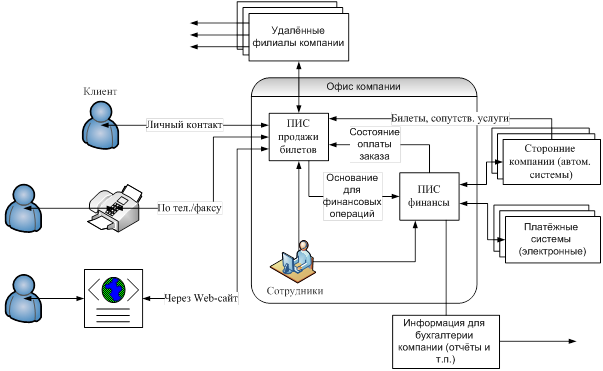
... Билетная система «Базис» Билетная система «Базис» представляет собой аппаратно-программный комплекс, выполняющий задачи по автоматизации всех основных процессов реализации билетов (в том числе через Интернет). Базис не только ведет учет денежных средств, вырученных с продажи билетов в зрелищных учреждениях, но и дает статическую информацию о динамике продаж и всевозможную необходимую отчетность. ...

... функций можно классифицировать по следующим признакам: v по влиянию на работу объекта управления (вызвавшие аварию с повреждением оборудования, останов технологического процесса, ухудшение качества протекания технологического процесса); v по причинам возникновения (из-за отказов технических средств, ошибок программного обеспечения, неправильных действий персонала); v по степени нарушения ...
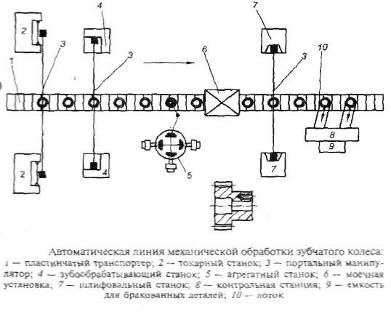

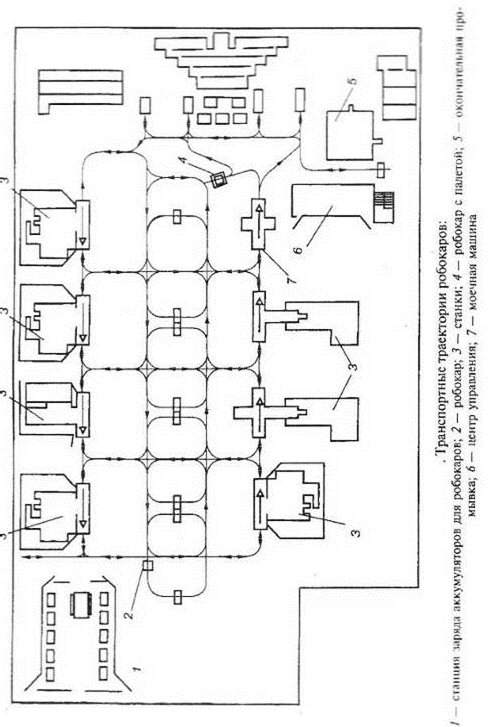
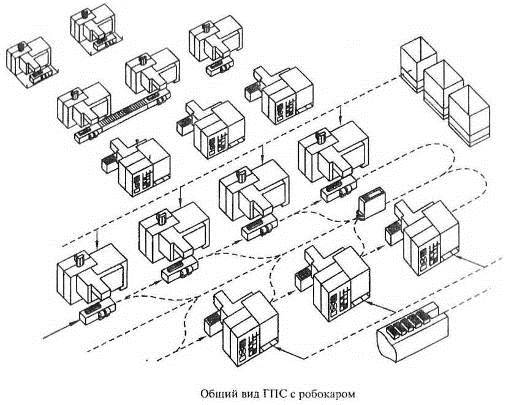
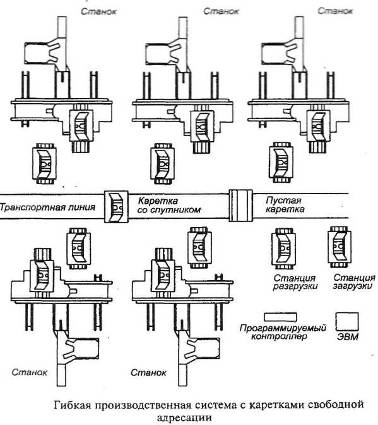
... маршруту транспортирования заготовок; • управление складом инструментов; • управление транспортировкой грузоединиц; • управление оборудованием технологического процесса; • управление складом готовых изделий. 2. По принципу реализации производственного процесса различают операции: • динамическое и статическое ведение состояния склада материала; • динамическое и статическое ...
... . Это позволяет: -снизить трудоемкость обработки -снизить себестоимость обработки -сократить время обработки и обслуживания. Ожидаемый частный годовой экономический эффект от автоматизации шлифовального процесса путем разработки автоматической системы управления параметров станка является снижение затрат на обработку детали типа кольцо ступенчатое при годовой программе выпуска 1000 ед. ...
0 комментариев