Навигация
Автоматизация шлифовального процесса путем разработки автоматической системы управления регулируемым натягом
153831
знак
16
таблиц
39
изображений
Аннотация
Введение
1. Технологический раздел 1.1 Служебное назначение детали
1.6 Проектирование маршрута обработки ступенчатого кольца
1.8 Разработка операции
1.8.2 Выбор измерительного инструмента





В данном дипломном проекте представлен метод автоматизации процесса шлифования путем разработки системы автоматического управления натяга в узлах подшипников качения в шпинделе станка. Приведен обзор и анализ способов создания натяга в опорах качения станков.
В технологическом разделе разработан технологический процесс обработки детали типа ступенчатое кольцо.
В конструкторском разделе приведено проектирование и расчеты основных элементов шпиндельного узла, а также производится разработка принципа и устройства механизма создания регулируемого натяга.
В разделе “ безопасность жизнедеятельности” приведен анализ опасных и вредных факторов и возможных чрезвычайных ситуаций, воздействующих на обслуживающий персонал и окружающую среду при проведении технологического процесса, разработаны мероприятия по уменьшению воздействия и защите от вредных факторов технологического процесса на природу.
В организационно – экономическом разделе приведено краткое описание разделов бизнес-плана, расчет себестоимости и цены проектного варианта изделия, произведенного с применением автоматизации производства.
Введение
Машиностроение является основой научно технического прогресса в различных отраслях народного хозяйства. Непрерывное совершенствование и развитее машиностроения связанно с прогрессом станкостроения, поскольку металлообрабатывающие станки вместе с другими видами технологических машин обеспечивают изготовление любых новых видов оборудования.
Особое развитее получило программное и адаптивное управление процессами на станке. Устройства управления и контроля позволяют эффективно управлять процессами происходящими как на станке так и в нем самом, и безусловно влияющими на качество конечного продукта, сочетая гибкость и универсальность с высоким уровнем автоматизации.
Современное станочное оборудование является базой для развития гибкого автоматизированного производства, повышающего производительность труда в условиях средне и мелкосерийного производства, а также обеспечивать высокую точность обрабатываемых деталей.
1. Технологический раздел 1.1 Служебное назначение детали
В данном разделе разрабатывается технологический процесс механической обработки ступенчатого кольца.
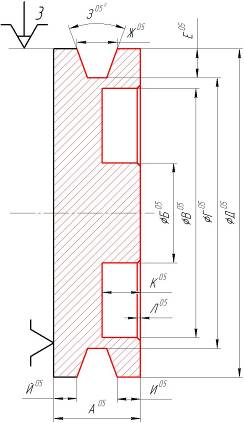
Ступенчатое кольцо крепится к валу ротора электрических машин для стопорения и регулировки подшипника. Деталь проста по конструкции, но по своему назначению имеет большое значение, так как не дает возможности подшипниковому узлу совершать осевое движение относительно вала ротора в процессе работы. Ступенчатое кольцо изготавливается из стали 10.
Основная нагрузка на кольцо идет со стороны подшипника, и основными параметрами кольца являются: внешний диаметр Æ 150 d 11 и внутренний диаметр Æ 135 Н 14, при этом шероховатость поверхности Rz= 0.63 мкм, отклонение от параллельности 0.03 мкм, ширина кольца 28+0.1мм.
1.2 Анализ технологичности конструкции деталиДетали и сборочные единицы должны характеризоваться технологичностью конструкции, т.е. иметь такую конструкцию, которая обеспечивает их эффективное изготовление на имеющемся оборудовании при минимальных затратах времени и труда. Поэтому один из главных этапов технологической подготовки производства (ТПП) машин является технологический контроль деталей и изделий. При этом инженер-конструктор и инженер-технолог совместно оценивают, будет ли эффективен технологический процесс изготовления детали или необходимо усовершенствовать конструкцию.
При отработке конструкций деталей и изделий на технологичность необходимо тщательно анализировать: материал; вид и метод получения заготовки; методы механической обработки; методы контроля; возможность применений перспективных технологий (ресурсосберегающих, безотходных, безлюдных и т.п.); методов механизации и автоматизации, потребное оборудование, оснастку, инструмент, квалификацию персонала.
Широкое использование оборудования с ЧПУ, гибких производственных систем и комплексов обусловило повышение внимания к технологичности конструкции деталей и изделий для автоматизированной обработки и сборки. В частности должна проводится всемирная стандартизация и унификация конструктивных элементов деталей для уменьшения количества применяемых инструментов, деталь или сборочная единица должны быть удобны для позиционирования и координирования. В связи с применением автоматических транспортных систем (роботов, манипуляторов) поверхности должны быть удобны для захвата. Поскольку применяется консольный инструмент, обрабатываемые поверхности должны быть, по возможности, небольшой длины, а для применения автоматизированной сборки детали должны иметь соответствующие “ключи”.
Количественные показатели технологичности конструкции деталей (изделий) включают абсолютную и относительную трудоемкости; материалоемкость; себестоимость и др.
Оценка технологичности производится руководствуясь ГОСТ 14.201-73, 14.204-73.
При анализе технологичности детали определяются следующие показатели:
1. коэффициент стандартизации конструктивных элементов.
2. коэффициент точности обработки.
3. коэффициент шероховатости поверхности.
Таблица 1.1.
Анализ технологичности конструкции детали “кольцо” по геометрической форме и конфигурации.
| № п/п | Требования технологичности | Характеристика технологичности |
| 1 | 2 | |
| 11 | Наличие поверхностей удобных для базирования и крепления при установке на станках | Форма и размер кольца позволяют произвести удобное базирование на станках. ТЕХНОЛОГИЧНА |
| 22 | Материал заготовки Обрабатываемость резанием | Материал заготовки углеродистая Сталь 10 хорошо обрабатывается на всех операциях. ТЕХНОЛОГИЧНА |
| 33 | Возможность использования рациональных методов получения заготовки | Кольцо имеет простую форму,отсутствуют сложные переходы и размеры. Получение заготовки рациональных методов возможно. |
| 34 | Свойства материала детали должны удовлетворять существующую технологию изготовления, хранения, транспортировки. | Свойства материала удовлетворяют технологии. ТЕХНОЛОГИЧНА |
| 65 | Доступность всех поверхностей детали для обработки на станках, и непосредственного измерения, отсутствие сложных контурных обрабатываемых поверхностей | Все размеры детали прямолинейны и доступны для обработки. сложные контурные обрабатываемые поверхности отсутствуют. ТЕХНОЛОГИЧНА |
| 46 | Отсутствие глухих отверстий и торцов, подрезаемых с других сторон | Отверстия присутствуют. ТЕХНОЛОГИЧНА |
| 67 | Форма конструктивных элементов деталей (КЭД) – фасок, канавок, выточек и т.п. должна обеспечивать удобный подвод инструмента | Конструктивные элементы обеспечивают удобный подвод инструмента. ТЕХНОЛОГИЧНА |
| 88 | Конструкция детали должна быть удобной для позиционирования и координирования на станках с ЧПУ | Удобна для координирования на станке с ЧПУ. ТЕХНОЛОГИЧНА |
| 9 | Возможность обработки поверхностей проходными резцами. | Поверхность кольца может быть обработана проходными резцами |
Вывод: по требованиям технологичности к геометрической форме и конфигурации деталь технологична, т.к. 100 % требований она удовлетворяет.
Таблица 1.2.
Анализ технологичности конструкции детали “кольцо” по точностным требованиям (СТ СЭВ 144-75, 145-75).
| № | Наименование КЭД | Общее количество КЭД | Количество КЭД, обрабатываемых по следующим квалитетам точности | |||||||||||
| Высокая точность обработки (квалитеты) | Средняя точность обработки (квалитеты) | Свободные размеры (квалитеты) | ||||||||||||
| 6 | 7 | 8 | 9 | % | 10 | 11 | 12 | % | 13 | 14 | % | |||
| 1 | Наружные цилиндрические поверхности | 3 | - | - | - | - | - | - | 1 | - | 33 | - | 2 | 66 |
| 22 | Внутренние цилиндрические поверхности ГОСТ 6636-69 | 2 | 2 | 100 | ||||||||||
| 33 | Линейные размеры | 5 | 2 | - | - | - | 20 | - | 1 | - | 20 | 2 | - | 60 |
| 44 | Канавки ГОСТ 8820-69 | 1 | 1 | 100 | ||||||||||
| 55 | Фаски | 1 | - | - | - | - | - | - | - | - | - | - | 1 | 100 |
| Итого: | 12 | 2 | - | - | - | 16 | - | 2 | - | 16 | 2 | 6 | 48 | |
Вывод: по точностным требованиям конструкцию “кольцо” можно признать технологичной, т.к. 48% поверхностей имеют точность свободных размеров, т.е. не требуют для их достижения особых методов обработки.
Таблица 1.3.
Анализ технологичности конструкции детали “кольцо” по параметрам шероховатости поверхности (ГОСТ 2789-73)
| № n/n | Наименования КЭД | Общее количество КЭД | Количество КЭД, имеющих следующую шероховатость поверхности Ra (Rz), мкм | ||||
| 100-50 | 40-20 | 10-2,5 | 2,5-1,25 | 1,25-0,63 | |||
| 11 | Наружные цилиндрические поверхности | 3 | 3(100%) | ||||
| 22 | Линейные размеры | 5 | 3(60%) | 2(40%) | |||
| 33 | Внутренние цилиндрические поверхности ГОСТ 6636-69 | 2 | 2(100%) | ||||
| 44 | Фаски | 1 | 1(100%) | ||||
| 55 | Канавки ГОСТ 8820-69 | 1 | - | - | 1(100%) | ||
| Итого: | 12 | 8(66%) | 4(34%) | ||||
Вывод: по требованиям к шероховатости поверхностей конструкцию детали “кольцо” можно признать технологичной, т.к. 66% поверхностей имеют шероховатость, которая может быть получена обычными технологическими методами.
1.3 Расчет такта выпуска, определение типа производства и выбор формы организации технологического процессаДля оценки интервала времени, через который периодически производиться выпуск деталей, обеспечивающего выполнение производственной программы в установленный срок необходимо определить такт выпуска деталей.
Все дальнейшие технологические решения при проектировании принимаются, применяются к установленному типу производства. Тип производства определяется по численному значению коэффициента закрепления операций.
 , (1.1)
, (1.1)
где:
tв- такт выпуска деталей
Тшт.к.ср.- среднее штучное время основных операций.
Тшт.к.ср =5,12 мин.
 , (1.2)
, (1.2)
где:
F-действительный годовой фонд времени F=4015 ч.
N=1200 шт.-годовая программа выпуска
Данное производство является мелкосерийным, так как 20 <К<40
Определим размер партии деталей, одновременно запускаемых в производство.
 , (1.3)
, (1.3)
где:
txp- норма запаса (дней) для хранения на складе готовых деталей в ожидании сборки (txp=25)
253- число рабочих дней в году.
Полученный результат округляем до ближайшего кратного месячного объема выпуска: n=85 дет.
1.4 Выбор вида заготовки и способа ее полученияСпособ получения конкретных заготовок должен быть экономичным, производительным и определяется используемым материалом, конфигурацией детали, объемом выпуска. В связи с небольшой программой рационально получение заготовки из сортового проката по причинам:
1. сокращение времени получения заготовок по сравнению с другими способами (литье, штамповка)
2. отсутствие необходимости изготовления моделей для формирования и самих форм для отливки или изготовления штампа для получения заготовки штамповкой.
3. более высокая точность заготовки из проката, что ведет к уменьшению припусков на обработку и компенсирует более высокий расход материала.
Заготовка – прокат, труба 158´25 ГОСТ 8731-74
Материал – Сталь10.
Технико-экономическое обоснование выбора заготовки производят по металлоемкости, трудоемкости изготовления, себестоимости, причем учитываются конкретные производственные условия. Значительную экономию обеспечивают сравнение вариантов получения заготовок по коэффициенту использования материала:
 , (1,4)
, (1,4)
где
MД и Мз – соответственно, массы готовой детали и заготовки.
Трубный прокат доставляется на заготовительный участок, где его режут на заготовки Æ158´25 l=32. После заготовительного участка заготовка доставляется в механический участок
1.5 Выбор базВ технологии машиностроения детали и сборочные единицы при механической обработке и сборке должны занимать строго определенное положение относительно станка, инструмента, других деталей. Определенность такого положения определяется базированием.
Базирование - это придание заготовке или изделию требуемого положения относительно выбранной системы координат (ГОСТ 21495-76). В общем случае база - это поверхность, линия или точка, принадлежащая заготовке (изделию) и используемая при базировании. Все многообразие поверхностей деталей машин (заготовок) классифицируется по четырем основным видам: исполнительные поверхности (определяют служебное назначение); поверхности и свободные поверхности. В соответствии с этим различают конструкторские, измерительные и технологические базы.
Конструкторская база принадлежит данной детали (или сборочной единицы) и служит для определения положения в изделии.
Технологическая база используется для определения положения заготовки или изделия в процессе механической обработки (сборки).
Измерительная база представляет собой поверхность, линию или точку, от которых производят отсчет исполняемых размеров.
Назначение технологических баз является принципиальным вопросом при проектировании технологических процессов механической обработки и сборки (ГОСТ 14.301 -83 и др.). Это определяет последующую точность и качество изготовления изделий.
При первом установе заготовки для механической обработки используют черновую технологическую базу, к которой предъявляют следующие основные требования: поверхность должна быть близка к правильной геометрической форме (плоскость, цилиндр и т. п.), иметь удовлетворительные показатели точности и шероховатости и др. При механической обработке деталей черновую технологическую базу используют только один раз, а оптимальный технологический процесс должен иметь не более трех смен баз.
От правильности решения вопроса о назначении технологических баз в значительной степени зависят: фактическая точность выполнения линейных размеров, заданных конструктором, правильность взаимного расположения поверхностей и т.п.
При назначении технологической базы, должны соблюдаться следующие принципы:
1. принцип совмещения технологической и измерительной базы, при этом погрешность базирования равна нулю;
2. принцип постоянства баз, т.е. на большинстве операций должны применяться одни и те же базы;
3. силы закрепления необходимо прикладывать перпендикулярно выполняемому размеру.
Теоретические схемы базирования заготовки выбираем, исходя из ГОСТ 21495 - 76 “Базирование и базы в машиностроении”.
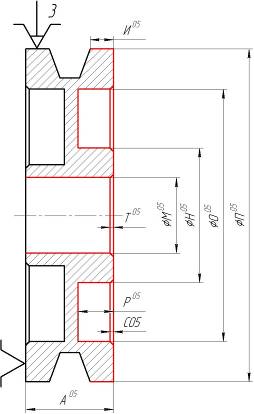
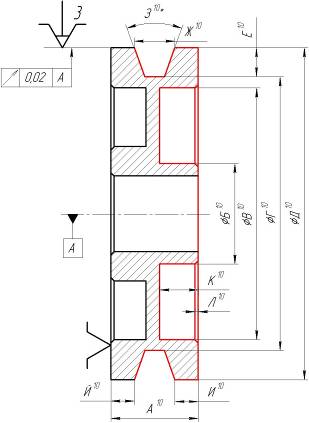
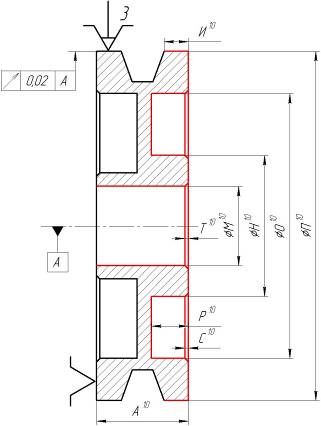
Выбор технологических баз осуществляется из данных чертежа, учитывая служебное назначение детали. Отклонения и допуски расположения поверхности Æ150 d11, Æ6 H11 неуказанные отклонения валов h11, отверстий H11, линейные размеры заданны относительно торца детали. Для обеспечения технологических требований к детали в качестве технологической базы используют измерительную базу.
Таблица 4
| Схема базирования | Погрешность базирования |
| 1 | 2 |
|
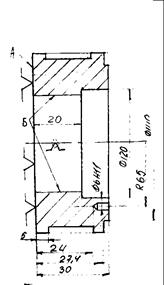
| Базирование при этом закреплении ведется по торцевой поверхности А. черновыми поверхностями при данном базировании являются поверхности А и В.для линейных размеров 5мм.,24мм.,20мм.,27.4мм.,30мм., погрешность базирования Е=0 т.к. конструкционная и технологическая база совпадают.Для диаметров Æ120Н14,Æ140h14, Æ145h14 а также для R=65 погрешность базирования Е=0 т.к. конструкционная и технологическая база совпадают |
|
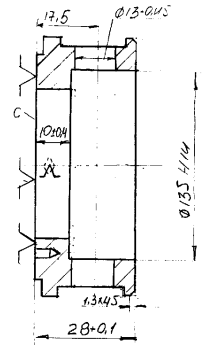
| Базирование при этом закреплении ведется по торцевой поверхности С..Для линейных размеров 28мм.,10мм.,1.3мм.,17.5мм., погрешность базирования Е=0 т.к. конструкционная и технологическая база совпадают.Для диаметров Æ135, Æ13 погрешность базирования Е=0 |
1.6 Проектирование маршрута обработки ступенчатого кольца
1.6.1 Базовый вариант обработки детали
На этом этапе надо установить оптимальную последовательность технологических операций для получения заданной точности и шероховатости поверхности.
0. подготовительная.
1. Черновое и чистовое растачивание основных поверхностей.
2. сверление отверстий
3. шлифование торцевой поверхности
4. Контроль размеров и остальных точностных характеристик.
5. Промывка детали.
В зависимости от механической обработки аналогичной детали в соответствующих условиях производства, от вида исходной заготовки, построения технологического маршрута обработки, применяемого оборудования и средств технологического оснащения составляем действующий технологический процесс.
Технологическая операция должна быть построена по принципу концентрации операций. Под концентрацией понимается одновременное выполнение одних и тех же групп операций.
Таблица 1.5.
| Операция | Содержание или наименование операции | Станок, оборудование | Оснастка |
| 005 | Навесить бирку с номером детали | ||
| 010 | Кузнечная | пресс | |
| 015 | Термическая обработка | печь | |
| 020 | 1 переход- точить наружную поверхность до Æ150d11, 2 переход- торцевое точение до получения размера l=30+0.3, 3 переход- подрезать торец Æ150d11 с образованием канавки Æ140-1,0, 4 переход- точить канавку Æ145-1,0, 5 переход- расточить отверстие до Æ120H10 | Станок токарный с ЧПУ | Цанговый патрон |
| 025 | Расточить отверстие до Æ135+1.0,подрезать торец, точить фаску | Токарный 16к20ф3 | Цанговый патрон |
| 030 | Зачистить заусенцы | Одно-шпиндельный полуавтомат 56525 | Жесткая опора Специальная оправка |
| 035 | Сверлить 6 отв. Æ13мм. | Вертикально сверлильный 2А135 | |
| 040 | Сверлить отверстие Æ6мм. | Вертикально сверлильный 2А135 | |
| 045 | Шлифовать поверхность,выдерживать размер 28+0.1, êê 0.03 | Плоскошлифовальный мод. 3е71081 | |
| 050 | Промыть деталь | Машина моечная | |
| 055 | Технический контроль | Плита по ГОСТ 10905-86 | |
| 060 | Нанесение покрытия |
1.6.2 Новый вариант обработки детали
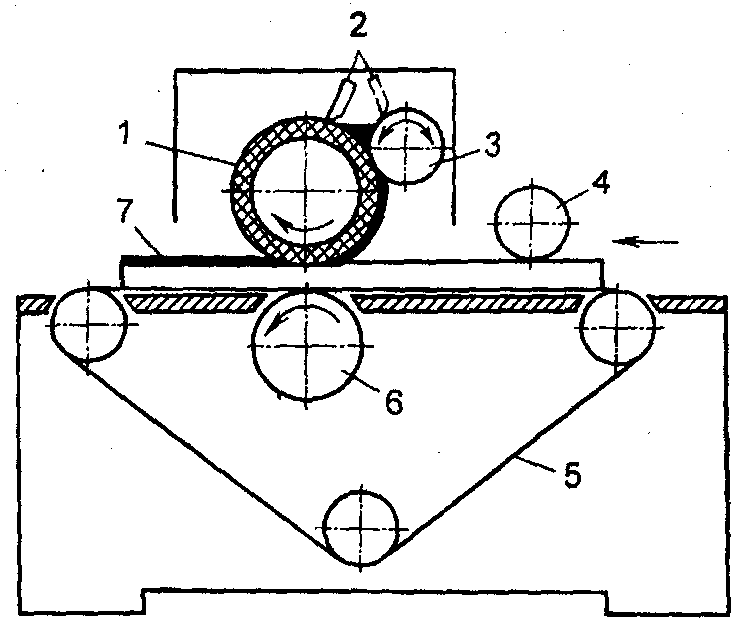
Для сокращения времени затраченного на шлифовальный процесс предлагается его автоматизация за счет использования другого станочного оборудования. Это позволит не только ускорить процесс обработки но и улучшить качество детали без изменения маршрута обработки.
1.7 Определение припусков и размеров заготовкиДля одной из основных поверхностей заготовки, имеющей наивысшие требования по точности изготовления, припуски и промежуточные размеры определяются расчетно-аналитическим методом. На остальные поверхности заготовки припуски и допуски назначаются по ГОСТ 7505-89.
Расчет припуска производится в направлении от обработанной поверхности к исходной заготовке.
Для определения припусков и промежуточных размеров детали воспользуемся следующими формулами:
Минимальный припуск на обтачивание цилиндрических поверхностей (двухсторонний припуск):
![]() . (1.5)
. (1.5)
Минимальный припуск при последовательной обработке противолежащих поверхностей (двухсторонний припуск):
![]() , (1,6)
, (1,6)
где
Rz – высота микро неровностей поверхностей, оставшихся при выполнении предшествующего технологического перехода, мкм;
Т – глубина дефектного поверхностного слоя, оставшегося при выполнении предшествующего технологического перехода, мкм;
r0 – изменение отклонения расположения, возникшее на предшествующем технологическом переходе, мкм;
eу – величина погрешностей установки при выполняемом технологическом переходе, мкм.
Для заготовок из проката выбирается для Æ150![]() мм качество поверхности детали Rz=25 мкм, T=150 мкм.
мм качество поверхности детали Rz=25 мкм, T=150 мкм.
Определение минимального припуска при чистовом точении Æ150мм.
Rz i-1=6.3 мкм.
Ti-1=60 мкм.
ri-1=85 мкм.
E=0
Zi min=416 мкм.
Определение минимального припуска при черновом точении Æ150мм.
Rz i-1=200 мкм.
Ti-1=300 мкм.
ri-1=1600 мкм.
E=0
Zi min=4200 мкм.
Определение минимального припуска на линейный размер L=28+0.1 мм.
Для однократного шлифования.
Rz i-1=32 мкм.
Ti-1=30 мкм.
ri-1=5 мкм.
E=0
Zi min=67 мкм.
Определение припуска при чистовом точении.
Rz i-1=50 мкм.
Ti-1=50 мкм.
ri-1=100 мкм.
E=0
Zi min=400 мкм.
Определение припуска при черновом точении.
Rz i-1=125 мкм.
Ti-1=75 мкм.
ri-1=1000 мкм.
E=0
Zi min=2400 мкм.
Для деталей из проката величина пространственной погрешности (кривизна пруткового материала) определяется по формуле:
![]() , (1.7)
, (1.7)
где
D- кривизна профиля проката, мкм на мм.
l- длина заготовки в мм.
![]() ,
, ![]()
Минимальный припуск на обработку рассчитываем по формуле:
![]() , (1.8)
, (1.8)
![]() , (1.9)
, (1.9)
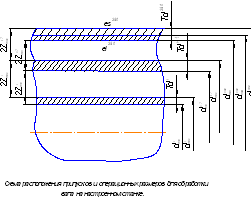
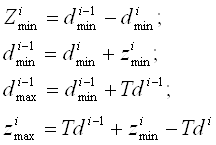
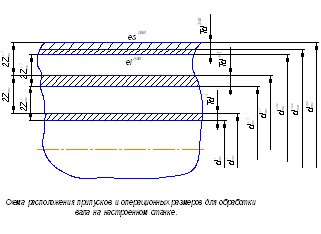
Минимальные (максимальные) промежуточные размеры определяют методом прибавления (для валов) или вычитания (для отверстий) минимальных (максимальных) значений промежуточных припусков:
Dmin i-1=Dmin i+2Zmin i, Dmax i-1=Dmax i+2Zmax i,
где
Dmin i-1 и Dmax i-1 – предельные размеры по предшествующим операциям, мм.
Dmin i и Dmax i – предельные размеры по выполняемым операциям, мм. 2Zmin i и 2Zmax i – предельные припуски по выполняемым операциям, мм.
Таблица.1.6.
| маршрут обработки | Элементы припуска | Расчетный припуск (мкм) | Размер после перехода (мм) | Допуски на промежуточный размер (мм) | Принятые размеры по переходам | Предельные размеры припусков | ||||||
| Rzi-1 | Ti-1 | ri-1 | ei-1 | |||||||||
| max | min | max | min | |||||||||
| 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 | 10 | 11 | 2 | |
| Прокат Точение: черновое чистовое | 200 63 | 300 60 | 1600 85 | - - | 4200 416 | 154.4 150.2 149.8 | 4 0.4 0.25 | 158 150.6 149.8 | 154 150.2 149.6 | 7.4 0.74 | 3.8 0.59 | |
| Прокат Точение: черновое чистовое шлифование | 125 50 32 | 75 50 30 | 1000 100 5 | - - - | 2400 400 67 | 30.87 28.47 28.07 28.01 | 1.2 0.4 0.25 0.01 | 32 28.87 28.32 28.01 | 30.8 28.47 28.07 28 | 3.13 0.55 0.31 | 2.33 0.4 0.07 | |
Подробно приведем разработку операции 020.
1 установить и закрепить деталь в патроне.
2 подрезать торец 6 за два прохода.
3 точение поверхности 3 за два прохода.
4 подрезать торец 4 с образованием поверхности 5.
5 точить канавку 1.
6 расточить отверстие 2 за два прохода.
Деталь крепится в патроне 7102-0078 ГОСТ 24351-80
1.8.1 Выбор режущего инструментаДля обработки поверхности 6 берем резец 2102-0191, режущая часть которого выполнена из твердого сплава Т15К6 ГОСТ 21151-75.
Для обработки поверхности 3 берем резец 2102-03111, режущая часть которого выполнена из твердого сплава Т15К6 ГОСТ 21151-75.
Подрезать торец 4 с образованием поверхности 5 берем резец 2120-0019, режущая часть которого выполнена из твердого сплава Т15К6 МИ 595-64.
Точить канавку 1 берем резец 2310-0020, режущая часть которого выполнена из твердого сплава Т15К6 ГОСТ 18876-73.
Расточить отверстие 2 берем резец 2141-0058, режущая часть которого выполнена из твердого сплава Т15К6 ОСТ 18283-73.
1.8.2 Выбор измерительного инструмента
Для первого перехода используется штангенциркуль ШЦ1-125-0.1 ГОСТ 166-80.
Для второго перехода используется микрометр МК 175-1 ГОСТ 64507-78.
Для третьего перехода используется штангенциркуль ШЦ2-160-0.1 ГОСТ166-80 и глубомер индикаторный ГОСТ 7661-67.
Для четвертого перехода используется штангенциркуль ШЦ2-160-0.1 ГОСТ166-80.
Для пятого перехода используется штангенциркуль ШЦ1-125-0.1 ГОСТ166-80.
1.8.3 Расчет режимов резания и определение мощностиПохожие работы
... лакирование матовым лаком НЦ-243 на лакообливной машине и сушка в конвективной сушильной камере или на стеллажах. 2. Автоматизированные линии отделки. Компоновка РТК для нанесения лакокрасочных материалов На мебельных предприятиях для отделочных работ широко применяются конвейерные, полуавтоматические и автоматические линии. Они включают станки для нанесения материалов, установки для сушки и ...
... ребрами) изображают конструктивные и потоковые функциональные структуры [14]. Принципы построения функциональных структур технических объектов рассматриваются в последующих главах курса "Основы проектирования им конструирования" не включенных в настоящее пособие. Для систем управления существуют характеристики, которые можно использовать в качестве критериев для оценки структур. Одна из них - ...
... заготовки относ: - стандартизация и унификация элементов конструкции; - упрощение геометрических форм; - максимальная инструментальная доступность; 22. Технологическое обеспечение качества изделий машиностроения Качество продукции — совокупность свойств продукции, обуславливающих ее пригодность удовлетворять определенные потребности в соответствии с ее назначением. Свойства, составляющие ...
... на каждую технологическую операцию ориентируемся на размеры обрабатываемых ими деталей (табл. 2.1). В соответствии со способом обработки и стадиями операций получаем квалитеты точности обрабатываемых поверхностей, приведенные в табл. 2.2. Таблица 2.1 – Маршрутный технологический процесс изготовления детали шкив № операции Название операции Оборудование 00 отрезная CARIF 450 BA CNC 05 ...
0 комментариев