Навигация
Технология и оборудование для нанесения адгезива
17096
знаков
1
таблица
2
изображения
Министерство образования Республики Беларусь
Учреждение образования «Белорусский государственный университет
информатики и радиоэлектроники»
Кафедра РЭС
РЕФЕРАТ
На тему:
«Технология и оборудование для нанесения адгезива»
МИНСК, 2008
1. ХАРАКТЕРИСТИКА СВОЙСТВ АДГЕЗИВОВ
Назначение адгезива — обеспечить фиксацию компонентов, сориентированных на контактных площадках, в процессе транспортировки и пайки, особенно при пайке волной припоя.
Основные требования, предъявляемые к адгезивам:
• высокая адгезионная способность;
• требуемые диэлектрические свойства;
• минимальное выделение летучих веществ;
• совместимость с конструкционными и технологическими материалами;
• устойчивость к термоциклическим воздействиям;
• способность выдерживать высокие температуры пайки;
• высокая скорость полимеризации без смещения компонентов;
• высокие реологические характеристики, позволяющие наносить его на поверхность ПП любым способом (трафаретная печать, капельный перенос или дозированная подача).
Выбор адгезива практически зависит от конкретного применения с учетом его специфических свойств. Например, однокомпонентные адгезивы более просты в обращении, однако выделяют летучие вещества, двухкомпонентные — требуют точной дозировки составляющих. Поэтому важно иметь конкретные рекомендации для выбора адгезива, удовлетворяющего требованиям монтажа.
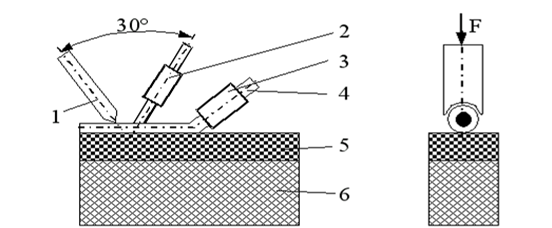
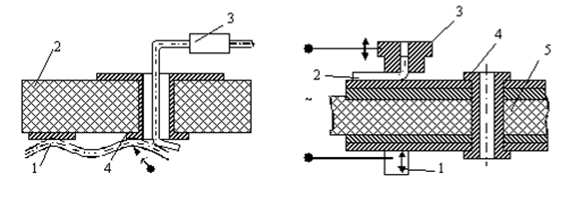
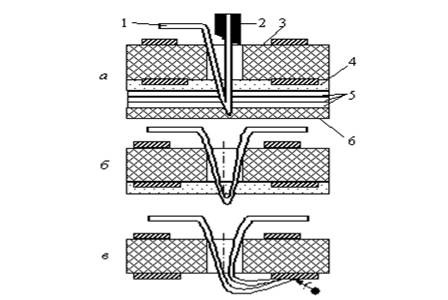
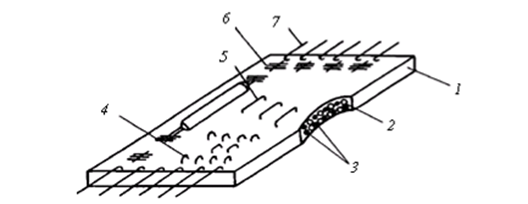
Выбор адгезива определяется, прежде всего, методом нанесения. В настоящее время применяется нанесение адгезива методом трафаретной печати, групповым переносом капель и специальными дозаторами. Наиболее важным свойством адгезива является его способность образовывать каплю необходимых размеров, обеспечивающую заполнение самого большого промежутка между компонентом и платой.
Применяемые адгезивы требуют отверждения. Условия и время отверждения одно- и двухкомпонентных адгезивов различаются. Однокомпонентные адгезивы отверждаются при температуре выше 125 С, двухкомпонентные — при более низкой температуре (80-150 °С в течение 3—5 мин). Кроме термического метода отверждения, применяется сочетание нагрева с облучением ультрафиолетовым (УФ) излучением, что позволяет ускорить этот процесс. Однако такой метод может эффективно применяться только для малогабаритных корпусов, незатеняющих адгезив от прямого попадания УФ лучей. Оптимальное отвеждение адгезива перед нанесением флюса, припоя или перед транспортировкой ПП должно составлять не менее 70%.
Оптимальные режимы отверждения должны обеспечивать минимальную усадку адгезива и отсутствие удаления летучих веществ во время пайки. Следует иметь ввиду, что даже малая усадка может вызвать значительные напряжения и деформации компонента и платы.
В процессе эксплуатации изделия прочность соединения обеспечивается уже припоем. поэтому адгезивы могут удаляться при последующей промывке платы. Однако в ответственных случаях этого необходимо избегать, так как при задержке технологического цикла может потребоваться удаление и повторное нанесение адгезива.
В технологии ПМ адгезивы обычно изготавливаются на основе эпоксидных, акриловых и цианоакриловых смол.
Эпоксидные смолы хорошо известны в электронной технике. Для них характерна хорошая стойкость к растворителям, влагостойкость, возможность полимеризации ультрафиолетовым излучением, хорошее заполнение и ремонтопригодность при местном нагреве. Долговечность хранений в открытой ёмкости довольно короткая. Некоторые адгезивы изготавливаются на основе двух компонентов, требуют перемешивания, что затрудняет их практическое применение.
В настоящее время нa рынке имеется достаточно широкий выбор адгезивов. В частности, фирмой «Ероху» (Германия) разработана целая гамма адгезивов на основе эпоксидных смол, например:
«Epotek H-70E-4» — полимеризуется в течение 5 мин при температуре 150 °С, выдерживает температуру до 400 °С, обладает высокими реологическими свойствами, что позволяет использовать адгезив при большой толщине без растекания (капля на каплю);
«Nozland UVA-123» — аналогичен по свойствам «Epotek Н-70Е-4», но может полимеризоваться как под воздействием тепла, так и при облучении в ультрафиолетовом спектре.
Акриловые смолы обладают хорошей влагостойкостью и устойчивы к растворителям, имеют малое время полимеризации (3 мин при 120 0С), долговечны, но они не пригодны для трафаретной печати.
Цианоакриловые смолы долговечны при хранении в открытой емкости. Для них характерна быстрая полимеризация и чувствительность к воде. Из-за посредственного заполнения использование цианоакриловых смод трудоемко.
Ряд отечественных предприятий, применяющих технологию поверхностного монтажа, опробовали в качестве адгезивов традиционные клеи ВК-9 и КБ-2 и признали их нетехнологичными из-за трудоемкости приготовления и очень длительной полимеризации. ПО «Интеграл» использует клей БФ-4 для предварительной фиксации ПМ-компонентов перед пайкой оплавлением ИК нагревом.
Возможно использование при ПМ ряда адгезивов, применяемых в толстоплёночной технологии, например:
ТКЛ-2 АУЭО.028.004 ТУ — теплопроводный клей, предназначенный для установки и крепления теплонагруженных элементов и бескорпусных ИМС на ПП, отличается хорошей технологичностью;
ТКЛ-150 АУЭО.028.011 ТУ — теплопроводный клей для сборки мощных микросборок, двухкомпонентный состав, срок годности 6 ч;
УПЛ-3 АУЭО.028.018 ТУ — быстросхватывающийся клей для прецизионного механизированного крепления. Наносится методом отпечатки без нитеобразования, позволяет производить монтаж выводов элементов до проведения процесса полного отвердения, сокращает технологический цикл;
ТПК-69, ТПК-73 и ТПК-100 АУЭО.028.021 ТУ — теплопроводные пленочные клей обеспечивают сокращение трудоемкости, срок хранения до 6 мес.
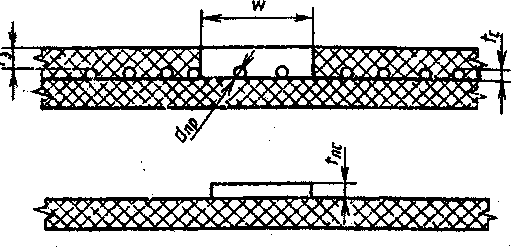
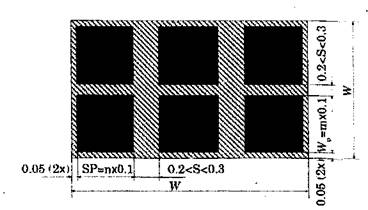
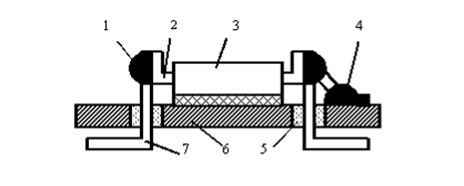
Для закрепления пассивных компонентов в прямоугольных корпусах и транзисторных корпусов (SOT) фирмой «Xerox» определена оптимальная масса капли адгезива — 0,2±0,05 мг, что обеспечивает закрепление при минимальном наплыве на контактные площадки. Высота капель должна позволять фиксировать корпуса, имеющие интервал расположения над ПП от 0,5 до 1,0 мм.
Похожие работы
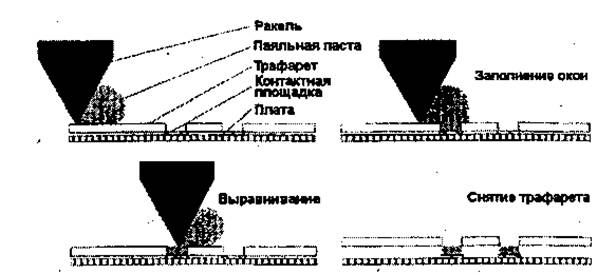
... метода, является сочетание высокой производительности с хорошей повторяемостью наносимых сложных рисунков расположения контактных площадок. Рассмотрим особенности применения метода трафаретной печати для нанесения припойных паст. Метод реализуетcя с помощью металлических или сетчатых трафаретов и металлических шаблонов. Сетчатый трафарет представляет собой жёсткую рамку, на которой натянута ...


... поверхность КП после монтажа на ней компонентов. Чаще всего материалами защитных покрытий являются лаки на основе полиуретановых, эпоксиамидных и других органических смол. 6. Разработка алгоритма реализации основных этапов ТП сборки и монтажа ячейки ИММТ На основании выбранных материалов и оборудования для сборки и монтажа ячейки ИММТ можно составить алгоритм реализации основных этапов ...
... емкость между электропроводящими нитями 33—38 пФ. Функционально ТКУ подразделяются на четыре группы: конструктивы, платы, кабели и соединители (рис. 7). Каждая структура может быть одно- или многослойной с двухкоординатным, внутримодульным, внутриблочным или межблочным расположением нитей. Особенности технологии позволяют получать как гибкие и эластичные, так и жесткие коммутационные устройства ...
... . Так, например, широкую известность получила технология «Форниз» (формование несминаемых изделий), в которой химические препараты, нанесенные при заключительной отделке ткани в условиях текстильно-отделочного производства, на всех технологических операциях швейного производства вплоть до этапа термостабилизации, находятся в потенциально-активном состоянии. В отечественной практике было также ...
0 комментариев