Навигация
Технология и оборудование для нанесения припойной пасты
21496
знаков
3
таблицы
9
изображений
Министерство образования Республики Беларусь
Учреждение образования «Белорусский государственный университет
информатики и радиоэлектроники»
Кафедра РЭС
РЕФЕРАТ
На тему:
«ТЕХНОЛОГИЯ И ОБОРУДОВАНИЕ ДЛЯ НАНЕСЕНИЯ припойной пасты»
МИНСК, 2008
1. Характеристика свойств припойных паст и особенности их выбора
Припойные пасты широко используются в технологии ПМ и их физические свойства оказывают значительное влияние на характеристики паяных соединений. Поэтому к ним добавляется ряд специфических требований. Прежде всего паста после нанесения должна сохранять свою форму, положение и требуемую толщину, обладать клеящими свойствами (для исключения сдвига во время пайки). B то же время паста должна иметь относительно низкую вязкость (для обеспечения технологичности при нанесении её черёз трафарет).
В состав припойных паст входят материал припоя, флюс, связующее вещество, органический растворитель и различные специальные добавки, придающие пасте требуемые свойства, например вязкость. Основной составляющей частью припойной пасты является порошок припоя, получаемый путем пульверизации расплава припоя через специальные сопла. Порошок должен быть сферическай формы (согласно стандарту IPC-SP-819, отношение длинны к ширине должно находиться в пределах 1,5—1,0) c диаметром шарика припоя от 0,125 до 0,04 мм. Чем мельче порошок, тем качественнее паста (c токи зрения реологических свойств), но зато резко сокращается срок её сохранности из-за повышенной окисляемости припоя. Следует обратить внимание, что при использовании пасты с основной фракцией порошка припоя менее 40 мкм ухудшается качество отмывки из-за большого количества окисленных частиц, свыше 70 мкм — образуются крупные шарики припоя, которые, попадая под корпуса компонентов и внедряясь в защитный слой ПП, трудно удаляются, что может вызвать замыкание. Наилучшие результаты получаются при использовании припойной пасты с фракцией порошка 40—60мкм (рис. 1).
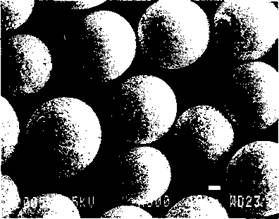
Рис. 1. Микрофотография припойной пасты с хорошим качеством диспергирования частиц порошка припоя
Припойные пасты характеризуются сложными реологическими свойствами. С точки зрения реологии она представляет собой тиксотропную, псевдоупругую смесь. Тиксотропность — это свойство жидкостей изменять вязкость во времени под действием постоянного сдвигающего усилия. Такое явление связано с наличием петли гистерезиса в зависимости напряжения сдвига от скорости сдвига при увеличении и последующем уменьшении последней. Тиксопропное поведение припойной пасты вызывает изменение ее вязкости в течение времени от последнего перемешивания до нанесения на плату, что отрицательно влияет на повторяемость ее технологических свойств. Аналогичные результаты получаются при измерении вязкости пасты в различные моменты времени после перемешивания.
На реологическое поведение пасты при трафаретной печати оказывает влияние несколько факторов, основными являются форма и размеры частиц, содержание припоя в пасте. Как уже упоминалось, частицы с формой, близкой к сферической, оказывают наименьшее абразивное воздействие на трафарет, что увеличивает срок их службы. Конечно же, при неизменных условиях окружающей среды вязкость паст будет снижаться с уменьшением размера частиц. Следует отметить также, что свойства паст можно изменять с помощью специальных модификаторов.
Обычно содержание припоя в пасте составляет 85—92%. Чаще всего состав припойных паст выражается как соотношение ингредиентов, входящих в его состав, например: 63/37— 63% олова и 37% свинца (наиболее широко применяемый состав для ПМ). С увеличением содержания припоя затруднятся нанесение пасты через трафарет, возрастают также развиваемые ракелем усилия, однако уменьшается и растекание припоя при его нагреве, что снижает вероятность образования перемычек и наплывов. Если в отдельных деталях и корпусах существуют серебряные контакты (выводы), то используются серебросодержащие припойные пасты (содержание серебра не менее 2%). Такие пасты имеют повышенную коррозионную стойкость и пластичность, предотвращают миграцию серебра из выводов, а главное снижают результирующую силу поверхностного натяжения при пайке.
В качестве связующего вещества в припойных пастах используют добавки эпоксидных смол. Если паста наносится на контактные площадки менее 1,25мм, рекомендуется применять припойную пасту с этилцеллюлозой. Реже используют неаргонические соединения (оксид висмута, боросиликатные стекло и др.). Клеящая добавка должна быть согласована по своим физико-химическим свойствам с материалами флюса и растворителя.
Как было отмечено выше в технологии ПМ главным образом применяются оловяно-свинцовые припои, характеристики которых приведены в табл. 1. При выборе припоя учитываются требования механической прочности, электрические и теплофизические характеристики, а также их стоимость. Наиболее часто применяются эвтектические сплавы 60Sn/40Pb, 63Sn/37Pb. Сплавы с малым содержанием олова (5Sn/95Pb, 10Sn/90РЬ) являются наиболее дешевыми, однако имеют повышенную температуру плавления и используются для лужения выводов чип-компонентов. Соединение 50Sn/50Pb отличается более низкой смачиваемостью.
Сплавы с добавками серебра (62Sn/36Pb/2Ag) применяются для пайки компонентов с серебрянными покрытиями выводов, так как наличие серебра в припое снижает растворимость серебряного покрытия выводов в олове. Эти припои обладают высокой прочностью.
Еще более высокой прочностью, а также повышенной смачиваемостью по сравнению с оловянно-свинцовыми припоями отличаются сплавы олово—серебро (95Sn/5Ag и эвтектика 96,5Sn/3,5Ag). Характерной особенность этих композиций является также высокая устойчивость к термоциклированию, что обусловливает перспективность их применения для пайки элементов с различным ТКЛР. Конечно же, стоимость таких припоев намного выше, чем оловянно-свинцовых. Устойчивость к термоциклированию повышается еще больше при введении в этот сплав сурьмы. Кроме того, используется и двойной сплав олово—сурьма (99Sn/lSb), который улучшает прочность соединения и рекомендуется для применения в условиях повышенной ползучести.
Таблица 1. Состав и основные характеристики припоев
| Состав | Свойства и область применения |
| 75Pb/25Sn 50Pb/50Sri 25Pb/77Sn | Минимальное растворение золота, ' более высокая пластичность по сравнению с припоями Sn/Pb; пайки выводов ИЭТ |
| 37,5Sn/37,5Pb/251n | Хорошая смачиваемость; не рекомендуется для пайки золота |
| 80Au/20Sn | Наилучший припой для золота; пайки выводов |
| 63Sn/37Pb 60Sn/40Pb 50Sn/50Pb 10Sn/90Pb 5Sn/95Pb | Наиболее широко используемые сплавы для ПМ, низкая стоимость, хорошие соединения; не рекомендуется для золота и серебра, так как легко их растворяют; для выводов чип-элементов |
| 62Sn/36Pb/2Ag 10Sn/88Pb/2Ag lSn/97,5Pb/l,5Ag | Припои с небольшой добавкой серебра для снижения растворимости серебряных покрытий; не рекомендуется для золота, сплав 62/36/2 является наиболее прочным среди Sn/Pb припоев |
| 96,5Sn/3,5Ag 95Sn/5Ag | Широко используемые припои, обеспечивающие высокую прочность без применения РЬ; минимальный р£ст-вор серебра; не рекомендуется для золота |
| 42Sn/58Bi 65Sri/35Bi 40Sn/40Pb/20Bi | Низкотемпературный эвтектичный сплав большой прочности |
Для пайки компонентов, чувствительных к перегреву, применяются сплавы с добавками висмута (температура плавления121°С для 40Sn/40Pb/20Bi), которые имеют относительно высокую прочность.
В последние годы большое внимание уделяется разработке и применению, бессвинцовых припоев. Наряду с приведенными в табл. 3.2 припоями Sn/Ag, Sn/Bi применяются также сплавы системы 99,3Sn/0,7Cu (температура эвтектики ТЕ= 227 °С), 99 Sn/9Zn (ТЕ = 198 °С), 65Sn/25Ag/10Sb (TE = 233 °С), 99,5Sn/3,5Ag/l,OZn(Г/, = 217 °С), 0,5Sn/7,5Bi/2,OAg (ТЕ = 207—212 °С), 95,5Sn/4,OCu/ 0,5Ag (Тпл = 216—222 °С).
Флюс в составе припойных паст предназначен для повышения смачиваемосги, растворения оксидных пленок на поверхности выводов и контактных площадок, а также для предотвращения их окисления в процессе пайки. Он также уменьшает тиксотропность паст со временем.
Следует иметь ввиду, что для эффективного действия флюса необходимо правильно выбрать температурно-временной режим пайки, так как, например если температура разогрева платы повышается слишком быстро, то это приводит к испарению растворителя, входящего в состав флюса и к потере его активности, разложению и выгоранию других компонентов, что ухудшает качество пайки. Если процесс нагрева завершен, то могут не успеть раствориться все оксиды.
В зарубежной электронной технике в настоящее время используются следующие виды флюсов:
R — слабоактивные флюсы на основе канифноли;
RA — канифольные активные флюсы, и состав которых входят галогены, минеральные кислоты и соли аминов; применяются для пайки металлов, имеющих плохую смачиваемость;
RMA — канифольные флюсы средней активности, активированные органическими кислотами, аминами, хлористыми аминами;
О А — органические активные флюсы
Важные требования к флюсам — отсутствие коррозии и возможность их легкого удаления после пайки.
Следует отметить, что для приготовления паст на основе припоя олово—свинец (Sn—РЬ) чаще всего используют слабоактивные канифольные флюсы (RMA), которые не образуют коррозионно-активных остатков. Содержание флюса в пасте порядка 2% при толщине наносимой пасты 0,05—0,25 мм.
Фирма «Heraeus» (Германия) имеет большой опыт в технологии приготовления припойных паст. Этой фирмой разработаны и выпускаются припойные пасты, которые условно можно разделить на три группы: серебросодержащие, золотосодержащие и пасты без благородных металлов.
Отечественные припойные пасты ПП-111, ПП-112, ПП-113 и ПП-114 предназначены для сборочно-монтажных работ, изготавливаются на основе припоя ПОС-61. Самой распространенной (доступной) является слабоактивная канифольная паста ПП-112 АУК 0.029.009 ТУ, но главный ее недостаток заключается в применении хлористого метила при отмывке ПП после пайки.
Паста ПЛ-114 предназначена для водорастворимой очистки. В технологии толстопленочной ГИС используется широкая гамма припойных паст, применение которых допустимо и в технологии поверхностного монтажа (табл. 2).
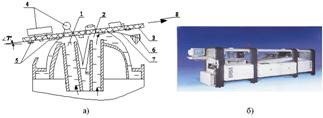
Важной операцией при изготовлении припойных паст является диспергирование расплава припоя, которое может осуществляться в струе газа и ультразвуковым методом. При распылении припоя в струе газа частицы металла обладают высокой кинетической энергией, их фильтрация для отделения из металлогазовой смеси затруднена. Выход такой смеси за пределы рабочего объема опасен и недопустим.
Более приемлемым и безопасным служит ультразвуковой метод диспергирования припоя в мелкий порошок. Для этого метода характерна компактная зона распыления и малая кинетическая энергия частиц. Ультразвуковой метод обеспечивает сферическую форму частиц и малый разброс значений диаметра. Для этих целей применяется отечественная установка ультразвукового диспергирования УД-ЮМ, с помощью которой возможно диспергирование любого низкотемпературного (170—270 °С) припоя в количестве 2—10 кг в смену с размером частиц 0,08 мм. Питание диспергатора осуществляется от ультразвукового генератора УЗПЗ-1,6.
Таблица 2. - Отечественные припойные пасты
| Марка пасты | ПП1-180 АУЭО.ОЗЗ 01 2 ТУ | ПП1-180Ср АУЭО.ОЗЗ. 012 ТУ | ПП-140 АУЭО.ОЗЗ. 013 ТУ | ПП-250 АУЭО.ОЗЗ. 021 ТУ | ПП-115 АУЭО.ОЗЗ |
| Марка исполь зуемого припоя | ПОС-61 | ПСрОСЗ-58 | ПСОВИ-139 | ПСОВиСУ-250 | ПСОВи-119 |
| Дискретность частиц припоя, мкм | 20—40 | 20-40 | 20—40 | 20—40 | 40—60 |
| Вязкость по пре- делу растекаемо- сти, мм |
13—23 |
13—23 |
13—23 |
13—23 |
13—23 |
| Температура плавления, °С | 190—230 | 190—230 | 140—155 | 260—290 | 120—130 |
| Гарантийный срок хранения, мес | 3 | 3 | 3 | 4 | 4 |
| Время оплавле- ния, с | 3—5 | 3—5 | 3—5 | 3—5 | 3—5 |
В состав припойных паст вводятся органические наполнители, предназначенные для улучшения распределения порошка по объему композита, обеспечения тиксотропности и связки припоя и флюса в единую массу. Состав органических наполнителей во многих случаях является «know how» фирм. Они имеют сложную структуру, в основе которой лежат синтетические смолы или их комбинации, отличающиеся низкими растворяющими свойствами и невысокой температурой плавления. В состав паст входят также пластификаторы и соединения, вызывающие их тиксотропность. Эти органические наполнители обеспечивают гомогенность паст, замедляют оседание порошка и образование конгломератов.
Длительное хранение паст представляет определенные технические трудности, так как со временем происходит разделение компонентов пасты: отделение флюса, порошка припоя, наполнителей, что приводит к резкому ухудшению свойств паст. Для замедления протекания этих процессов рекомендуется хранение осуществлять при пониженных температурах (2—5 °С) или производить тщательное периодическое перемешивание пасты. Для предотвращения впитывания влаги при охлаждении пасты необходимо хранить в герметичной посуде и лучше в атмосфере аргона, что позволяет предотвратить образование на ее поверхности корки. Пасты могут храниться в таких условиях до 6 мес с сохранением вязкости в пределах+5%.
Похожие работы

... Большой разброс размеров капли Возможность попа дания пузырьков воздуха, рекомендуется вакуумирование нанесенного адгезива Рассмотрим особенности каждого из методов и применяемое оборудование. Метод трафаретной печати применяется для крепления прямоугольных корпусов размером 1206 (3,05x1,5 мм) и больше. Он практически не находит применение для фиксации ...


... поверхность КП после монтажа на ней компонентов. Чаще всего материалами защитных покрытий являются лаки на основе полиуретановых, эпоксиамидных и других органических смол. 6. Разработка алгоритма реализации основных этапов ТП сборки и монтажа ячейки ИММТ На основании выбранных материалов и оборудования для сборки и монтажа ячейки ИММТ можно составить алгоритм реализации основных этапов ...




... использованы при установке в готовое изделие. Базовой деталью в данном случае является печатная плата. На нее поочередно устанавливаются ИЭТ. Технологический процесс сборки платы устройства согласования состоит из следующих последовательно выполняемых операций - дозировка и нанесение на плату паяльной пасты; - установка поверхностно-монтируемых элементов на плату; - контроль установки; - ...

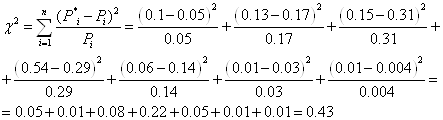
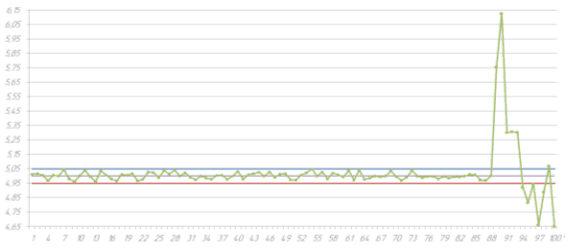

... рассеивания, который лежит в пределах верхней и нижней границ. С помощью этого метода можно оперативно проследить начало дрейфа параметров по какому либо показателю качества в ходе технологического процесса для того чтобы проводить предупредительные меры и не допускать брака готовой продукции. 2) Промежуточный статистический метод включает: * Теорию выборочных исследований; * Статистический ...
0 комментариев