Навигация
Механическая обработка монокристаллического кремния
43550
знаков
5
таблиц
6
изображений
1.6 Механическая обработка монокристаллического кремния
1.6.1 Калибровка
Калибровка монокристаллов полупроводниковых материалов. Обеспечивает придание им строго цилиндрической формы и заданного диаметра. Калибровку монокристаллов полупроводников проводят чаще всего методом круглого шлифования на универсальных круглошлифовальных станках, снабженных алмазным шлифовальным кругом с зернистостью, обозначенной 50/40 (основная фракция 40 мкм, а количество крупной, размером 50 мкм, не более 15%). Перед операцией калибровки к торцам монокристалла наклеечной мастикой приклеивают металлические конуса («центры») таким образом, чтобы их ось совпадала с продольной осью монокристалла.
После калибровки на поверхности монокристалла образуется нарушенный слой глубиной 50...250 мкм в зависимости от скорости продольной подачи. Присутствие его на периферии подложек может вызывать появление сколов, а при последующей высокотемпературной обработке приводить к генерации структурных дефектов, распространяющихся в центральные области подложки. Для снятия нарушенного слоя прошедшие операции калибровки монокристаллы полупроводников подвергают операции химического травления.
1.6.2 ОриентацияВ процессе роста монокристаллов наблюдается несоответствие оси слитка кристаллографической оси. Для получения пластин, ориентированных в заданной плоскости, до резки производят ориентацию слитков. Способы ориентации кристаллов определяются их природой, типом детали и ее функциональным назначением. Оптически изотропные диэлектрики ориентируют для учета влияния технологических свойств кристалла на точность параметров детали. У анизотропных диэлектриков положение преломляющих и отражающих поверхностей детали зависит от требуемого преобразования светового потока. Ориентация полупроводников предусматривает определения кристаллографической плоскости, в которой материал имеет заданные электрические свойства. Ориентацию полупроводников проводят рентгеновскими или оптическими методами.
Рентгеновский метод основан на отражении рентгеновских лучей от поверхности полупроводникового материала. Интенсивность отражения зависит от плотности упаковки атомами данной плоскости. Кристаллографической плоскости, более плотно упакованной атомами, соответствует большая интенсивность отражения лучей. Кристаллографические плоскости полупроводниковых материалов характеризуются определенными углами отражения падающих на них рентгеновских лучей. Величины этих углов для кремния: (111) –17°56', (110) - 30° 12', (100) – 44°23'
Рентгеновский диафрактометрицеский метод основан на измерении угла отражения характеристического рентгеновского излучения от идентифицируемой плоскости. Для этого применяют рентгеновские дифрактометры общего назначения, например типа ДРОН-1,5, или рентгеновские установки, например типа УРС-50И (М), и другие, снабженные рентгеновскими гониометрами и устройствами, обеспечивающими вращение горизонтально располагаемого монокристалла вокруг оси с заданной скоростью.
При проведении измерения падающий на торцевой срез монокристалла рентгеновский луч направляют под брэгговским углом отражения р. Счетчик рентгеновских квантов (Гейгера) располагают под углом 2р к падающему лучу. Если ориентируемая плоскость, например (111), составляет некоторый угол, а с торцевым срезом монокристалла, то отражение от нее можно получить, повернув монокристалл на этот же угол.
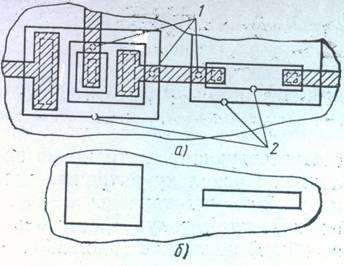
Определение угла отражения проводят относительно двух взаимно перпендикулярных осей, одна из которых лежит в плоскости чертежа (рисунок 3)
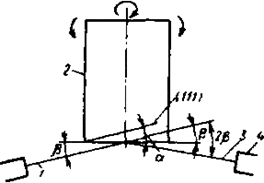
Рисунок 3 — Схема ориентации монокристаллов полупроводников рентгеновским методом:1—падающий рентгеновский луч; 2— монокристалл; 3 — отраженный рентгеновский луч: 4 — счетчик Гейгера
Оптический метод основан на том, что на протравленной в селективном травителе поверхности полупроводника возникают фигуры травления, конфигурация которых определяется ее кристаллографической ориентацией. На поверхности (111) фигуры травления имеют форму трехгранных пирамид, а на (100)—четырехгранных. При оснащении такой поверхности параллельным пучком света отражающиеся лучи будут образовывать на экране световые фигуры.
В зависимости от того, насколько сильно отклонена плоскость торцевого среза монокристалла от плоскости (hkl), световая фигура, образованная отраженным пучком света, будет находиться ближе или дальше от центра экрана. По величине отклонения световой фигуры от нулевого деления экрана определяют угол отклонения, а плоскости торца монокристалла от плоскости (hkl). Затем, поворачивая монокристалл на 90°, определяют другой угол Р; после выполнения ориентации монокристалла на его торце твердосплавным резцом наносят стрелку, направление которой указывает, в какую сторону от торца монокристалла отклонена требуемая плоскость. Точность ориентации монокристаллов полупроводников рентгеновским методом ± (2...6)', а оптическим ±(15...30)'.
1.6.3 РезкаКремний — твердый и хрупкий материал. Эти свойства кремния определяют способы его механической обработки и выбор абразивных материалов. Необходимо учитывать, что слитки кремния имеют большой диаметр (более 80 мм с тенденцией роста до 100...110 мм).
В таблице 2 приведена сравнительная характеристика различных абразивных и полупроводниковых материалов по их твердости.
Таблица 2— Сравнительная характеристика абразивных материалов
| Наименование материала | Микротвердость 10 | Твердость по шкале Мооса |
| Алмаз | 10 | 10 |
| Карбид бора | 4,9 | 10 |
| Карбид кремния | 3,5 | 9,5 |
| Электрокорунд | 1,4 | 9,2 |
| Кремний | 1,0 | 7 |
| Германий | 0,8 | 6 |
| Арсенид галлия | 0,7 | 4,5 |
Алмаз — самый твердый материал. При обработке кремния используются как природные, так и синтетические алмазы, уступающие первым по механическим свойствам. Иногда применяют карбиды бора В4С и кремния SiC, а также электрокорунд Al2O3. В настоящее время при резке слитков кремния на пластины в качестве режущего инструмента применяют металлические диски с внутренней алмазной режущей кромкой.
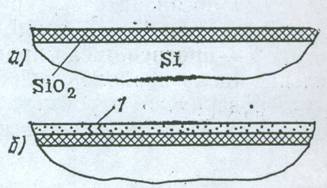
Инструмент представляет собой металлический диск с центральным отверстием, на кромку которого нанесена алмазная крошка. Толщина диска 0,1-0,15 мм, а диаметр отверстия обусловлен диаметром разрезаемого слитка. Схема установки для резки слитков представлена на рисунке 4.
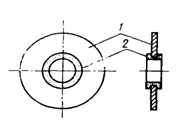
Рисунок 4 — Металлический диск с внутренней алмазной режущей кромкой: 1 — металлический диск; 2 — алмазная крошка
Режущий инструмент (диск) растягивается и закрепляется в специальном барабане на головке шпинделя станка для резания. Слиток разрезается диском с алмазной кромкой при вращении шпинделя (3000 - 5000 об/мин.). Скорость движения слитка при его перемещении перпендикулярно оси режущего диска составляет 40 - 50 мм/мин. (для слитков диаметром 60 мм не более 20 - 30 мм/мин.). После отрезания очередной пластины с помощью автоматической системы происходит возврат слитка в исходное положение, а также, перемещение его на заданный шаг. Устройство для закрепления слитка позволяет поворачивать слиток в горизонтальной и вертикальной плоскостях на требуемые углы по отношению к плоскости вращения алмазного диска и тем самым обеспечивает ориентированную резку. Станок снабжен системой подачи воды для охлаждения режущего диска и вымывания отходов резки (частичек выкрошенного кремния).
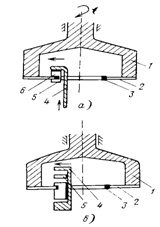
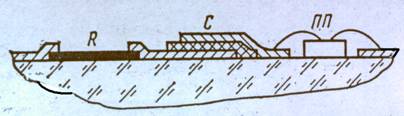
Рисунок 5 — Схема установки для резки алмазным диском: а — внутренний способ резки; б — гребенчатый способ резки (1 — барабан; 2 — диск; 3 — алмазное покрытие; 4 — оправка; 5 — пластина; 6 — слиток)
Поверхность пластин, полученных после резки, не удовлетворяет требованиям, которые предъявляют к качеству поверхности кремния при планарной технологии. С помощью электронографа устанавливают наличие приповерхностных слоев, не имеющих монокристаллической структуры. Толщина нарушенного слоя после резки диском 10 – 30 мкм в зависимости от скорости вращения диска. Поскольку в ИС глубина, на которой располагаются p-n – переходы, составляет единицы и десятые доли микрона, наличие нарушенных слоев толщиной 10 – 30 мкм неприемлемо. Микронеровности на поверхности не должны превышать 0,02 – 0,1 мкм. Кроме того, проведение фотолитографии плоскопараллельности пластин следует поддерживать на уровне ±1 мкм по диаметру пластины вместо 10 мкм после резки.
1.6.4 Шлифовка и полировкаДля обеспечения требуемого качества поверхности пластин должны быть подвергнуты дальнейшей обработке. Эта обработка состоит в шлифовке и последующей полировке пластин. Шлифовка и полировка пластин производится на плоскошлифовальных прецизионных станках с использованием абразивных материалов с размером зерна около 40 мкм (микропорошки). Чаще всего применяют группы микропорошков с зернами 14 мкм и меньше. В таблице 3 приведены марки и размеры зерен основной фракции используемых микропорошков. Микропорошки М14, М10, М7, М5 изготавливаются из карбидов бора, кремния и электрокорунда, микропорошки марок АСМ – из алмаза.
Таблица 3— Микропорошки для шлифовки и полировки пластин кремния
| Марка | М14 | М10 | М7 | М5 | АСМ7/5 | АСМ5/3 | АСМ3/2 | АСМ2/1 | АСМ1/0,5 |
| Размер, мкм | 14..10 | 10..7 | 7..5 | 5..3 | 7..5 | 5..3 | 3..2 | 2..1 | 1 и мельче |
В зависимости от типа микропорошка выбирается материал поверхности шлифовальщика. При шлифовке пластин микропорошками М14-М15 применяют стеклянный шлифовальщик, при полировке микропорошками АСМ – специальные шлифовальщики с поверхностью из тканевых материалов. При обработке пластин на рабочий шлифовальщик устанавливаются три головки с наклеенными пластинами. Головки удерживаются от перемещения по шлифовальщику специальными направляющими кронштейнами с опорными роликами (рисунок 6). За счет силы трения возникающей между соприкасающимися поверхностями рабочего шлифовальщика и головок, последние вращаются вокруг своих осей. Это вращение головок создает условия для равномерного шлифования или полирования.
При шлифовании микропорошками М14 - М15 используют водные суспензии с соотношением воды к абразиву 3¸1, при полировке пластин специальные алмазные пасты.
В настоящее время принята определенная последовательность операций при механической обработке пластин. При этом учитывается то, что толщина снимаемого слоя на каждой операции должна превышать толщину нарушенного слоя, который образовался на предыдущей операции. Пластины шлифуют с двух сторон, а полируют только рабочую сторону.
Таблица 4 — Характеристики микропорошков
| Тип порошка | Толщина нарушенного слоя, мкм | Скорость удаления материала, мкм/мин | Класс шероховатости поверхности |
| М14 | 20 – 30 | 3 | 7 |
| М10 | 15 – 25 | 1,5 | 8 – 9 |
| АСМ3/2 | 9 – 11 | 0,5 – 1,0 | 12 – 13 |
| АСМ1/0,5 | 5 – 7 | 0,35 | 13 |
| АСМ0,5/0,3 | Менее 3 | 0,25 | 13 – 14 |
| АСМ0,3/0,1 | Менее 3 | 0,2 | 14 |
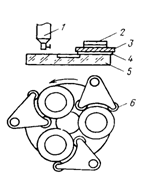
Рисунок 6 — Схема плоскошлифовального станка и расположения головок: 1— дозирующее устройство с абразивной суспензией; 2— грузы; 3— головка; 4— пластины; 5— шлифовальщик; 6— направляющий ролик
В целом механическая обработка пластин, удовлетворяющих требованиям планарной технологии, приводит к большим потерям кремния (около 65%).
1.6.5 Химическое травление полупроводниковых пластин и подложек
Сопровождается удалением поверхностного слоя с механически нарушенной кристаллической структурой, вместе с которым удаляются и имеющиеся на поверхности загрязнения. Травление является обязательной технологической операцией.
Кислотное травление полупроводников в соответствии с химической теорией идет в несколько этапов: диффузия реагента к поверхности, адсорбция реагента поверхностью, поверхностные химические реакции, десорбция продуктов реакции и диффузия их от поверхности.
Травители, для которых самыми медленными, определяющими суммарный процесс травления этапами являются диффузионные, называются полирующими. Они нечувствительны к физическим и химическим неоднородностям поверхности, сглаживают шероховатости, выравнивая микрорельеф. Скорость травления в полирующих травителях существенно зависит от вязкости и перемешивания травителя и мало зависит от температуры.
Травители, для которых самыми медленными стадиями являются поверхностные химические реакции, называются селективными. Скорость травления в селективных травителях зависит от температуры, структуры и кристаллографической ориентации поверхности и не зависит от вязкости и перемешивания травителя. Селективные травители с большой разницей скоростей травления в различных кристаллографических направлениях принято называть анизотропными.
Поверхностные химические реакции при полирующем травлении проходят в две стадии: окисление поверхностного слоя полупроводника и перевод окисла в растворимые соединения. При травлении кремния роль окислителя выполняет азотная кислота:
Фтористоводородная (плавиковая) кислота, входящая в состав травителя, переводит окись кремния в тетрафторид кремния:
Для травления, дающего зеркальную поверхность пластин, используют смесь указанных кислот в соотношении 3:1, температура травления 30...40°С, время травления около 15 с.
Похожие работы
... связью (ПЗС), на которых могут быть построены сдвиговые регистры, запоминающие устройства и некоторые логические элементы. 3. Причины ограничивающие минимальные размеры интегральных микросхем Для выбранной структуры ИМС минимальные размеры элементов ИМС в целом зависят от возможностей фотолитографического процесса, которые характеризуются тремя основными параметрами: 1) минимальным размером ...
... к ТКl полупроводника. Такая сложная многоступенчатая композиция с двумя прослойками из припоя с успехом используется при сборке полупроводниковых приборов средней и большой мощностей. Дальнейшее развитие процесс пайки получил при сборке интегральных микросхем по технологии «перевернутого кристалла». Эта технология предусматривает предварительное создание на планарной стороне кристалла с ИМС « ...
... – это законченный элемент ИМС, который можно использовать при проектировании аналоговых микросхем. 1 Общие принципы построения топологии биполярных Имс Общего подхода к проектированию биполярных интегральных микросхем нет и быть не может, каждый тип характеризуется своими особенностями в зависимости от требований и исходных данных ИМС. Исходными данными при конструировании микросхем являются: ...
... выбираем длину резистора R4 равной lрасч = 0,7 мм. Т.к толстопленочная технология не может позволить изготовление резистора такой толщины, то резистор R4 будет исполнен в виде навесного элемента. Расчет резистора R12, Резистивная паста: ПР – 100 (rS= 100 Ом/; P0= 50 мВт/мм2) Принимаем для всех резисторов мощность рассеяния P=0,125 Вт. Ширина резистора прямоугольной формы должна быть не ...
0 комментариев