Навигация
Операция разделения подложек на платы
43550
знаков
5
таблиц
6
изображений
1.7 Операция разделения подложек на платы
Ломка проскрайбированных пластин — весьма ответственная операция. При неправильном разламывании даже хорошо проскрайбированных пластин возникает брак: царапины, сколы, нарушение формы кристаллов и т. п.
Разделение пластин скрайбированием осуществляют в две стадии: вначале на поверхность пластины между готовыми микросхемами наносят в двух взаимно перпендикулярных направлениях неглубокие риски, а затем по этим рискам размалывают ее на прямоугольные или квадратные кристаллы. При сквозном разделении пластину прорезают режущим инструментом насквозь.
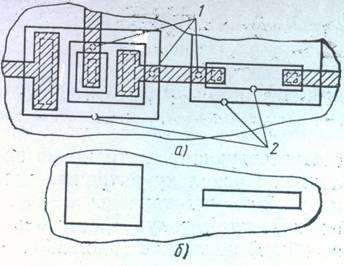
1.7.1 Алмазное скрайбированиеЭта операция состоит в создании на полупроводниковой пластине между готовыми структурами рисок или разделительных канавок механическим воздействием на нее алмазного резца (рисунок 7), что приводит к образованию неглубоких направленных трещин. При приложении дополнительных усилий в процессе разламывания трещины распространяются на всю толщину пластины, в результате чего происходит разделение ее на отдельные кристаллы.
Основным достоинством скрайбирования наряду с высокими производительностью и культурой производства является малая ширина прорези, а следовательно, отсутствие потерь полупроводникового материала. Обычно ширина риски не превышает 10¸20 мкм, а глубина 5¸10 мкм, скорость движения резца 50¸75 мм/с, нагрузка на резце 1,2¸1,4 Н.

Рисунок 7 — Скрайбирование алмазным резцом: а) — нанесение рисок; б) — пластина с рисками; в) — конструкция алмазной пирамиды (1 — режущая грань резца; 2 — дорожки для скрайбирования в слое защитного диэлектрика; 3 — полупроводниковые микросхемы; 4 — кремниевая пластина)
Качество скрайбирования и последующей ломки в значительной степени зависят от состояния рабочей части алмазного резца. Работа резцом в изношенным режущим ребром или вершиной приводит к сколам при скрайбировании и некачественной ломке. Обычно скрайбирование выполняют резцами, изготовленными из натурального алмаза, которые по сравнению с более дешевыми резцами из синтетических алмазов имеют большую стоимость. Получили распространение резцы, имеющие режущую часть в форме трехгранной или усеченной четырехгранной пирамиды (рисунок 7, в), режущими элементами которой являются ее ребра.
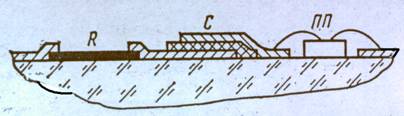
1.7.2 Лазерное скрайбированиеПри лазерном скрайбировании (рисунок 8) разделительные риски между готовыми структурами создают испарением узкой полосы полупроводникового материала с поверхности пластины во время ее перемещения относительно сфокусированного лазерного луча. Это приводит к образованию в пластине сравнительно глубоких (до 50...100 мкм) и узких (до 25…40 мкм) канавок. Канавка, узкая и глубокая по форме, играет роль концентратора механических напряжений. При разламывании пластины возникающие напряжения приводят к образованию на дне канавки трещин, распространяющихся сквозь всю толщину пластины, в результате чего происходит ее разделение на отдельные кристаллы.
Наряду с созданием глубокой разделительной канавки достоинством лазерного скрайбирования является его высокая производительность (100...200 мм/с), отсутствие на полупроводниковой пластине микротрещин и сколов. В качестве режущего инструмента используют импульсный оптический квантовый генератор с частотой следования импульсов 5...50 кГц и длительностью импульса 0,5 мс.
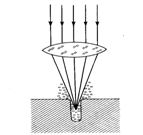
Рисунок 8 — Схема лазерного скрайбирования полупроводниковой пластины
1.8 Разламывание пластин на кристаллыРазламывание пластин на кристаллы после скрайбирования осуществляется механически, приложив к ней изгибающий момент. Отсутствие дефектов кристаллов зависит от приложенного усилия, которое зависит от соотношения габаритных размеров и толщины кристаллов.
Наиболее простым способом является разламывание пластин на кристаллы валиком (рисунок 9). Для этого пластину 3 помещают рабочей поверхностью (рисками) вниз на мягкою гибкою (из резины) опору 4 и с небольшим давлением прокатывают ее последовательно в двух взаимно перпендикулярных направлениях стальным или резиновым валиком 1 диаметром 10¸30 мм. Гибкая опора деформируется, пластина изгибается в месте нанесения рисок и ломается по ним. Таким образом, разламывание происходит в две стадии – вначале на полоски, затем на отдельные прямоугольные или квадратные кристаллы.
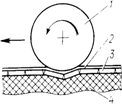
Рисунок 9 — Разламывание полупроводниковых пластин на кристаллы валиком: 1 — валик; 2 — защитная пленка; 3 — кристалл; 4 — опора
Валик должен двигаться параллельно направлению скрайбирования, иначе ломка будет происходить не по рискам. Брак может проявиться также в том случае, если полоски или отдельные кристаллы смещаются относительно друг друга в процессе ломки. Поэтому перед ломкой пластины покрывают сверху тонкой эластичной полиэтиленовой пленкой 2, что позволяет сохранить ориентацию кристаллов в процессе ломки и избежать произвольного разламывания и царапания друг друга. Смещения кристаллов можно также избежать, поместив пластину перед разламыванием в герметичный полиэтиленовый пакет и откачав из него воздух.
Применяют различные установки, в которых валики движутся строго параллельно направлению рисок и имеют регулировки нагрузки. Более совершенен способ прокатывания пластины между двумя валиками (рисунок 10), при котором обеспечивается нагрузка, пропорциональная длине скрайберной риски.
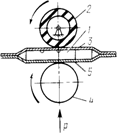
Рисунок 10 — Разламывание полупроводниковой пластины прокатыванием между валиками: 1 — пластина; 2 — упругий валик; 3 — защитная пленка; 4 — стальной валик; 5 — пленка-носитель
Пластину 1, расположенную рисками вверх, прокатывают между двумя цилиндрическими валиками: верхним упругим (резиновым) 2 и нижним стальным 4. Для сохранения первоначальной ориентации кристаллов пластину закрепляют на термопластичной или адгезионной пленке-носителе 5 и защищают ее рабочую поверхность полиэтиленовой или лавсановой пленкой 3. Расстояние между валиками, определяемое толщиной пластины, устанавливают, перемещая один из них.
При прокатке более упругий валик в зависимости от толщины пластины деформируется и к ней прикладывается нагрузка, пропорциональная площади ее поперечного сечения или длине скрайберной риски. Пластина изгибается и разламывается по рискам, вначале на полоски, а после поворота на 90° - на кристаллы.

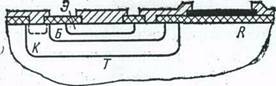
Рисунок 11 — Разламывание полупроводниковой пластины на сферической основе: 1 — сфера; 2 — пластина; 3 — резиновая диафрагма
При разламывании на сферической опоре (рисунок 11) пластину 2, расположенную между двумя тонкими пластичными пленками, помещают рисками вниз на резиновую диафрагму 3, подводят сверху сферическую опору 1 и с помощью диафрагмы пневмоническим и гидравлическим способами прижимают к ней пластину, которая разламывается на отдельные кристаллы. Достоинствами этого способа являются простота, высокая производительность, (ломка занимает не более 1¸1,5 мин) и одностадийность, а также достаточно высокое качество, т.к. кристаллы не смещаются относительно друг друга.
Таблица 5 — Глубина нарушенного слоя пластин кремния после различных видов механической обработки
| Вид обработки | Условия обработки | Глубина нарушенного слоя, мкм |
| Резка алмазным кругом с внутренней режущей кромкой | Зернистость режущей кромки АСМ 60/53;n=4000мин-1; подача 1мм/мин | 20 - 30 |
| Шлифование | Свободный абразив: суспензия порошка ЭБМ-10 ЭБМ-5 | 11 – 15 7 – 9 |
| Шлифование, полирование | Связный абразивный круг АСМ – 28 Алмазная паста: АСМ – 3 АСМ – 1 АСМ – 0,5 | 14 – 16 6 – 9 5 – 6 1 - 2 |
| Химико- механическое полирование | Суспензия аэросила, SiO2(зерно 0,04 – 0,3 мкм) Суспензия цеолита | 1 – 1,5 1 – 2 |
Часть II. Расчет
ОПРЕДЕЛЕНИЕ СУММАРНОГО ПРИПУСКА НА МЕХАНИЧЕСКУЮ ОБРАБОТКУ
Z=ZГШ +ZТШ+ZПП+ZФП,
где Z – сумма припусков на обработку, ZГШ – припуск на грубую шлифовку, ZТШ – припуск на точную шлифовку, ZПП – припуск на предварительную полировку, ZФП – припуск на финишную полировку.
Z= (Δ+ HШ)* 2, HШ=k*dАБ;
где D - высота микронеровностей, HШ – высота нарушенного слоя, k– коэффициент нарушений (для шлифовки k=2,5), dАБ – диаметр абразивного зерна.
Имеем:
Используем абразив M10: Δ = 25 мкм, dАБ=10 мкм (см. Таблица 3, Таблица 4):
ZГШ= (Δ + k* dАБ)*2=100 мкм
Используем абразив АСМ 3/2: Δ = 11 мкм, dАБ=3 мкм (см. Таблица 3, Таблица 4):
ZТШ= (Δ + k* dАБ)*2,=37 мкм
Для полировки k=1,7. Имеем:
ZПП= Δ + HШ , HШ= k*dАБ ,
Используем абразив АСМ 1/0,5: Δ = 7 мкм, dАБ =1 мкм (см. Таблица 3, Таблица 4):
ZПП= Δ + k*dАБ=8.7 мкм
Используем абразив АСМ 0,3/0,1: Δ = 0 мкм, dАБ=0,3 мкм (см. Таблица 3, Таблица 4):
ZФП= Δ + k*dАБ=0,51 мкм
Итак, значение суммарного припуска на механическую обработку:
Z=100+37+8,7+0,51= 146,21*10-6 м.
ОПРЕДЕЛЕНИЕ ИСХОДНОЙ ТОЛЩИНЫ ЗАГОТОВКИ
l∑ = l+ Z,
где l – толщина заготовки, Z – суммарный припуск на механическую обработку: l∑ = 550* 10-6+ 146,21* 10-6 = 696,21* 10-6 м.
ОПРЕДЕЛЕНИЕ ИСХОДНОЙ МАССЫ ЗАГОТОВКИ
m∑ = ρ* l∑* S,
где S – площадь заготовки, ρ= 2,3 г/см![]() – плотность кремния.
– плотность кремния.
m∑ = 2,3* 103* 696,21* 10-6* 0.0177 = 0,0283 кг
Масса обработанной заготовки:
m= ρ* l* S,
m= 2,3* 103* 550* 10-6* 0,0177 = 0,0223 кг
ОПРЕДЕЛЕНИЕ ГОДОВОГО РАСХОДА МАТЕРИАЛА
a=106,066 мм n=a/2.5/4=1124
N1 = (N* 100%)/ (V2* n),
где N1– кристаллов на разделение, N – годовой план, V2 – выход годного по кристаллу, n -число кристаллов, которые могут быть нарезаны из 1 заготовки.
n= 1124
N1= (600000* 100%)/ (89%*1124) =599,
N2 = (N1* 100%)/ V1,
Где N2 – количество заготовок, запущенных на обработку,V1 - выход годного по обработке.
N2= (599* 100%)/ 81% =739.
ОПРЕДЕЛЕНИЕ ИСХОДНОЙ МАССЫ МАТЕРИАЛА
M = N2* m∑,
M – исходная масса материала.
M = 739* 0,0223 = 16,479кг.
ОПРЕДЕЛЕНИЕ ПОЛЕЗНОЙ МАССЫ МАТЕРИАЛА
MП = (N* m) / n,
где MП – полезная масса материала.
MП = (600000*0,0223)/1124 =11,903кг.
ОПРЕДЕЛЕНИЕ КОЭФФИЦИЕНТА ИСПОЛЬЗОВАНИЯ МАТЕРИАЛА
kИМ = MП/ M ,
где kИМ – коэффициент использования материала.
KИМ =11,903/16,479 = 0,722Заключение
В данной курсовой работе рассмотрена технология изготовления плат полупроводниковых интегральных микросхем. Полупроводниковая интегральная микросхема – это микросхема, элементы которой выполнены в приповерхностном слое полупроводниковой подложки. Эти ИС составляют основу современной микроэлектроники. Размеры кристаллов у современных полупроводниковых интегральных микросхем достигают ![]() мм2. чем больше площадь кристалла, тем более многоэлементную ИС можно на ней разместить. При одной и той же площади кристалла можно увеличить количество элементов, уменьшая их размеры и расстояния между ними.
мм2. чем больше площадь кристалла, тем более многоэлементную ИС можно на ней разместить. При одной и той же площади кристалла можно увеличить количество элементов, уменьшая их размеры и расстояния между ними.
В курсовой работе был разработан технологический процесс для изготовления кристаллов полупроводниковых интегральных микросхем из монокристаллического кремния. При этом коэффициент использования материала для рассмотренных производственных условий составил 0,722. Это говорит о том, что технологичность производства находится на довольно высоком уровне, особенно на этапе обработки заготовок, т. к. выход годного по обработке равен 81%. Значение коэффициента использования материала довольно высоко, хотя данный технологический процесс был сравнительно недавно внедрен на производстве.
1. Березин А.С., Мочалкина О.Р.: Технология и конструирование интегральных микросхем. — М. Радио и связь, 1983. — 232 с., ил.
2. Готра З. Ю. Технология микроэлектронных устройств: Справочник. — М.: Радио и связь, 1991. — 528 с.: ил.
3. Коледов Л. А. Технология и конструкции микросхем, микропроцессоров и микросборок: Учебник для вузов. — М.: Радио и связь,1989. — 400 с., ил.
4. Конструирование и технология микросхем. Курсовое проектирование.: под ред. Л. А. Коледова. — М.: Высш. шк., 1984. — 231 с., ил.
5. Степаненко И. П. Основы микроэлектроники: Учебное пособие для вузов. — 2-е изд., перераб. и доп. — М.: Лаборатория Базовых Знаний, 2000 — 488 с., ил.
6. Черняев В. Н. Технология производства интегральных микросхем и микропроцессоров: Учебник ля вузов. — 2-е изд., перераб. и доп. — М.: Радио и связь, 1987. — 464 с.: ил.
Похожие работы
... связью (ПЗС), на которых могут быть построены сдвиговые регистры, запоминающие устройства и некоторые логические элементы. 3. Причины ограничивающие минимальные размеры интегральных микросхем Для выбранной структуры ИМС минимальные размеры элементов ИМС в целом зависят от возможностей фотолитографического процесса, которые характеризуются тремя основными параметрами: 1) минимальным размером ...
... к ТКl полупроводника. Такая сложная многоступенчатая композиция с двумя прослойками из припоя с успехом используется при сборке полупроводниковых приборов средней и большой мощностей. Дальнейшее развитие процесс пайки получил при сборке интегральных микросхем по технологии «перевернутого кристалла». Эта технология предусматривает предварительное создание на планарной стороне кристалла с ИМС « ...
... – это законченный элемент ИМС, который можно использовать при проектировании аналоговых микросхем. 1 Общие принципы построения топологии биполярных Имс Общего подхода к проектированию биполярных интегральных микросхем нет и быть не может, каждый тип характеризуется своими особенностями в зависимости от требований и исходных данных ИМС. Исходными данными при конструировании микросхем являются: ...
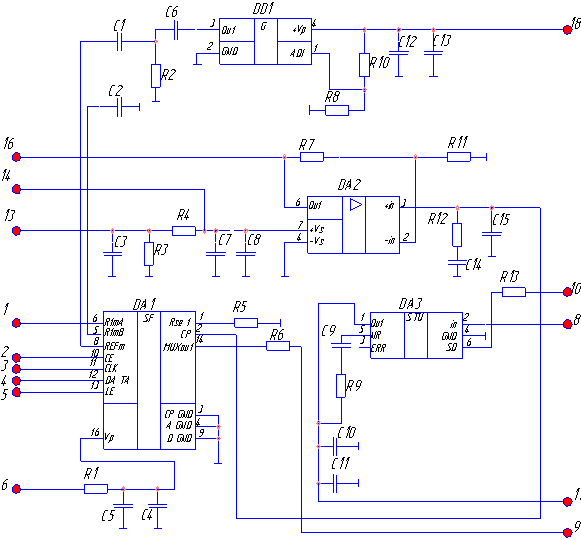
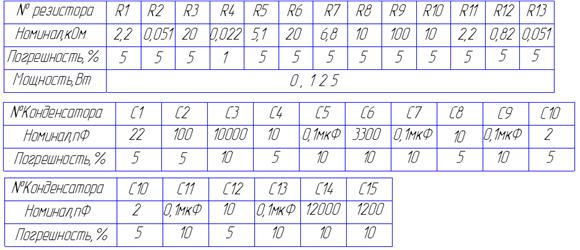
... выбираем длину резистора R4 равной lрасч = 0,7 мм. Т.к толстопленочная технология не может позволить изготовление резистора такой толщины, то резистор R4 будет исполнен в виде навесного элемента. Расчет резистора R12, Резистивная паста: ПР – 100 (rS= 100 Ом/; P0= 50 мВт/мм2) Принимаем для всех резисторов мощность рассеяния P=0,125 Вт. Ширина резистора прямоугольной формы должна быть не ...
0 комментариев