Навигация
 2343 шт., (4.9)
2343 шт., (4.9) Для варианта ТП с большим уровнем автоматизации характерна большая величина подготовительно-заключительного времени и меньшая сумма штучного времени.
Подготовительно-заключительное время Тпз. рассчитывают как:
Тпз=Тпз. см×S×Др, (4.10)
где Тпз. см - подготовительно-заключительное сменное время, определяется в соответствии с инструкцией по эксплуатации и выражает готовность оборудования на начало технологического процесса (см. таблицу 4.1).
Исходя из полученных результатов, оптимальным по трудоемкости является вариант I, т.е. автоматизированный, т.к время на изготовление изделия автоматизированным методом меньше времени изготовления изделия с помощью простейших приспособлений.
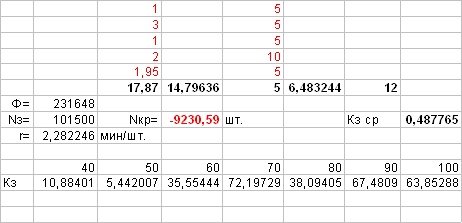
Заметим, что величина размера критической партии, полученная с помощью программы variant. exe, составляет 1947 шт., что с определенной степенью допущения можно считать приближенно равным рассчитанному выше значению.
Для наглядности построим график зависимости Тшт. кал=f (Nв). Для этого, пользуясь формулой (4.4), найдем значения суммарного штучно-калькуляционного времени для двух сравниваемых процессов. Полученные значения приведены в таблице 4.3:
Таблица 4.3 - Результаты расчета Тшт. кал
| Nв., шт. | 500 | 1000 | 1500 | 2343 | 2500 | 3000 | 4000 | 5000 | 6000 | 7000 | 8000 | 9000 | 10000 | |
| I вариант ТП | Тшт. кал.1, мин | 164 | 89 | 64 | 46 | 44 | 39 | 33 | 29 | 26 | 25 | 23 | 22 | 21 |
| II вариант ТП | Тшт. кал.2, мин | 109 | 69 | 55 | 46 | 45 | 42 | 39 | 37 | 36 | 35 | 34 | 33,7 | 33,29 |
Графически данные таблицы 4.3 приведены на рисунке 4.3:
Логический смысл сравнения заключается в том, что вариант I с большим уровнем автоматизации имеет большую сумму подготовительно-заключительного времени ввиду сложности оборудования, однако ему соответствуют меньшие затраты штучного времени вследствие большей производительности оборудования.
Из графика видно, что при заданной программе выпуска Nв=250000 шт. /год и размере критической партии Nкр=2343 шт., меньшую величину суммарного штучно-калькуляционного времени будет иметь I-ый вариант ТП. Просто размер партии будет лежать значительно правее построенных кривых на рисунке 4.3 Так значения Тшт. кал для заданной программы составят:
для I варианта 14,65 мин.;
для II варианта 29,45 мин.
Этот факт еще раз подтверждает правильность выбранного варианта I.
4. Проектирование участка сборки и монтажаВысшей формой организации сборочного процесса являются автоматические и автоматизированные линии. Применение их в массовом производстве обеспечивает значительный экономический эффект. Однако поскольку производство РЭА в основном мелкосерийное и среднесерийное широкой номенклатуры, то наибольший эффект дает использование линий и участков гибкого переналаживаемого производства (ГАП), что позволяет быстро перестроить оборудование при изменениях номенклатуры выпуска, повысить качество изделий и обеспечить ритмичность выполнения заданной программы. Однако конструктивно-технологические требования к печатным платам, на которых осуществляется автоматизированная сборка РЭА и ИМС, ужесточаются по сравнению с ручной сборкой.
Для организации линии автоматизированной сборки необходимо решить следующие проблемы:
обеспечить конструктивно-технологические требования к печатным платам под автоматизированную сборку;
выбрать элементы, подлежащие автоматической установке на платы, и варианты их закрепления;
выбрать автоматизированное или автоматическое технологическое оборудование для сборки и монтажа элементов на платах и скомпоновать технологическую линию;
выбрать транспортное средство, обеспечивающее подачу элементов и деталей на сборку, перемещение объекта по позициям сборки, удаление и складирование готовой продукции.
Технологические требования к конструкциям сборочных единиц на печатных платах, предназначенных для автоматизированной сборки, установлены ОСТ 4.091.124-79.
При организации линии или участка сборки выбор транспортных средств зависит от организационной формы сборки. Для массового и крупносерийного производства изделий небольшого числа наименований при значительной доле ручного труда на сборке применяют одно - и многопредметные непрерывные поточные линии. Поточная сборка изделий более производительна, т.к. сокращаются производственный цикл и межоперационные заделы, углубляется специализация рабочих, создается возможность механизации определенных операций путем применения специальной технологической оснастки и полуавтоматического оборудования.
Поточная линия оборудуется конвейером, который по своему назначению может быть распределительным и рабочим. На распределительном конвейере сборка происходит при съеме предмета с несущего органа на рабочее место сборщика. Такой конвейер применяется в тех случаях, когда отдельные операции выполняются на параллельных рабочих местах. Рабочий конвейер используется для сборки предметов, находящихся непосредственно на ленте конвейера. Лента конвейера может иметь непрерывное или пульсирующее движение. Для передачи изделий и сборочных единиц с одного участка на другой применяют транспортные конвейеры.
При проектировании однопредметной непрерывно-поточной линии, построенной на конвейере, проводят расчет в следующей последовательности:
определяют ритм выпуска изделий r по выражению 2.1 В массовом производстве ритм выпуска единицы продукции получается весьма незначительным, поэтому линию рассчитывают иногда по ритму пачки одноименных сборочных единиц:
 (4.1)
(4.1)
где nтр. - количество изделий, транспортируемых в пачке.
Для нашего случая (см. раздел 2) r=2,28 мин. /шт.
рассчитывают количество рабочих мест, выполняющих параллельно одну и ту же операцию:
![]()
![]() (4.2)
(4.2)
где Топi - нормы оперативного времени i-й операции.
определяют коэффициент загрузки рабочих мест как отношение расчетного числа рабочих мест к принятому, фактическому:
![]() (4.3)
(4.3)
Данные о расчетном, принятом количестве рабочих мест, а также данные о коэффициенте загрузки см. в таблице 3.2
Операции считаются синхронизированными, если 0,9<Кзi<1,2.
находят общее количество рабочих мест сборщиков на линии:
![]() (4.4)
(4.4)
где Тсб - трудоемкость сборки изделия, равная ;
n - количество операций.
При количестве рабочих мест, равном или меньше 10, организация линии поточной сборки экономически нецелесообразна, если количество мест больше 50 - необходимо организовать две или более линий. Поскольку в нашем случае число рабочих мест составляет 14, то организация линии поточной сборки экономически целесообразна.
рассчитывают общее количество рабочих мест на линии:
Кобщ=Кр+Крез+Ккомп+Кконтр=14+2+1+1=18 (р/м), (4.5)
где Крез - количество резервных мест, равное 0,1×Кр;
Ккомп, Кконтр - количество рабочих мест комплектовщиков и контролеров соответственно, принимаем Ккомп=Кконтр=1.
рассчитывают шаг конвейера:
d=Vн×r=1,2×2,28=2.736 (м), (4.6)
где Vн - скорость непрерывного движения ленты конвейера, м/мин.
определяют длину конвейера:
L=Lр+L1+L2=7,6+1+1=9,6 (м), (4.7)
где Lр - рабочая длина несущего органа конвейера:
![]() (4.8)
(4.8)
где Кmax - максимальное количество рабочих мест на линии;
l - расстояние между двумя соседними рабочими местами, l=0,8 м.
L1,L2 - длина приводной и натяжной станций соответственно, выбираемые по справочным данным, принимаем L1=L2=1 м.
Выбираем ленточный распределительный конвейер ПТ-92 с двусторонним в ²шахматном² порядке расположением рабочих мест.
рассчитывают размеры заделов, т.е. то количество изделий, которые в данный момент времени либо находятся на линии, либо транспортируются, либо необходимы для нормальной бесперебойной работы:
Nз=Nтех+Nтр+Nрез+Nобор=14+3+4+197=218 (шт), (4.9)
где Nтех - технологический задел, представляющий собой изделия на линии, над которыми непосредственно проводятся технологические операции:
Nтех=Кр×nтр=14×1=14 (шт), (4.10)
Nтр - транспортный задел, т.е. количество изделий, которые находятся в каждый момент времени в движении с одного рабочего места на другое при непрерывном движении конвейера:
![]() (4.11)
(4.11)
Nрез - резервный задел, который необходим для нормальной работы линии и составляет 2% от сменного задания:
![]() (4.12)
(4.12)
Nобор - оборотный задел, создаваемый на комплектовочной и упаковочной площадках в размере сменной потребности линии:
![]() (4.13)
(4.13)
При составлении технологической планировки поточной линии необходимо обеспечить рациональное направление грузопотока, максимальную прямоточность процесса сборки, рациональную компоновку рабочих мест на линии. Планировку участка сборки выполняют в масштабе 1: 50 или 1: 100, при этом указывают основную производственную площадь, вспомогательные помещения, перегородки, окна, двери, колонны, силовые щиты электроснабжения, вентиляционные шахты, места подводки электроэнергии, сжатого воздуха, местного освещения и т.п.
Требования, которые должны быть учтены при планировке участка:
1) технологический поток изготовления изделий должен быть непрерывным;
2) транспортно-складские работы должны быть максимально автоматизированы и механизированы;
3) должна быть обеспечена сохранность материальных ценностей, а также возможность учета деталей, полуфабрикатов и готовых изделий;
4) капитальные затраты должны быть оптимальными, а окупаемость оборудования должна укладываться в нормативы.
Для планировки участка необходимо знать:
1) нормы ширины проходов:
между линиями при транспортировании деталей на электрокаре - 1400 мм;
от стены - 1000 мм.
2) нормы расстояния между рабочими местами - 1000¸1200 мм.
3) нормы расстояния между рабочими местами и колонками - 1300 мм.
5. Разработка оснастки для сборочно-монтажных работТехнологическая оснастка представляет собой дополнительные или вспомогательные устройства, предназначенные для реализации технологических возможностей оборудования или работающие автономно на рабочем месте с использованием ручного, пневматического, электромеханического и других приводов. Технологическая оснастка применяется для выполнения следующих операций:
подготовки выводов радиоэлементов к монтажу (гибка, обрезка, формовка, лужение);
подготовки проводов и кабелей к монтажу (снятие изоляции, зачистка, заделка, маркировка, вязка жгутов, лужение);
механосборочных (расклепка, развальцовка, запрессовка, расчеканка, свинчивание, стопорение резьбовых соединений);
установки радиоэлементов на печатные платы (укладка, закрепление, склеивание);
монтажных (пайка, сварка, накрутка, демонтаж элементов);
регулировочных и контрольных операций (подстройка параметров, визуальный и автоматический контроль) и т.д.
Разработка технологической оснастки имеет целью механизировать или автоматизировать отдельные операции технологического процесса.
Выбор технологической оснастки проводят в соответствии с ГОСТ14.305-73 путем сравнивания вариантов и определения принадлежности к стандартным системам оснастки. На этом этапе используются отраслевые стандарты: ОСТ4ГО.054.263 - ОСТ4Г0.054.268.
Оснастка разрабатывается с учетом затрат на реализацию технологического процесса в установленный промежуток времени при заданном качестве изделий. Вид оснастки определяется предварительным выбором используемого оборудования.
В данном курсовом проекте разработаем оснастку для формовки резисторов с осевыми выводами. Оснастка проста в использовании и имеет хорошую надежность, может широко применяться из-за своей универсальности.
Чертеж оснастки для формовки выводов резисторов С2 и чертеже деталей оснастки приведены в графической части.
Приведем расчет технических данных оснастки.
При свободной гибке выводов радиоэлементов усилие гиба на один выбирается из условия:
Fг=![]() 4,58 (Н), (6.1)
4,58 (Н), (6.1)
где L - длина линии изгиба, м; d - диаметр вывода, м;
B - плечо гибки, равное r+1,25×d, м:
где r - внутренний радиус гибки, м;
sТ - предел текучести материала выводов, для меди 42 МПа.
Так как разработанное устройство может одновременно осуществлять формовку четырнадцати резисторов (у каждого по два вывода), то общее усилие гиба приспособления равно:
FГ. общ. =FГ×28=4,58×28=128,24 (Н), (6.2)
Рассчитанное усилие, необходимое для работоспособности приспособления, должно быть как минимум в 5-8 раз меньше усилия, развиваемого приводом приспособления или технологическим оборудованием. Усилие, развиваемое пневмоприводом:
Fп=![]() 12,5 (кН), (6.3)
12,5 (кН), (6.3)
где D - диаметр поршня или диафрагмы в пневмоприводе, м;
р - давление сжатого воздуха, Па;
h - КПД, принимаем равным 80%;
Fс - усилие сопротивления возвратной пружины в крайнем рабочем положении поршня, Н:
FC=![]() (Н), (6.4)
(Н), (6.4)
где k - коэффициент жесткости одного витка пружины, по справочным данным для пружины сжатия и растяжения первого класса, первого разряда (ГОСТ 13766-68) из материала проволоки класса 1 по ГОСТ 9389-75 для диаметра проволоки 3 мм и наружным диаметром пружины 16 мм k=36,87; n - количество витков пружины, n=4; х - рабочая длина пружины, мм.
Как видно из результатов формул (6.2) и (6.3) условие Fп/Fг. общ. >5. .8 выполняется. Время срабатывания пневмопривода:
t=![]() 1 (c), (6.5)
1 (c), (6.5)
где L - длина хода поршня, для диафрагмы L= (0,25¸0,35) ×D, принимаем L=0,3×D, м;
![]() - диметр воздухопровода, м;
- диметр воздухопровода, м;
V - скорость подачи воздуха, принимаем равной 2000 м/с.
Заключение
В заключении необходимо отметить, что все поставленные задачи, при этом исходный вариант изделия подвергся лишь незначительным изменениям. Путем применения соответствующих техпроцессов было достигнуто заданное количество комплексного коэффициента технологичности; из двух вариантов тех процессов был выбран оптимальный с точки зрения трудоемкости; разработана маршрутная карта; произведена планировка участка сборки. В качестве оснастки было выбрано приспособление для развальцовки пустотелых шпилек.
В качестве недостатка можно отнести тот факт, что оценка оптимальности вариантов техпроцессов производилась несколько односторонне. Очевидно, что для получения более тонкой оценки трудоемкости необходимо учитывать немаловажный фактор стоимости применяемого оборудования.
Литература
1. Варламов Р.Г. Справочник конструктора РЭА - М., Сов. Радио, 1980
2. Гуськов Г.Я. Монтаж микроэлектронной аппаратуры - М., Радио и связь, 1986
3. Достанко А.П. Технология и автоматизация производства - М., Радио и связь, 1985
4. Достанко А.П., Ланин В.Л. Методическое пособие к курсовому проектированию по курсу "Технология РЭА и оборудования" - Мн., МРТИ, 1987
5. ЕСТД. Общие требования к формам, бланкам и документам (ГОСТ 3.1104-81). Формы и правила оформления маршрутных карт (ГОСТ 3.1118-82). Система обозначения технологической документации (ГОСТ 3.1201-85).
6. Классификатор технологических операций машиностроения и приборостроения - М., Издательство стандартов, 1987
7. Павловский В.В., Васильев В.И. Проектирование технологических процессов изготовления РЭА - М., Радио и связь, 1982
8. Хмыль А.А., Ланин В.Л. Методическое пособие к курсовому проектированию по курсу "Технология РЭА, оборудование и автоматизация" - Мн., МРТИ, 1979
9. Достанко А.П., Емельянов В.А., Ланин В.Л., Хмыль А.А. Методическое пособие по курсовому проектированию по дисциплине ²Технология РЭС и автоматизация производства² для студентов специальности ²Проектирование и производство РЭС ². - Мн.: БГУИР, 1997. - 104 с.
Приложения
|
| | | Обозначение | Наименование | | Примеч. | ||||||||||||
| Документация | ||||||||||||||||||
| РТКП 527103.001 СБ | Сборочный чертеж | |||||||||||||||||
| ДЕТАЛИ | ||||||||||||||||||
| 1 | РТКП 758722.015 | Плата печатная | 1 | |||||||||||||||
| 2 | РТКП 745611.008 | Прокладка | 2 | |||||||||||||||
| 3 | РТКП 710218.003 | Радиатор | 2 | |||||||||||||||
| Стандартные изделия | ||||||||||||||||||
| Конденсаторы ОЖО.464.049. ТУ | ||||||||||||||||||
| 4 | К52-2-25-30мкФ±10% -Б | 6 | С1, С2, С4,С7, С10, С12 | |||||||||||||||
| 5 | К52-2-50-20мкФ±10% -Б | 1 | С3 | |||||||||||||||
| 6 | К52-2-200мкФ±10% | 2 | С13, С14 | |||||||||||||||
| Конденсаторы ОЖО.462. - 032 ТУ | ||||||||||||||||||
| 7 | МБМ-160-0.25мкФ±10% | 2 | С9, С11 | |||||||||||||||
| 8 | МБМ-1600-0.1мкФ±10% | 1 | С3 | |||||||||||||||
| 9 | МБМ-160-0.47мкФ±10% | 1 | С5 | |||||||||||||||
| 10 | МБМ-160-1мкФ±10% | 1 | С6 | |||||||||||||||
| Резисторы МЛТ-0.125 | ||||||||||||||||||
| ГОСТ 15301-79 | ||||||||||||||||||
| 11 | 220 Ом±10% | 3 | R9,R11,R19 | |||||||||||||||
| 12 | 100 Ом±10% | 3 | R7,R14,R15 | |||||||||||||||
| РТКП 527103.001 | ||||||||||||||||||
| Изм. | Лист | № документа | Подпись | Дата | ||||||||||||||
| Разработал | Марковский | Лит. | Лист | Листов | ||||||||||||||
| Проверил | Хмыль А. А | Усилитель низкой | У | 1 | 2 | |||||||||||||
| частоты | ||||||||||||||||||
| Н. контр. | БГУИР гр.710202 | |||||||||||||||||
| Утвердил | ||||||||||||||||||
|
| | | Обозначение | Наименование | | Примеч. | ||||||||||||
| 13 | 560 Ом±10% | 1 | R18 | |||||||||||||||
| 14 | 510 Ом±10% | 2 | R5,R12 | |||||||||||||||
| 15 | 56 Ом±10% | 1 | R6 | |||||||||||||||
| 16 | 1 кОм±10% | 1 | R13 | |||||||||||||||
| 17 | 1.5 кОм±10% | 2 | R1,R2 | |||||||||||||||
| 18 | 2 кОм±10% | 1 | R4 | |||||||||||||||
| 19 | 3 кОм±10% | 2 | R3,R8 | |||||||||||||||
| 20 | 10 кОм±10% | 2 | R10,R21 | |||||||||||||||
| 21 | 20 кОм±10% | 2 | R16,R23 | |||||||||||||||
| 22 | 56 кОм±10% | 1 | R17 | |||||||||||||||
| 23 | 100 кОм±10% | 1 | R25 | |||||||||||||||
| 24 | 220 кОм±10% | 3 | R24,R26,R27 | |||||||||||||||
| 25 | 510 кОм±10% | 1 | R22 | |||||||||||||||
| 26 | 680 кОм±10% | 1 | R20 | |||||||||||||||
| 27 | Контактный штырь | 12 | Л1-Л12 | |||||||||||||||
| 28 | Трансформатор | 1 | Тр1 | |||||||||||||||
| 29 | Трансформатор | 1 | Тр2 | |||||||||||||||
| Транзистор | ||||||||||||||||||
| 30 | КТ 610Г ЖК.3.376.214 ТУ | 4 | VT1-VT4 | |||||||||||||||
| 31 | ГТ 810А ААО.301.256 ТУ | 2 | VT5-VT6 | |||||||||||||||
| 32 | Вмнт ВМ3-6д х 18.36.05 | |||||||||||||||||
| ГОСТ 17473-80 | 12 | |||||||||||||||||
| РТКП 527103.001 | Лист | |||||||||||||||||
| 2 | ||||||||||||||||||
| Изм. | Лист | № документа | Подпись | Дата | ||||||||||||||
| ||||||||||||||||||
Похожие работы
... линии, линии и участки гибкого автоматизированного производства (ГАП). При выполнении курсового проекта достаточно рассмотреть 2 варианта маршрутной технологии сборки и монтажа изделия. При этом необходимо руководствоваться схемами типовых технологических процессов сборки блоков РЭА с применением микросхем и навесных ЭРЭ (ОСТ 4ГО.054.267). Средства технологического оснащения, используемые при ...



... состава, введенным согласно закону «О городском пассажирском транспорте», договорных отношений между местными властями и транспортными предприятиями. 3. РЕСУРСОСБЕРЕГАЮЩИЕ ТЕХНОЛОГИИ НА ГОРОДСКОМ ЭЛЕКТРИЧЕСКОМ ТРАНСПОРТЕ 3.1. Регенерация масел Установки для регенерации отработанных масел и схемы технологического процесса Проводимые исследования кафедрой городского электрического транспорта ( ...
... позитивным комбинированным способом выбираем фольгированный стеклотекстолит СФ-2-35. Теперь рассмотрим необходимость применения защитного покрытия от влаги. В разделе “НАЗНАЧЕНИЕ И УСЛОВИЯ ЭКСПЛУАТАЦИИ” мы описали, что данный усилитель предназначен для эксплуатации в нормальных условиях при температуре 25±100 С и относительной влажности воздуха 60±15%. То есть казалось, что никакого защитного ...
... на одном или нескольких рабочих местах, удлинением поточных линий, применением механизированных групповых и типовых процессов. Пропорциональность производственных процессов должна восстанавливаться все время при последовательном их совершенствовании, связанном с повышением уровня механизации и автоматизации. При этом повышение пропорциональности должно достигаться на основе все более высокой ...
0 комментариев