Разработка технологической схемы сборки
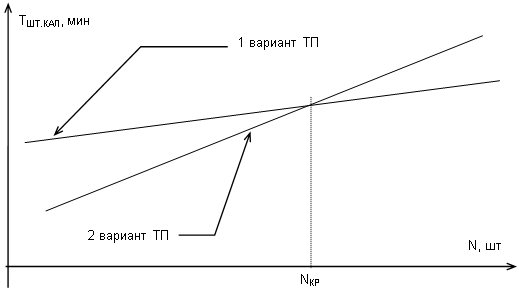
Выбор вариантов маршрутной технологии, технико-экономическое сравнение и проектирование ТП
Проверяется учет требований ТЗ, промышленной оснастки и экологических требований для выбранного оборудования
Шт.,(4.9)
Проектирование участка сборки и монтажа
Разработка оснастки для сборочно-монтажных работ
Навигация
Технология сборки и монтажа блока питания
Технология сборки и монтажа блока питания
39514
знаков
5
таблиц
2
изображения
Министерство Образования Республики Беларусь
Белорусский Государственный Университет
Информатики и Радиоэлектроники
Факультет: компьютерного проектирования
Кафедра: электронной техники и технологии Пояснительная запискак курсовому проекту
на тему:
“Технология сборки и монтажа ПП блока питания”
Минск 2001
Содержание
Введение
1. Анализ технологичности конструкции изделия
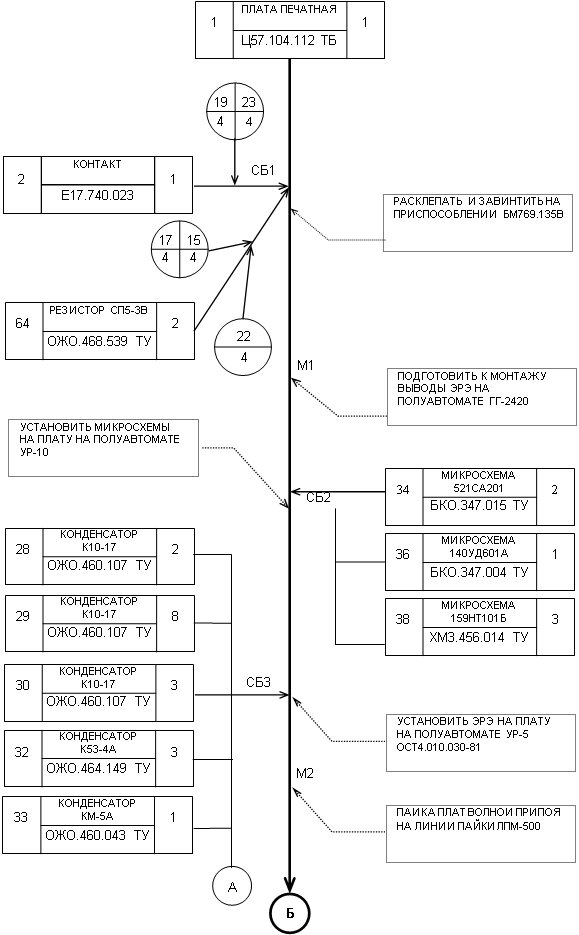
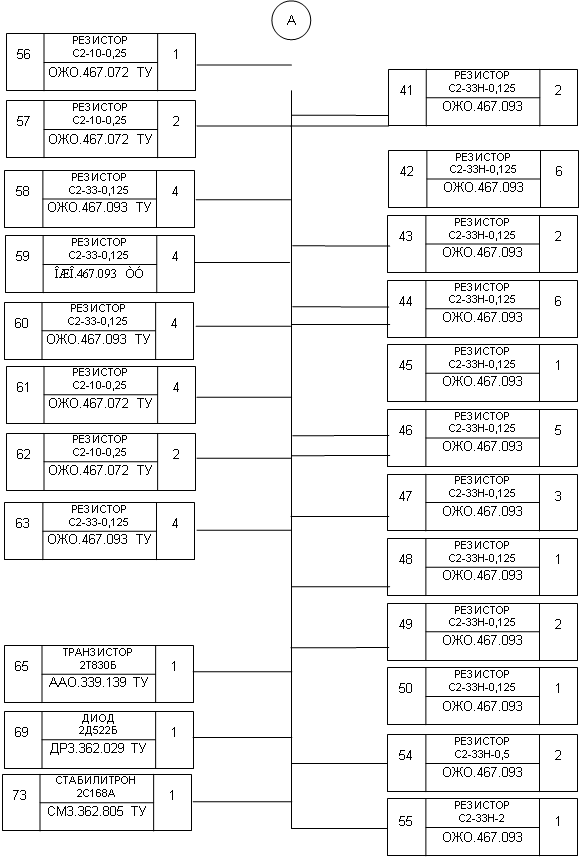
2.Разработка технологической схемы сборки
3.Анализ маршрутной технологии, выбор и обоснование технологического оборудования, выбор оптимального варианта технологического процесса
4.Проектирование участка сборки и монтажа
5.Разработка оснастки для сборочно-монтажных работ
Литература
Введение
Под производственным процессом понимают совокупность всех действий людей и орудий производства, необходимых на данном предприятии для изготовления или ремонт выпускаемых изделий. Производственный процесс включает подготовку производства: получение, транспортирование, контроль и хранение материалов (полуфабрикатов); технологические процессы изготовления деталей и сборки; изготовление технологической оснастки и др.Основой любого производственного процесса является технологический процесс (ТП). Технологическим процессом называется часть производственного процесса, содержащая действия по изменению последующему определению состояния предмета производств.
Для данного курсового проекта в данном случае темой является разработка технологического процесса сборки и монтажа формирователей усилителя низкой частоты. На этапе разработки данного технологического процесса необходимо:
- произвести анализ технологичности конструкции изделия;
- разработать технологическую схему сборки т.е. выбрать вид схемы сборки, сформировать отдельные технологические операции, составить наиболее рациональную их последовательность в ТП;
- произвести анализ вариантов маршрутной технологии, выбор технологического оборудования и проектирование ТП, для этого необходимо на основании технологической схемы сборки составить 2-3 варианта маршрутной технологии и для каждого варианта подобрать типовое технологическое оборудование с учетом его производительности;
- произвести проектирование участка ГАП сборки и монтажа;
- произвести разработку оснастки для сборочно-монтажных работ для этого необходимо выбрать наиболее эффективную конструкцию технологической оснастки, подобрать материал для основных деталей, оценить точность исполнительных механизмов, рассчитать производительность;
- определить основные требования по безопасной жизнедеятельности человека и экологической обстановки при выполнении сборочно-монтажных работ;
- в заключении сделать выводы по результатам работ, оценить технико-экономические показатели разработанного ТП, провести сопоставление полученных результатов техническим заданием.
1. Анализ технологичности конструкции изделия
Проектирование технологического процесса сборки и монтажа радиоэлектронной аппаратуры начинается с тщательного изучения исходных данных (ТУ и технических требований, комплекта конструкторской документации, программы выпуска, условий запуска в производство и т.д.). На данном этапе основным критерием, определяющим пригодность аппаратуры к промышленному выпуску, является технологичность конструкции.
Под технологичностью конструкции (ГОСТ 18831-73) понимают совокупность ее свойств, проявляемых в возможности оптимальных затрат труда, средств, материалов и времени при технической подготовке производства, изготовлении, эксплуатации и ремонте по сравнению с соответствующими показателями конструкций изделий аналогичного назначения при обеспечении заданных показателей качества.
Оценка технологичности преследует цели:
-определение соответствия показателей технологичности нормативным значениям;
-выявление факторов, оказывающих наибольшее влияние на технологичность изделий;
-установление значимости этих факторов и степени их влияния на трудоемкость изготовления и технологическую себестоимость изделия.
Для оценки технологичности конструкции используются многочисленные показатели, которые делятся на качественные и количественные. К качественным относят взаимозаменяемость, регулируемость, контролепригодность и инструментальная доступность конструкции. Количественные показатели согласно ГОСТ 14.201-73 ЕСТПП классифицируются на:
- базовые (исходные) показатели технологичности конструкций, регламентируемые отраслевыми стандартами;
- показатели технологичности конструкций, достигнутые при разработке изделий;
- показатели уровня технологичности конструкции, определяемые как отношение показателей технологичности разрабатываемого изделия к соответствующим значениям базовых показателей.
Номенклатура показателей технологичности конструкций выбирается в зависимости от вида изделия, специфики и сложности конструкции, объема выпуска, типа производства и стадии разработки конструкторской документации.
Базовые показатели технологичности блоков РЭА установлены стандартом отраслевой системы технологической подготовки производства ОСТ 4ГО.091.219-81 "Методы количественной оценки технологичности конструкций изделий РЭА”. Согласно нему все блоки по технологичности делятся на 4 основные группы:
- электронные: логические и аналоговые блоки оперативной памяти, блоки автоматизированных систем управления и электронно-вычислительной техники, где число ИМС больше или равно числу ЭРЭ.
- радиотехнические: приемно-усилительные приборы и блоки, источники питания, генераторы сигналов, телевизионные блоки и т.д.
- электромеханические: механизмы привода, отсчетные устройства, кодовые преобразователи и т.д.
- коммутационные: соединительные, распределительные блоки, коммутаторы и т.д.
В данном курсовом проекте рассматривается радиотехнический блок. Для блока определяются 7 основных показателей технологичности (см. таблицу 2.1), каждый из которых имеет свою весовую характеристику xi. Величина коэффициента весомости зависит от порядкового номера частного показателя в ранжированной последовательности и рассчитывается по формуле:

(1.1)
где q - порядковый номер ранжированной последовательности частных показателей.
Таблица 2.1 - Показатели технологичности конструкции РЭС
| Порядковый номер (q) показателя | Показатели технологичности | Обозначение | Степень влияния, xi |
| 1 | Коэффициент автоматизации и механизации монтажа | Км.м. | 1.0 |
| 2 | Коэффициент автоматизации и механизации подготовки ИЭТ к монтажу | Км.п.ИЭТ | 1.0 |
| 3 | Коэффициент освоенности деталей и сборочных единиц (ДСЕ) | Косв. | 0.8 |
| 4 | Коэффициент применения микросхем и микросборок | Км.с. | 0.5 |
| 5 | Коэффициент повторяемости печатных плат | Кпов.ПП | 0.3 |
| 6 | Коэффициент применения типовых технологических процессов | Кт.п. | 0.2 |
| 7 | Коэффициент автоматизации и механизации регулировки и контроля | Ка.р.к. | 0.1 |
Затем на основании расчета всех показателей вычисляют комплексный показатель технологичности:
 (1.2)
(1.2)
Коэффициент технологичности находится в пределах 0 < К < 1.
Коэффициент автоматизации и механизации монтажа:
(1.3)
где Нм.м - количество монтажных соединений ИЭТ, которые предусматривается осуществить автоматизированным и механизированным способом. Для блоков на печатных платах механизация относится к установке ИЭТ и последующей пайке волной припоя;
Нм - общее количество монтажных соединений. Для разъемов, реле, микросхем и ЭРЭ определяются по количеству выводов.
Коэффициент автоматизации и механизации подготовки ИЭТ к монтажу:
(1.4)
где Нм.п.ИЭТ - количество ИЭТ в штуках, подготовка выводов которых осуществляется с помощью автоматов и полуавтоматов;
Нп.ИЭТ - общее число ИЭТ, которые должны подготавливаться к монтажу в соответствии с требованиями конструкторской документации.
Коэффициент освоенности ДСЕ:
(1.5)
где Дт.з - количество типоразмеров заимствованных ДСЕ, ранее освоенных на предприятии;
Дт - общее количество типоразмеров ДСЕ в РЭС.
Коэффициент применения микросхем и микросборок:
Коэффициент повторяемости печатных плат:
(1.6)
![]()
где Дтпп – число типоразмеров печатных плат в РЭС;
Дпп - общее число печатных плат в РЭС.
Коэффициент применения типовых технологических процессов:
(1.7)
где Дт.п и Ет.п - число деталей и сборочных единиц, изготавливаемых с применением типовых и групповых технологических процессов;
Д и Е - общее число деталей и сборочных единиц в РЭС, кроме крепежа (винтов, гаек, шайб).
Коэффициент автоматизации и механизации регулировки и контроля:
(1.8)
где На.р.к - число операций контроля и настройки, выполняемых на полуавтоматических и автоматических стендах;
Нр.к - общее количество операций контроля и настройки. Две операции: визуальный контроль и электрический являются обязательными. Если в конструкции имеются регулировочные элементы, то количество операций регулировки увеличивается пропорционально числу этих элементов.
Для оценки уровня технологичности проектируемого изделия необходимо найти относительную величину достигнутого показателя К к нормальному показателю Кн:
![]()
(1.9)
где Кн - комплексный показатель изделия аналога, Кн=0,6;
Ксл - коэффициент сложности нового изделия по сравнению с аналогом, Кн=1,02...1,2;
Ком=Кот - коэффициент, учитывающий изменение уровня организации производства и труда завода-изготовителя нового изделия по отношению к заводу-изготовителю аналога (Ком=Кот=1);
Км - коэффициент, учитывающий изменение типа производства (Км=1).
Расчет показателей технологичностиВыполнен на основе отраслевого стандарта ОСТ 4Г0.091.219
Название изделия: усилитель фототока
Тип аппаратуры: радиотехнический
ИСХОДНЫЕ ДАННЫЕ:
Количество автоматизированных монтажных соединений (шт.) 76
Общее количество монтажных соединений (шт.) 120
ИЭТ, подготавливаемые к монтажу механизированным способом 59
Общее количество ИЭТ (шт.) 61
Число элементов, замененных ИМС 0
Число элементов ИЭТ, не вошедших в ИМС 61
Число типоразмеров печатных плат 1
Общее число печатных плат 1
Число автоматических операций контроля и регулировки 1
Общее число операций регулировки и контроля 2
Заданный показатель технологичности: 0.7
| Коэффициенты | Численныезначения |
| коэффициент автоматизации и механизации монтажа | 0,65 |
| коэффициент автоматизации подготовки ИЭТ к монтажу | 0,97 |
| коэффициент освоенности ДСЕ | 1 |
| коэффициент применения микросхем и микросборок | 0 |
| коэффициент повторяемости печатных плат | 0 |
| коэффициент применения типовых техпроцессов | 1 |
| коэффициент автоматизации контроля и настройки | 0,5 |
| Показатель технологичности комплексный | 0,704 |
Вывод: поскольку Красч.>Кзад.(0,704>0,7), то конструкция изделия технологична, можно разрабатывать техпроцесс.
Для повышения технологичности конструкций необходимо выполнение следующих групп мероприятий:
- путем совершенствования конструкции блока: повышение унификации блока; расширение использования микросхем и микросборок; увеличение сборности конструкции; увеличение количества деталей, изготовленных прогрессивным методом, и уменьшение числа деталей, изготовленных точным способом; рациональная компоновка элементов на плате;
- совершенствованием технологии сборки: механизация подготовки элементов к монтажу путем использования автоматов, полуавтоматов; совершенствованием ТП монтажа; механизация операций контроля и настройки; применение прогрессивных методов формообразования деталей.
Похожие работы





... -4002; 5) пинцет ППМ 120 РД 107.290.600.034-89; 6) тара АЮР 7877-4048. Суммарное оперативное время Топ = 2 мин. Комплект технологической документации на технологический процесс сборки и монтажа блока стробоскопического прибора приведен в приложении. 5. ПРОЕКТИРОВАНИЕ УЧАСТКА СБОРКИ И МОНТАЖА Внедрение на предприятии механизированных, автоматизированных и автоматических поточных линий ...

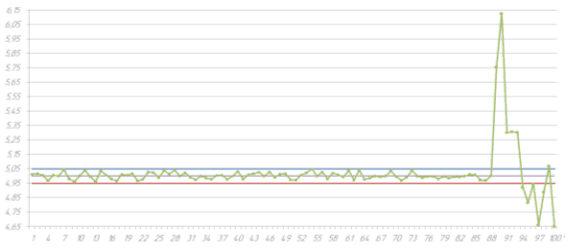

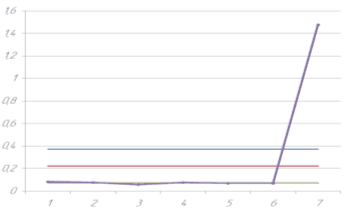
... рассеивания, который лежит в пределах верхней и нижней границ. С помощью этого метода можно оперативно проследить начало дрейфа параметров по какому либо показателю качества в ходе технологического процесса для того чтобы проводить предупредительные меры и не допускать брака готовой продукции. 2) Промежуточный статистический метод включает: * Теорию выборочных исследований; * Статистический ...


... поверхность КП после монтажа на ней компонентов. Чаще всего материалами защитных покрытий являются лаки на основе полиуретановых, эпоксиамидных и других органических смол. 6. Разработка алгоритма реализации основных этапов ТП сборки и монтажа ячейки ИММТ На основании выбранных материалов и оборудования для сборки и монтажа ячейки ИММТ можно составить алгоритм реализации основных этапов ...
... возможность ее сборки отдельно от других сборочных единиц. Технологическая схема сборки изделия является одним из основных документов, составляемых при разработке технологического процесса сборки. Расчленение изделия на сборочные элементы проводят в соответствии со схемой сборочного состава, при разработке которой руководствуются следующими принципами: схема составляется независимо от программы ...
0 комментариев