Навигация
Разработка системы электроснабжения механического цеха
124039
знаков
16
таблиц
9
изображений
Содержание
Введение
1 Краткая характеристика цеха
2 Разработка системы электроснабжения механического цеха
2.1 Расчёт силовых электрических нагрузок на втором уровне электроснабжения
2.2 Расчёт освещения цеха
2.2.1 Светотехнический расчёт помещения цеха
2.2.2 Аварийное освещение цеха
2.2.3 Расчёт осветительных нагрузок для помещения цеха. Выбор компенсирующих устройств в осветительной сети
2.2.4 Расчёт осветительных нагрузок для бытовых отделений
2.3 Выбор силовых трансформаторов
2.3.1 Расчёт силовых электрических нагрузок на третьем уровне электроснабжения
2.3.2 Выбор мощности низковольтных компенсирующих устройств
2.3.3 Выбор количества и мощности трансформаторов
2.3.4 Выбор сечений кабельных линий напряжением 6 кВ, питающих КТП
2.4 Выбор осветительной сети. Электротехнический расчет
2.5 Выбор схемы и конструктивное выполнение внутрицехового электроснабжения напряжением до 1 кВ
2.5.1 Выбор схемы и сечений проводников питающей сети
2.5.1.1 Расчёт первого варианта питающей сети
2.5.1.2 Расчёт второго варианта питающей сети
2.5.2 Выбор кабеля для конденсаторной установки
2.5.3 Выбор сечений проводов распределительной сети
2.6 Выбор коммутационной и защитной аппаратуры, распределительных силовых и осветительных шкафов
2.6.1 Выбор автоматических выключателей на КТП
2.6.2 Выбор автоматических выключателей в ЩО
2.6.3 Выбор силовых распределительных пунктов и предохранителей.
2.6.4 Выбор групповых щитов освещения
2.7 Расчёт токов короткого замыкания
2.8 Проверка выбранных аппаратов защиты
2.9 Релейная защита трансформатора цеховой подстанции
2.10 Автоматическое управление реактивной мощностью батарей конденсаторов
3 Расчёт основных технико-экономических показателей
3.1 Планирование использования рабочего времени
3.2 Расчёт численности персонала, обслуживающего энергохозяйство цеха
3.3 Расчёт тарифного фонда оплаты труда персонала
3.4 Расчёт фонда оплаты труда персонала
3.5 Определение отчислений на социальные нужды
3.6 Расчёт платы за электроэнергию
3.7 Расчёт годовых эксплуатационных расходов по электрохозяйству цеха
3.8 Расчёт чистого дисконтированного дохода от установки на КТП компенсирующих устройств
3.9 Основные технико-экономические показатели системы электроснабжения механического цеха
4 Расчёт системы отопления механического цеха
4.1 Определение расхода теплоты на отопление
4.2 Гидравлический расчёт системы водяного отопления
5 Безопасность жизнедеятельности
5.1 Подготовка персонала, допускаемого к работам в электроустановках
5.2 Защитное заземление
5.3 Влияние шума на персонал и мероприятия по его снижению
Заключение
Библиографический список источников информации
Введение
Цель данного курсового проекта состоит в том, чтобы спроектировать систему электроснабжения группы цехов МПТАО «Стайлинг». В данных цехах для повышения эффективности производства была произведена замена устаревшего и изношенного оборудования новым более производительным, а также произведено частичное внедрение нового технологического процесса. В связи с этим, а также из-за значительного износа цеховых сетей и оборудования необходимо спроектировать новую систему электроснабжения с применением нового оборудования и отвечающую современным техническим требованиям.
Для защиты цеховых трансформаторов необходимо произвести выбор защит и расчёт их уставок.
1. Краткая характеристика цеха
В данном курсовом проекте рассматривается комплекс цехов предприятия МПТАО “Стайлинг”. Указанная группа входит в состав основного производства завода. Состав производственных участков определяется конструкцией изготовляемых изделий, технологическим процессом и программой выпуска и организацией производства.
Основным направлением практической деятельности МПТАО “Стайлинг” является производство корпусной мебели. Пиломатериал в виде досок длиной 6 м поступает в цех массива. Здесь он подвергается сушке паром. Далее доски раскраиваются на отдельные заготовки и проходят здесь обработку на деревообрабатывающих станках. На специальных прессах происходит формирование из заготовок крупных щитов, которые также обрабатываются на токарных, фрезерных, сверлильных, шлифовальных станках. Далее детали поступают на участок покраски, где покрываются лаком и сушатся. После этого в отделении сборки происходит окончательная сборка комплектов и их упаковка. На экспериментальном участке цеха возможно изготовление мебели по специальным проектам и индивидуальным заказам. Хранение изготовленной мебели осуществляется на складе готовой продукции.
Также в комплекс цехов входят контора, включающая технический, конструкторский отделы, отдел техники безопасности и библиотеку, ремонтно-механический цех со вспомогательными помещениями, электроучасток и компрессорную, расположенные в одном здании. В группу включена котельная, обеспечивающая нужды фабрики в паре и горячей воде.
Таким образом, основным оборудованием цехов являются деревообрабатывающие и частично металлообрабатывающие станки. В данном оборудовании для электропривода используются в основном асинхронные двигатели.
Основные сведения об оборудовании представлены в таблице 1.1. Данные по коэффициентам использования (Ки) и коэффициентам мощности (cosφ) оборудования взяты из /2/.
Таблица 1.1 – Исходные данные механического цеха
| № | приемник | Pном, кВт | cosф | Ки |
| 1 | 2 | 3 | 4 | 5 |
| Цех массива | ||||
| 1 | вентилятор | 5 | 0,75 | 0,9 |
| 2 | вентилятор | 5 | 0,75 | 0,9 |
| 3 | вентилятор | 5 | 0,75 | 0,9 |
| 4 | вентилятор | 5 | 0,75 | 0,9 |
| 5 | вентилятор | 5 | 0,75 | 0,9 |
| 6 | вентилятор | 5 | 0,75 | 0,9 |
| 7 | вентилятор | 5 | 0,75 | 0,9 |
| 8 9 | вентилятор фуговальный станок | 5 1 | 0,75 0,55 | 0,9 0,2 |
| 10 | циркулярная пила | 0,7 | 0,5 | 0,3 |
| 1 | 2 | 3 | 4 | 5 |
| 11 | циркулярная пила | 0,7 | 0,5 | 0,3 |
| 12 | сверлильный станок | 1 | 0,7 | 0,14 |
| 13 | станок для сращивания | 2 | 0,8 | 0,5 |
| 14 | циркулярная пила | 1,5 | 0,5 | 0,7 |
| 15 | 4-сторонний строгал. станок | 37,6 | 0,5 | 0,8 |
| 16 | фрезерный станок | 3,2 | 0,7 | 0,14 |
| 17 | фрезерный станок | 3,2 | 0,7 | 0,14 |
| 18 | станок для сращивания | 2 | 0,8 | 0,5 |
| 19 | строгальный станок | 9 | 0,5 | 0,2 |
| 20 | строгальный станок | 27 | 0,5 | 0,2 |
| 21 | циркулярная пила | 7 | 0,5 | 0,3 |
| 22 | многопильный станок | 30 | 0,5 | 0,7 |
| 23 | циркулярная пила | 3,2 | 0,5 | 0,8 |
| 24 | лифт | 7,1 | 0,75 | 0,1 |
| 25 | строгальный рейсмус | 10 | 0,55 | 0,2 |
| 26 | 4-сторонний строгал. станок | 26 | 0,5 | 0,9 |
| 27 | пресс склейки щитов | 28 | 0,8 | 0,9 |
| 28 | станок круглопильный | 4 | 0,5 | 0,8 |
| 29 | станок круглопильный | 45 | 0,5 | 0,8 |
| 30 | сверлильный станок | 3 | 0,7 | 0,05 |
| 31 | настольно-сверлильный станок | 1 | 0,7 | 0,14 |
| 32 | копировально-фрезерный станок | 10 | 0,8 | 0,14 |
| 33 | фрезерный станок | 7,5 | 0,7 | 0,14 |
| 34 | фрезерный станок | 7,5 | 0,7 | 0,14 |
| 35 | фуговальный станок | 1 | 0,55 | 0,2 |
| 36 | сверлильный станок | 1,7 | 0,7 | 0,05 |
| 37 | вайма | 5 | 0,8 | 0,2 |
| 38 | подъемник | 2 | 0,75 | 0,1 |
| 39 | станок шлифовальный верт. | 1 | 0,6 | 0,5 |
| 40 | сверлильный станок | 1 | 0,7 | 0,14 |
| 41 | сверлильный станок | 1 | 0,7 | 0,14 |
| 42 | сверлильный станок | 1 | 0,7 | 0,14 |
| 43 | фрезерный станок | 4 | 0,7 | 0,14 |
| 44 | станок для раскроя | 1,5 | 0,6 | 0,2 |
| 45 | подъемник | 4 | 0,75 | 0,1 |
| 46 | ленточно-шлифовальный станок | 5,5 | 0,6 | 0,7 |
| 47 | ленточно-шлифовальный станок | 5,5 | 0,6 | 0,7 |
| 48 | станок шлифовал. барабанный | 1 | 0,6 | 0,7 |
| 49 | кабина распылительная | 8 | 0,8 | 0,9 |
| 50 | укрытие для сушки | 22 | 0,8 | 0,9 |
| 51 | укрытие для сушки | 25,5 | 0,8 | 0,9 |
| 52 | 3-пильный сверлильный станок | 1,5 | 0,7 | 0,14 |
| 53 | 14-шпиндел. сверлильный станок | 4 | 0,7 | 0,14 |
| 54 | сверлильный станок | 1 | 0,7 | 0,14 |
| 55 | сверлильный станок | 1 | 0,7 | 0,14 |
| 56 | токарный станок | 2 | 0,75 | 0,3 |
| 57 | станок облицовки кромок | 1 | 0,6 | 0,1 |
| 58 | фуговальный станок | 3,2 | 0,55 | 0,2 |
| 59 | фрезерный станок | 3,2 | 0,7 | 0,14 |
| 60 | циркулярная пила | 3,2 | 0,5 | 0,3 |
| 61 | циркулярная пила | 3,2 | 0,5 | 0,3 |
| 62 | приточный вентилятор | 18,5 | 0,8 | 0,8 |
| КОРПУС РМЦ И КОНТОРЫ | ||||
| 63 | сверлильный станок | 1,5 | 0,7 | 0,14 |
| 1 | 2 | 3 | 4 | 5 |
| 64 | вальцовочный станок | 4 | 0,7 | 0,1 |
| 65 | фланцевый станок | 2 | 0,75 | 0,1 |
| 66 | вальцесадочный станок | 2 | 0,7 | 0,1 |
| 67 | вальцепрокатный станок | 1 | 0,7 | 0,1 |
| 68 | строгальный станок | 3 | 0,55 | 0,2 |
| 69 | сверлильный станок | 1,5 | 0,7 | 0,14 |
| 70 | сверлильный станок | 6,3 | 0,7 | 0,14 |
| 71 | токарный станок | 5,5 | 0,75 | 0,14 |
| 72 | токарный станок | 7 | 0,75 | 0,14 |
| 73 | токарный станок | 10 | 0,75 | 0,14 |
| 74 | токарный станок | 11 | 0,75 | 0,14 |
| 75 | фрезерный станок | 3 | 0,7 | 0,14 |
| 76 | фрезерный станок | 13 | 0,7 | 0,14 |
| 77 | отрезной станок | 8 | 0,6 | 0,2 |
| 78 | гильотинные ножницы | 10 | 0,6 | 0,1 |
| 79 | сверлильный станок | 2 | 0,7 | 0,14 |
| 80 | наждак | 1,7 | 0,7 | 0,1 |
| 81 | тельфер | 1,5 | 0,75 | 0,1 |
| 82 | сверлильный станок | 2 | 0,7 | 0,14 |
| 83 | отрезной станок | 3 | 0,6 | 0,2 |
| 84 | рубильная машина | 4 | 0,6 | 0,1 |
| 85 | сверлильный станок | 1 | 0,7 | 0,14 |
| 86 | компрессор | 37 | 0,8 | 0,9 |
| 87 | компрессор | 37 | 0,8 | 0,9 |
| 88 | компрессор | 75 | 0,8 | 0,9 |
| 89 | вентилятор | 2 | 0,8 | 0,8 |
| 90 | вентилятор | 4 | 0,8 | 0,8 |
| КОТЕЛЬНАЯ | ||||
| 91 | вентилятор | 1,5 | 0,8 | 0,8 |
| 92 | вентилятор | 1,5 | 0,8 | 0,8 |
| 93 | ножницы | 3 | 0,6 | 0,2 |
| 94 | наждак | 2 | 0,7 | 0,1 |
| 95 | сверлильный станок | 2 | 0,7 | 0,14 |
| 96 | токарный станок | 7 | 0,7 | 0,14 |
| 97 | трубогибочный станок | 6,5 | 0,7 | 0,12 |
| 98 | насос | 4 | 0,8 | 0,8 |
| 99 | насос | 4 | 0,8 | 0,8 |
| 100 | насос | 4 | 0,8 | 0,8 |
| 101 | насос | 4 | 0,8 | 0,8 |
| 102 | насос | 10 | 0,8 | 0,8 |
| 103 | насос | 10 | 0,8 | 0,8 |
| 104 | насос | 23 | 0,8 | 0,8 |
| 105 | насос | 37 | 0,8 | 0,8 |
| КОРПУС СКЛАДОВ И СБОРКИ | ||||
| 106 | сверлильный станок | 1 | 0,7 | 0,14 |
| 107 | сверлильный станок | 1 | 0,7 | 0,14 |
| 108 | сверлильный станок | 1 | 0,7 | 0,14 |
| 109 | сверлильный станок | 3 | 0,7 | 0,14 |
| 110 | вайма | 5 | 0,8 | 0,2 |
| 111 | подъемник | 4 | 0,75 | 0,1 |
| 112 | лифт | 7,1 | 0,75 | 0,1 |
| 113 | вентилятор | 8,5 | 0,75 | 0,9 |
Большинство электроприемников данной группы цехов относится ко второй и третьей категории по обеспечению бесперебойности электроснабжения. К первой категории относится вытяжная вентиляция цеха массива.
Цех осуществляет работу в две смены. Число часов использования максимальной нагрузки в году Тм = 4500 часов.
Характеристика условий среды и категорий по пожаро- и взрывоопасности приведены в таблице 1.2.
Таблица 1.2 – Характеристика условий среды и категорий надёжности
| Наименование отделения | Помещение по условия среды | Категория по пожаро-, взрывоопасности |
| Цех массива 1 этаж: | ||
| Участок мехобработки | Пыльное | П-II |
| Участок раскроя пиломатериала | Пыльное | П-II |
| Сушильный участок | Влажное | – |
| Экспериментальный участок | Пыльное | П-IIа |
| Склад | Нормальное | – |
| Вспомогательные помещения | Нормальное | – |
| Цех массива 2 этаж: | Пыльное | П-IIа |
| Склад | Нормальное | – |
| Участок мехобработки | Пыльное | П-II |
| Шлифовальное отделение | Пыльное | В-Iа |
| Участок покраски и сушки | – | |
| Место упаковки | Нормальное | – |
| Корпус складов и сборки: | ||
| Склад | Нормальное | – |
| Участок сборки | Нормальное | – |
| Корпус РМЦ и конторы | ||
| РМЦ | Нормальное | – |
| Электроцех | Нормальное | – |
| Компрессорная | Нормальное | – |
| Материальный склад | Нормальное | – |
| Контора | Нормальное | – |
| Вспомогательные помещения | Нормальное | – |
| Котельная | Нормальное | – |
2 Разработка системы электроснабжения 2.1 Расчёт силовых электрических нагрузок
Расчёт электрических нагрузок силовых электроприёмников на втором уровне выполняется по отдельным узлам цеховых сетей – распределительным пунктам (РП).
Расчёт производится методом упорядоченных диаграмм. Все силовые электроприёмники (ЭП) каждого узла разбиваются на группы в соответствии с их режимом работы и коэффициентом использования:
· группа А – ЭП длительного режима работы с переменным графиком нагрузки (станки, прессы) и электроприёмники повторно-кратковременного режима работы (краны, тельферы);
· группа Б – ЭП длительного режима работы с постоянным графиком нагрузки (вентиляторы, компрессоры, крупные станки).
Пример расчёта электрических нагрузок приводится для узла РП-3.
Группа А:
- фуговальный станок Рн=1кВт; Ки = 0,2; cosφ = 0,55;
- циркулярная пила количество n=2, Pн=0,7кВт; Ки = 0,3; cosφ = 0,5;
- сверлильный станок Рн=1кВт; Ки = 0,14; cosφ = 0,7;
- станок для сращивания Рн=2 кВт; Ки = 0,5; cosφ = 0,8;
Итого по группе А:
PнΣ = 1+2∙0,7+1+2=5,4кВт.
Группа Б:
- циркулярная пила Pн=1,5кВт; Ки = 0,7; cosφ = 0,5;
- 4-сторонний строгальный станок Pн=37,6кВт; Ки = 0,8; cosφ = 0,5;
Итого по группе Б: PнΣ = 1,5+37,6=39,1 кВт.
Итого по узлу:
PнΣ = 5,4+39,1 = 44,5 кВт.
Активная мощность за наиболее загруженную смену, кВт,
Pсм Σ = Σ Kи · Pн,
• для группы А:
Pсм Σ = 0,2∙1+0,3∙2∙0,7+0,14∙1+0,5∙2=1,76;
• для группы Б:
Pсм Σ = 0,7∙1,5+0,8∙37,6=31,13.
Реактивная мощность за наиболее загруженную смену, квар,
Qсм Σ = Σ Pсм i · tgφi,
где tgφi – коэффициент реактивной мощности, о.е.,
tgφi = tg(arccosφi);
• для группы А:
Qсм Σ = 0,200·tg(arcos 0,55) + 2∙0,210·tg(arcos 0,5) + 0,140·tg(arcos 0,7) + 1,0х
хtg(arcos 0,8) =1,924;
• для группы Б:
Qсм Σ = 1,050 · tg (arcos 0,5) + 30,080 · tg (arcos 0,5) =67,723.
Средневзвешенный коэффициент использования, о.е.,
Kи св =![]() ,
,
для группы А:
Kи св =1,760/5,400= 0,326.
Эффективное число ЭП для группы А ,
 ;
;
![]() =4,1.
=4,1.
Принимается nэ=4.
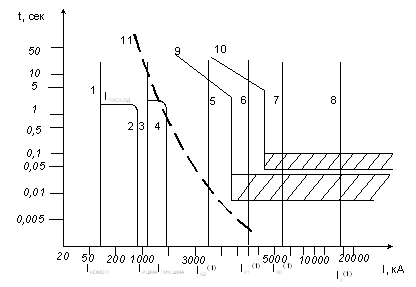
Коэффициент максимума по активной мощности при nэ = 4 и Kи = 0,326 по таблице или рисунку /2/, о.е.,
Kма = 2,2.
Коэффициент максимума по реактивной мощности при nэ = 4, о.е.,
Kмр = 1,1.
Коэффициент максимума по активной и реактивной мощности для группы Б, о.е.,
Kма = Kмр = 1.
Расчётные активная и реактивная мощности, кВт, квар,
![]() ;
;
![]() ;
;
• для группы А:
![]() ;
;
![]() ;
;
• для группы Б:
при количестве приемников в группе менее 3
Рр=∑Рн;
Рр=1,5+37,6=39,1;
Qр=∑Рн∙tgφ;
Qр=1,5∙tg(arccos0,5)+37,6∙ tg(arccos0,5)=67,723.
Итого по узлу:
Рр=3,872+39,100=42,972;
Qр=2,116+67,723=69,840.
Полная расчётная мощность узла, кВА,
![]() ,
,
![]() .
.
Расчётный ток узла, А,
![]() ,
,
![]() .
.
Расчёт электрических нагрузок для других узлов проводится аналогично, результаты расчёта сведены в таблицу 2.1.
2.2 Расчёт освещения цеха 2.2.1 Светотехнический расчёт помещения цехаРасчет общего освещения помещения цеха производится по методу коэффициента использования светового потока. Метод коэффициента использования предназначен для расчета общего равномерного освещения горизонтальных поверхностей при отсутствии крупных затеняющих предметов.
Производится расчет для участка механической обработки в цехе массива на первом этаже. К установке принимается светильник ПВЛМ с люминесцентными лампами (ЛЛ), который имеет следующие характеристики:
- мощность и количество ламп – 2х80 Вт;
- степень защиты – IP54;
- КСС – Д-1;
- КПД светильника - hс =0,7.
Индекс помещения
![]() ,
,
где А и В – длина и ширина помещения, м;
Нр – высота подвеса светильника над рабочей поверхностью, м;
![]() ,
,
где hр.п. – высота рабочей поверхности, м;
hс – высота свеса светильника, м;
![]() ;
;
![]() .
.
Коэффициент использования светового потока, о.е.,
![]() ,
,
где hп – коэффициент использования помещения /3/, о.е.;
![]() .
.
Принимается число рядов светильников в помещении равным Nр=2.
Рекомендуемое отношение /3/ λ=L/Hр=1,2÷1,6. Отсюда рекомендуемое расстояние между рядами светильников L=3÷4м. Принимается L=4м. Расположение светильников в помещении показано на рисунке 2.1.
Расчетный световой поток одного ряда, лм,
![]() ,
,
где Ем – нормативная минимальная освещенность, равная 300 лк;
Кз – коэффициент запаса, для ЛЛ равный 1,5;
F – площадь помещения, м2;
Z – отношение Еср/Ем=1,1 для ЛЛ;
![]() =73615.
=73615.
Число светильников в ряду,шт,
![]() ,
,
где Фст - стандартный световой поток, лм;
2 - коэффициент, учитывающий число ламп в светильнике;
![]() =7,4.
=7,4.
Принимается Ncp=7.
Расчетный световой поток одной лампы, лм,
![]() ,
,
![]() =5258.
=5258.
Расхождение со стандартным значением составляет 5%, что является допустимым.
Число светильников в помещении, шт,
Nc=Np∙Ncp,
Nc=2∙7=14.
Суммарная номинальная мощность светильников, установленных на участке мехобработки, кВт,
Pн=Nc∙2х0.08,
Pн=14∙2х0,08=2,240.
Светотехнический расчет для остальных помещений приведен в таблице 2.2.
2.2.2 Аварийное освещение цехаАварийное освещение подразделяется на освещение безопасности и эвакуационное.
В механическом цехе устанавливаются светильники эвакуационного освещения, которое предусматривается по основным проходам и лестницам производственных помещений, в которых работает более 50 человек и выход людей из помещения при аварийном отключении рабочего освещения связан с опасностью травматизма из-за продолжения работы производственного оборудования. Эвакуационное освещение должно обеспечивать освещенность не менее 0,5 лк на полу основных проходов и на ступенях лестниц. В качестве светильников эвакуационного освещения применяются лампы накаливания (ЛН), а при допустимых условий возможно применение люминесцентных ламп (ЛЛ).
Светильники аварийного освещения (освещения безопасности, эвакуационного) допускается предусматривать работающими одновременно со светильниками рабочего освещения, создавая общую освещенность согласно нормам, и автоматически включаемыми только при прекращении питания нормального освещения.
Для аварийного освещения механического цеха применяются светильники НСП22 (500 Вт) с ЛН, которые располагаются по основным проходам и работают одновременно со светильниками рабочего освещения, создавая общую освещенность согласно нормам. Расположение светильников и щитков аварийного освещения показано на рисунке 2.2.
Похожие работы
... оказывают влияние такие факторы, как степень ответственности электроприемников, режим их работы и размещение на территории цеха. Цеховые сети промышленного предприятия выполняется на напряжение до 1 кВ (наиболее распространенным является напряжение 0,38 кВ). При проектировании системы электроснабжения необходимо правильно установить характер среды, которая оказывает решающее влияние на степень ...
... - 8 25 22,666 12912 40350 Рис. 6. Картограмма электрических нагрузок точкой А на картограмме обозначим координаты центра электрических нагрузок завода. Выбор рационального напряжения При проектировании систем электроснабжения промышленных предприятий важным вопросом является выбор рациональных напряжений для схемы, поскольку их значения определяют параметры линий электропередачи и ...
... 8729;Ucp∙Ino, MBA Iпо Iпt iу К-1 115 25,1 25,1 61,06 5000 К-2 115 19,1 19,1 45,91 3803,57 К-3 10,5 8,79 8,79 20 159,92 К-4 0,4 25,92 25,92 56084 17,95 6. Выбор электрооборудования системы электроснабжения предприятия 6.1 Выбор трансформаторов собственных нужд главной понизительной подстанции Приемниками собственных нужд подстанции являются ...
... питания при условии, что перерыв электроснабжения, необходимый для замены поврежденного элемента СЭС, не превышает 1 суток. Все электроприемники электромеханического цеха можно отнести ко 2 категории надежности электроснабжения, кроме точильно-шлифовальных станков, которые относятся к 3 категории. При проектировании системы электроснабжения необходимо правильно установить характер среды, ...
0 комментариев