Классификация помещений по взрыво-, пожаро- и электро- безопасности
Расчет электрических нагрузок завода, выбор компенсирующего устройства
Определение нагрузок цеха, выбор трансформатора и компенсирующего устройства
Расчет и выбор элементов электроснабжения
Выбор линий электроснабжения электрооборудования
Расчет токов КЗ и проверка линии электроснабжения
Проверка линий электроснабжения
Расчет заземляющего устройства
ТЕХНИКА БЕЗОПАСНОСТИ В ЦЕХУ
ЭКОНОМИЧЕСКАЯ ЧАСТЬ
Расчет численности основных производственных рабочих
Выбор системы оплаты труда и расчет фонда заработной платы производственных рабочих
Расчет среднемесячной заработной платы основного рабочего
Расчет отдельных статей сметы
Навигация
Выбор линий электроснабжения электрооборудования
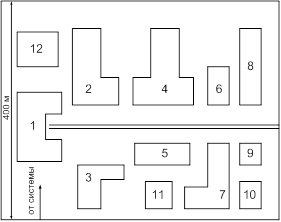
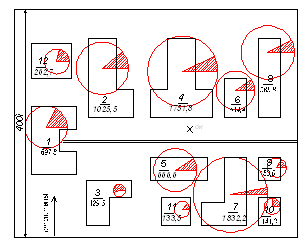
Расчет системы электроснабжения ремонтно-механического цеха станкостроительного завода
52900
знаков
15
таблиц
4
изображения
2.4.2 Выбор линий электроснабжения электрооборудования
Проводники электрических сетей от прохождения по ним тока нагреваются. Чрезмерно высокая температура нагрева проводника может привести к преждевременному износу изоляции, ухудшению контактных соединений и пожарной опасности. Значение максимально длительных допустимых токов определены из условий допустимого теплового износа материала изоляции проводов различных марок и сечений.
При расчете сетей по нагреву сначала выбирают марку провода в зависимости от характеристики среды помещений, его конфигурации и способа прокладки сети. Затем переходят к выбору сечения проводников по условию допустимых длительных токов по нагреву – это длительно протекающий ток по проводнику. При котором устанавливается наиболее длительно допустимая температура нагрева проводника. Это имеет важное значение для безопасной эксплуатации сети, так как перегрев может привести к выходу проводника из строя.
Для выбора сечения проводника по условиям нагрева токами нагрузки сравниваются с токами расцепителя Iр, и допустимая Iдоп для проводника принятой марки и условий его прокладки. При это
Iр![]() Iдоп
Iдоп
Выбираем марку провода АПВ. Прокладка этого кабеля производится в трубе. Затем выбираем сечение по т.П.2.1., Л-4.
Таблица 3 - Выбор линий электроснабжения электрооборудования
| Номер Эл/приемника | Pном кВт | Iном А | Iн.расц. А | Марка провода | Сечение провода мм² | Длина учатка | Iдоп А | |
| РП1 | ||||||||
| 39.Кран мостовой | 20 | 31,3 | 114 | АПВ | 1х3 | 6600 | 32 | |
| 38.Кран мостовой | 20 | 31,3 | 114 | АПВ | 1х3 | 2860 | 32 | |
| 3.Сварочный агрегат | 12 | 30,4 | 38 | АПВ | 1х2,5 | 1540 | 29 | |
| 4.Сварочный агрегат | 12 | 30,4 | 38 | АПВ | 1х2,5 | 1600 | 29 | |
| 5.Сварочный агрегат | 12 | 30,4 | 38 | АПВ | 1х2,5 | 1700 | 29 | |
| РП2 | ||||||||
| 15.Заточный станок | 2,5 | 7,6 | 9,5 | АПВ | 1х2,5 | 550 | 34 | |
| 16.Заточный станок | 2,5 | 7,6 | 9,5 | АПВ | 1х2,5 | 1980 | 34 | |
| Продолжение таблицы 6 |
| |||||||
| 17.Заточный станок | 2,5 | 7,6 | 9,5 | АПВ | 1х2,5 | 3080 | 34 | |
| 18.Сверлильный станок | 2,2 | 6,6 | 8,3 | АПВ | 1х2,5 | 880 | 34 | |
| 19.Сверлильный станок | 2,2 | 6,6 | 8,3 | АПВ | 1х2,5 | 5060 | 34 | |
| ШМА1 | ||||||||
| 1.Вентилятор | 30 | 57 | 71,2 | АПВ | 3х10 | 4950 | 70 | |
| 2.Вентилятор | 30 | 57 | 71,2 | АПВ | 3х10 | 3630 | 70 | |
| 6.Токарный автомат | 6 | 14 | 17,5 | АПВ | 3х2,5 | 6710 | 29 | |
| 7.Токарный автомат | 6 | 14 | 17,5 | АПВ | 3х2,5 | 8426 | 29 | |
| 8.Токарный автомат | 6 | 14 | 17,5 | АПВ | 3х2,5 | 10230 | 29 | |
| 9.Зубофрезерный станок | 10 | 23,4 | 29,2 | АПВ | 3х2,5 | 5060 | 29 | |
| 10.Зубофрезерный ст-нок | 10 | 23,4 | 29,2 | АПВ | 3х2,5 | 6600 | 29 | |
| 11.Зубофрезерный ст-нок | 10 | 23,4 | 29,2 | АПВ | 3х2,5 | 7920 | 29 | |
| 20.Токарный станок | 6 | 18,2 | 22,8 | АПВ | 3х2,5 | 2000 | 29 | |
| 21.Токарный станок | 6 | 18,2 | 22,8 | АПВ | 3х2,5 | 2090 | 29 | |
| 22.Токарный станок | 6 | 18,2 | 22,8 | АПВ | 3х2,5 | 2420 | 29 | |
| 23.Токарный станок | 6 | 18,2 | 22,8 | АПВ | 3х2,5 | 3850 | 29 | |
| 24.Токарный станок | 6 | 18,2 | 22,8 | АПВ | 3х2,5 | 3520 | 29 | |
| 25.Токарный станок | 6 | 18,2 | 22,8 | АПВ | 3х2,5 | 3740 | 29 | |
| ШМА2 | ||||||||
| 12.Круглошлифовальный станок | 6 | 18,2 | 22,8 | АПВ | 3х2,5 | 1210 | 29 | |
| 13.Круглошлифовальный станок | 6 | 18,2 | 22,8 | АПВ | 3х2,5 | 1210 | 29 | |
| 14.Круглошлифовальный станок | 6 | 18,2 | 22,8 | АПВ | 3х2,5 | 1210 | 29 | |
| 6.Плоскошлифовальный станок | 10,5 | 31,9 | 40 | АПВ | 3х2,5 | 2750 | 29 | |
| 27.Плоскошлифовальный станок | 10,5 | 31,9 | 40 | АПВ | 3х2,5 | 4730 | 29 | |
| 28.Строгальный станок | 17,5 | 40,9 | 51,1 | АПВ | 3х2,5 | 1320 | 29 | |
| 29.Строгальный станок | 17,5 | 40,9 | 51,1 | АПВ | 3х2,5 | 2420 | 29 | |
| 30.Строгальный станок | 17,5 | 40,9 | 51,1 | АПВ | 3х2,5 | 3674 | 29 | |
| 31.Фрезерный станок | 8,5 | 25,8 | 32,9 | АПВ | 3х2,5 | 1980 | 29 | |
| 32.Фрезерный станок | 8,5 | 25,8 | 32,9 | АПВ | 3х2,5 | 1980 | 29 | |
| 33.Фрезерный станок | 8,5 | 25,8 | 32,9 | АПВ | 3х2,5 | 3410 | 29 | |
| 34.Фрезерный станок | 8,5 | 25,8 | 32,9 | АПВ | 3х2,5 | 3410 | 29 | |
| 35.Расточной станок | 7,5 | 17,5 | 21,9 | АПВ | 3х2,5 | 1254 | 29 | |
| 36.Расточной станок | 7,5 | 17,5 | 21,9 | АПВ | 3х2,5 | 2530 | 29 | |
| 37.Расточной станок | 7,5 | 17,5 | 21,9 | АПВ | 3х2,5 | 3740 | 29 | |
Похожие работы

... развития: вводятся новые производственные площади, повышается использование существующего оборудования или старое оборудование заменяется новым, более производственным и мощным, изменяется технология и т. д. Система электроснабжения промышленного предприятия (от ввода до конечных приемников электроэнергии) должна быть гибкой, допускать постоянное развитие технологии, рост мощности предприятий и ...





... .335 с., ил. Организационно-экономический расчёт.Консультант: Одинцова Л. А. Исследовательская часть. Охрана труда и охрана окружающей среды. В данном проекте спроектирован цех для ремонта поршневых компрессоров. Основной материал обработки серый чугун марок СЧ 21, 24 ГОСТ 1412-79. Для ремонта компрессоров применяется различное оборудование: токарные, круглошлифовальные, плоскошлифовальные, ...
... Так как установка ППЭ в точном геометрическом ЦЭН невозможна из-за нехватки место под строительство, то смещаем ППЭ в сторону питания. 7. Выбор системы питания Система электроснабжения любого промышленного предприятия может быть разделена условно на две подсистемы – питания и распределения электроэнергии внутри предприятия. В систему питания входят питающие линии электропередач (ЛЭП) и ППЭ. ...

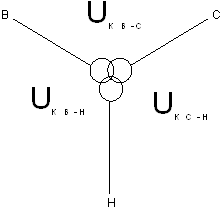

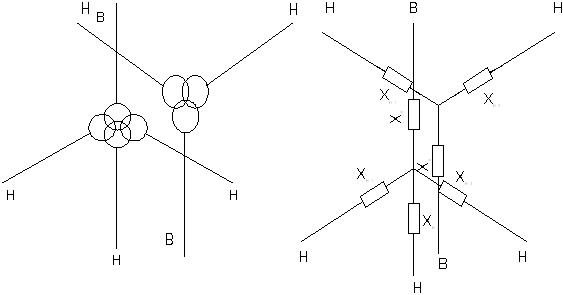
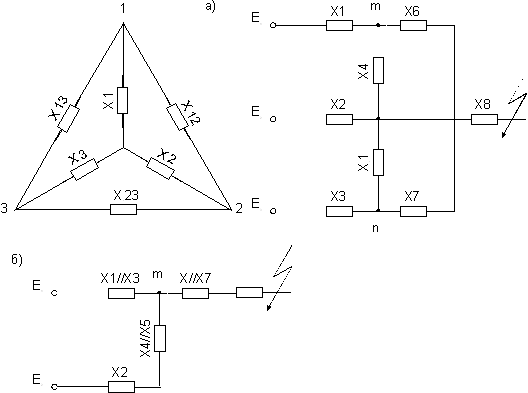
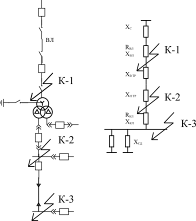
... в схему замещения как индуктивные сопротивления (рис. 6.3) приведенные к базисным условиям. Сопротивления Хв и Хн схемы замещения определяют по уравнениям (40, 61) Рыжкова Л.Д., Козулин В.С. “Эл. оборудование станций и подстанций”. Если известно напряжение Uк в-н для 3-х фазного трансформатора с расщепленными обмотками, то Хв-н= Хв=0,125Хв-н; Хн1=Хн2=1075Хв-нДля группы из однофазных ...
0 комментариев