Навигация
4.2 Текущий ремонт двигателя
При проведении частичной ревизии без разборки двигателя выполняют следующие работы: внешний осмотр общего состояния; осмотр выводов, щеточного механизма, коллекторов или контактных колец, подшипников и других частей; промывка подшипников скольжения и заполнение их маслом; вскрытие подшипников качения и проверка наличия и качества в них консистентной смазки; проверка состояния изоляции обмоток статора и ротора мегомметром; проверка свободного вращения ротора; устранение незначительных дефектов, выявленных при ревизии.
Ревизия двигателя с полной разборкой должна производиться в сухом отапливаемом помещении, оборудованном подъемными средствами.
Разборку электродвигателя начинают со снятия полумуфты, шкива или шестерни с конца вала. После этого подвешивают и удерживают на весу подшипниковые щиты, отворачивают болты торцевых крышек, щиты выводят из заточки статора, а ротор опускают на расточку статора.
При необходимости после снятия щитов производится выемка ротора. При осмотре обмотки статора необходимо обратить внимание на исправность крепления отдельных узлов и лобовых частей, а также на отсутствие трещин и повреждений изоляции и состояние расклиновки обмоток. При обнаружении ослабленных клиньев следует установить между клиньями и обмоткой дополнительные изоляционные прокладки При осмотре активной стали статора и ротора проверяют плотность опрессовки, надежность крепления и отсутствие коррозии. Выявленные дефекты устраняют, а расточку статора при необходимости покрывают изоляционным лаком.
После устранения дефектов двигатель собирают, проверяют щупом воздушные зазоры через отверстия в щитах с обоих торцов статора. У машин постоянного тока мощностью более 3 кВт проверяют качество паек в «петушках», измеряют падение напряжения между коллекторными пластинами, выясняя причины падения напряжения выше нормы. Для машин серийного производства расхождение значений падения напряжения допускается не более чем на 10% от нормальной, а у машин с уравнительными соединениями расхождение не должно превышать 20...30%.
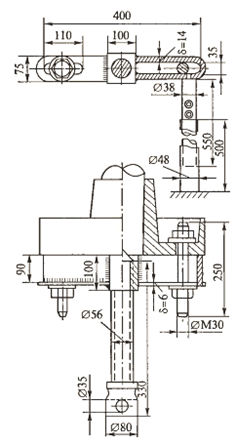
Рис. 7.1. Съемник для снятия полумуфт
4.3 Капитальный ремонт двигателей
Этот вид ремонта выполняют с полной их разборкой. Для разборки двигатель стропят на крюк подъемного устройства за рымы и перемещают на свободное место или разворачивают на фундаменте.
Для надежной работы полумуфты в большинстве случаев устанавливаются с напряженной посадкой. Для этого диаметр отверстия в полумуфте должен быть равен номинальному диаметру выступающего конца вала или превышать его не более чем на 0,03...0,04 мм. Снятие полумуфт удобнее всего производить съемниками, показанными на рис. 7.1. Установка полумуфты на вал крупных двигателей, как правило, производится с подогревом ее до температуры 250'С, когда пруток из олова начинает плавиться.
Таблица 7.1
Предельные зазоры в подшипниках скольжения электродвигателей
| Dном вала, мм | Зазор, мм, при nном, об/мин | ||
| Менее 1000 | 1000…1500 | Более 1500 | |
| 18…30 30…50 50…80 80…120 120…180 180…260 260…360 360…600 | 0,04…0,093 0,05…0,0112 0,065…0,135 0,08…0,16 0,1…0,195 0,12…0,225 0,14…0,25 0,17…0,305 | 0,06…0,13 0,075…0,16 0,095…0,196 0,12…0,235 0,15…0,285 0,18…0,3 0,21…0,38 0,25…0,44 | 0,14…0,28 0,17…0,34 0,2…0,4 0,23…0,46 0,26…0,58 0,3…0,6 0,34…0,68 0,38…0,76 |
После снятия полумуфты замеряют зазоры в подшипниках, нормы на которые приведены в табл. 7.1. Отклонение от среднего значения зазора не должно превышать + 10 %.
При наличии над двигателем крана или монорельса выемку и ввод ротора в статор удобней всего выполнять при помощи скобы (рис. 7 2). Скоба 2 ступицей 4 надевается на конец вала ротора и стропится на крюк подъемного устройства. Затем ротор выводят из статора и укладывают в удобном для ремонта месте.
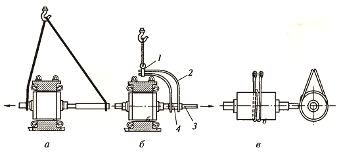
Рис. 7.2. Вывод ротора двигателя из статора:
а – с помощью удлинителя; б – с помощью скобы и подъемного механизма; в – вид сбоку; 1 – передвижная серьга; 2 – скоба; 3 – хвостовик; 4 – ступица скобы.
При отсутствии крана или монорельса выемку и ввод ротора в статор выполняют при помощи переносной балки (рис. 7.3), закрепляемой на корпус двигателя при помощи прижима (рис. 7.4). Балка укладывается на опорные скобы 1, укрепленные над рымами двигателя. Затем устанавливаются прижимные скобы 2 и через отверстия в опорных, прижимных скобах и рымах пропускаются штифты 3. Ввертыванием винтов 4, упирающихся в балку, прижимные скобы вместе со штифтами приподнимают кверху до тех
пор, пока штифты не упрутся в верхнюю часть рымов, а балка и опорные скобы не прижмутся к статору. Выемка ротора производится с помощью двух катков с тальрепами.
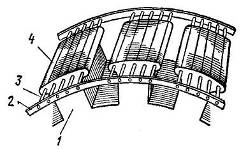
При осмотре активной стали статора следует убедиться в плотности прессовки ее, как это показано для генераторов (см.подразд. 6.3), и проверить прочность крепления распорок в каналах. При слабой прессовке возникает вибрация листов, которая приводит к разрушению межлистовой изоляции стали и затем к местному нагреву ее и обмотки (рис. 7.5). Вибрирующими листами стали зубцов истирается изоляция обмотки статора 2. Наконец, листы зубцов 4 от длительной вибрации могут обломиться у основания и при выпадании задеть ротор 1, врезаться в пазовую изоляцию обмотки статора до меди 3.
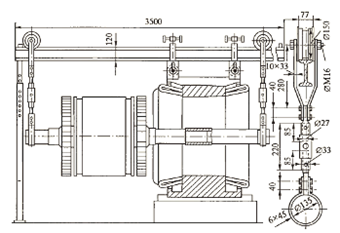
Рис. 7.3. Балка для выемки ротора
Уплотнение листов стали производится закладкой листочков слюды с лаком или забивкой гетинаксовых клиньев. При осмотре лобовых частей обмотки статора следует проверить их крепление, а также состояние изоляции в местах выхода секции из пазов, межкатушечных соединений. При
необходимости лобовые части покрывают лаком воздушной сушки № 462 и 316 или серой эмалью № 1495.
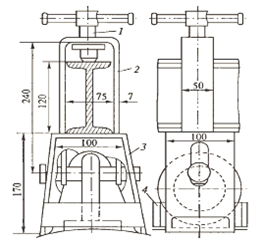
Рис. 7.4. Прижим:
1 – опорная скоба; 2 – прижимная скоба; 3 – штифт; 4 - винт
При осмотре выводной коробки следует проверить, нет ли трещин на изоляторах и надежно ли они закреплены, не сорвана ли резьба на шпильках.
При осмотре ротора проверяют состояние вентиляторов и их крепления, плотность посадки стержней обмотки в пазах, отсутствие трещин, обрыва стержней, следов нагрева и нарушения пайки в местах выхода их из короткозамыкающих колец.
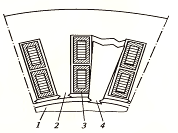
Рис. 7.5. Повреждение изоляции обмотки статора из-за неплотной прессовки стали:
1 –ротор; 2- статор; 3 – медь обмотки статора; 4 –обломившийся лист зубца
При осмотре подшипников скольжения обращают внимание на то, как работает вкладыш, а также на отсутствие торцевой выработки, трещин, отставания, подплавления или натаскивания баббита.
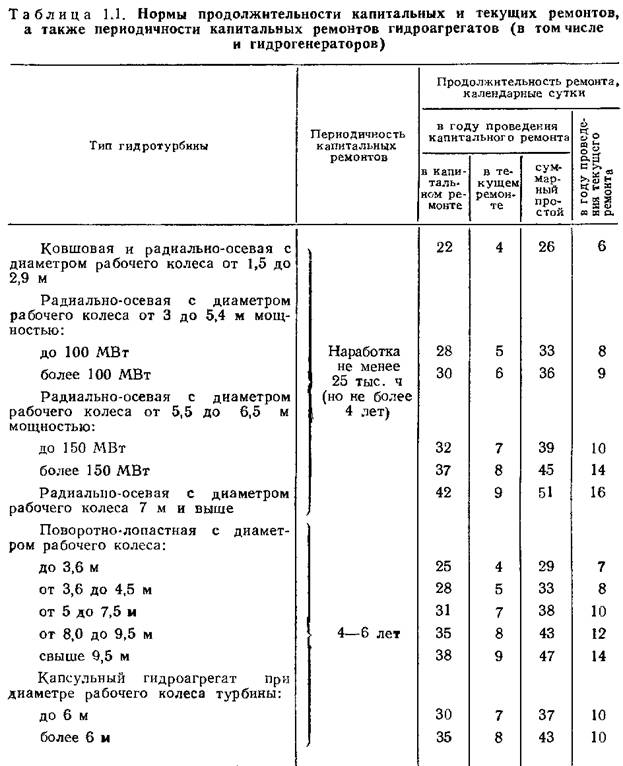
В правильно пришабренном вкладыше зона касания вала поверхности вкладыша (рабочая зона) располагается по всей его нижней поверхности примерно на 1/6 части окружности (рис. 7.6). Карман для масла должен переходить на рабочую зону вкладыша плавно, без излома. При этом создаются хорошие условия для затягивания масла под шейку вала.
При осмотре подшипников качения после их промывки бензином проверяют легкость и плавность вращения, отсутствие заседаний, притормаживания и ненормального шума. Также следует убедиться, нет ли обрыва заклепок, трещин в сепараторе, не имеет ли он чрезмерного люфта, не касается ли колец, нет ли недопустимого радиального или осевого люфта наружного кольца.
При обнаружении дефектов в деталях подшипника, в том числе малейших раковин, точечных подплавлений от электросварки, этот подшипник должен быть заменен Подшипники, работающие в особо тяжелых условиях, например в крупных двигателях с частотой вращения 3000 об/мин, следует заменить независимо от их состояния по истечении 5000...8000 ч работы.
В подшипниках качения двигателей применяют мазеподобные (консистентные) смазки, представляющие собой смесь минерального масла (80...90%) и мыла, играющего роль загустителя. Наиболее подходящими смазками для подшипников качения двигателей являются высококачественные смазки ЛИТОЛ-24, ЦИАТИМ-201 и другие, обеспечивающие нормальную работу как при низких (до - 40'С), так и при высоких (до +120 С) температурах.
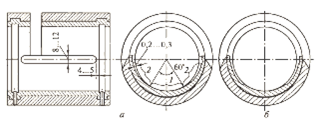
Рис. 7.6. Шабровка вкладыша:
а – правильная шабровка; б – неправильная шабровка; 1 – поверхность касания; 2 – карманы
Для электродвигатели, установленных в помещении, наряду с указанными смазками широко применяют универсальную тугоплавкую водостойкую смазку марки УТВ (1... 13).
Сравнительно частой причиной преждевременного выхода из строя подшипников качения является их неправильная посадка на вал.
В двигателях с частотой вращения 1500 об/мин и ниже чаще всего применяется напряженная посадка подшипников на вал и плотная в торцевой крышке. В двигателях с частотой вращения 3000 об/мин и менее применяются посадки с меньшим натягом: плотная посадка на вал и посадка скольжения - в торцевой крышке.
Двигатели, имеющие пониженное значение сопротивления изоляции, подвергаются сушке. В условиях эксплуатации чаще всего сушка проводится путем их внешнего нагревания, т.е. подачей горячего воздуха в двигатель через имеющиеся проемы или люки от воздуходувки либо путем включения обмотки статора на пониженное напряжение. Лучших результатов можно добиться при одновременном применении обоих способов.
Двигатели напряжением 6 и 10 кВ при сушке включают на 380... 500 В, двигатели напряжением 3 кВ - на 220 В, а двигатели напряжением 380 В - на 36 В.
Температура обмотки во время сушки не должна превышать 90 С, если она определяется путем измерения сопротивления, и 70 С при измерении термометром.
Контроль сушки ведется по изменению сопротивления изоляции. Сушка считается законченной, когда сопротивление изоляции после его понижения до минимального значения и последующего увеличения в течение нескольких часов остается неизменным.
Двигатели напряжением 0,4 кВ включают и отключают неавтоматизированными выключателями непосредственно в месте их установки, а дистанционно - автоматизированными выключателями АВМ, АВ2М, «Электрон» и другими, а также магнитными пускателями. Рассмотрим включение и отключение электродвигателей пускателями
При нереверсивном управлении для пуска электродвигателя М нажимают на кнопку SBC (рис. 7.7, а), замыкающую цепь питания катушки магнитного пускателя КМ, который включается и замыкает свои силовые контакты и вспомогательный контакт, шунтирующий кнопку SBC. После отпускания ее магнитный пускатель удерживается во включенном положении. Отключение электродвигателя М произойдет при нажатии кнопки SBT, размыкающей цепь катушки магнитного пускателя КМ, или при срабатывании электротепловых реле КК1 и КК2 (при недопустимой перегрузке электродвигателя), размыкающих свои контакты в цепи управления.
В схеме реверсивного управления электродвигателем (рис. 7.7, б) предусмотрена электрическая блокировка, исключающая одновременное включение контакторов КМ1 и КМ2 (на кнопках SBC1 и SBC2 имеются дополнительные размыкающие и вспомогательные контакты). Для пуска электродвигателя М с вращением в одну сторону нажимают на кнопку SBC1, при этом образуется цепь питания катушки контактора КМ1, который срабатывает и переключает вспомогательные контакты КМ1:1 и КМ1:2 (соответственно один замкнется, а другой разомкнется). После отпускания кнопки SBC1 контактор КМ1 останется включенным. Катушка контактора КМ2 не подключается к сети, так как остаются разомкнутыми контакты SBC2:1, SBC1:2, КМ2:1, КМ1:2. Отключение электродвигателя М может произойти от теплового реле КК1 или КК2 (рис. 7.7, в) при воздействии на кнопку SBT и ошибочном воздействии на кнопку SBC2. Во всех этих случаях цепь питания катушки контактора КМ1 разрывается.
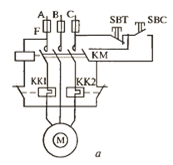
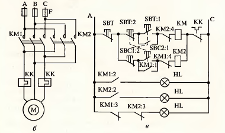
Рис. 7.7. Схемы управления асинхронным электродвигателем нереверсивным (а) и реверсивным(б, в) пускателями: F – Предохранитель; HL – сигнальные лампы
Таблица 7.2
Диапазон изменения частоты вращения и частоты тока частотно-регулируемых асинхронных двигателей
| Диапазон | Исполнение I | Исполнение II | ||
| Частота вращения | Частота тока, Гц | Частота вращения | Частота тока, Гц | |
| Полный Вниз от номинальной Вверх от номинальной | 1:3,5 2,5:1 1:1,5 | 24…90 60…24 60…90 | 1:22,5 15:1 1:1,5 | 5…90 60…5 60…90 |
Для пуска электродвигателя М с вращением в обратную сторону нажимают на кнопку SBC2, при этом образуется цепь питания катушки контактора КМ2, который срабатывает.
Пуск и остановка электродвигателей напряжением 6... 10 кВ выполняют выключателями соответствующего напряжения. При этом в цепи электродвигателей с фазным ротором для его включения применяют реостат, которым в момент включения уменьшают сопротивление (увеличивают ток) в цепи ротора.
В настоящее время применяют электроприводы с широким диапазоном плавного регулирования частоты вращения и с большими перегрузочными способностями. Частотный способ является наиболее экономичным способом регулирования частоты вращения. Широкое применение получили частотно-регулируемые приводы на базе асинхронных двигателей (АД) с короткозамкнутым ротором.
В серии АИ предусмотрены два исполнения частотно-регулируемых асинхронных двигателей (табл. 7.2):
I - в диапазоне изменения частот вращения 1: 3,5; II - в диапазоне 1: 22,5.
5. Межотраслевые правила по технике безопасности
Обточку и шлифовку контактных колец ротора, шлифовку коллектора возбудителя выведенного из работы генератора может выполнять по распоряжению единолично работник из числа неэлектротехнического персонала. При работе следует пользоваться средствами защиты лица и глаз.
Обслуживать щеточный аппарат на работающем генераторе допускается единолично по распоряжению, обученному для этой цели работнику, имеющему группу 3. При этом необходимо соблюдать следующие меры предосторожности:
Работать в защитной каске с использованием средств защиты лица и глаз, застегнутой спецодежде, остерегаясь захвата ее вращающимися частями машины;
Пользоваться диэлектрическими галошами, коврами;
Не касаться руками одновременно токоведущих частей двух полюсов или токоведущих и заземленных частей.
6. Правила безопасности при эксплуатации электроустановок
При работе на двигателе постоянного тока допускается установка заземления на любом участке кабельной линии, соединяющей электродвигателе секцией РУ, щитом, сборкой.
Если работы на двигателе постоянного тока рассчитаны на длительный срок, не выполняются или прерваны на несколько дней, то отсоединенная от него кабельная линия должно быть заземлена так же со стороны электродвигателя.
В тех случаях когда сечение жил кабеля не позволяет применять переносное заземление, у электродвигателей напряжением до 1000В допускается заземлять кабельную линию медным проводником сечение не менее сечения жил кабелей либо соединять между собой жилы кабеля и изолировать их такое заземление или соединение жил кабеля должно учитываться в оперативной документации на равнее с переносным заземлением.
Порядок включения двигателя для опробования должен быть следующим:
1. производитель работ удаляет бригаду с места работы, оформляет окончание работы и сдает наряд оперативному персоналу; оперативный персонал снимает установленное заземление, плакаты, выполняет сборку схемы:
2. после опробования при необходимости продолжения работы на электродвигателе оперативный персонал вновь подготавливает рабочее место, и бригада по наряду повторно допускается к работе на электродвигателе.
Работа на вращающемся двигателе без соприкосновения с токоведущими и вращающимися частями может проводится по распоряжению.
Обслуживание щеточного аппарата на работающем двигателе допускается выполнять по распоряжению для этой цели работку, имеющему групп 3-ю, при соблюдении следующих мер предосторожности:
1. работать с использованием средств защиты лица и глаз, в застегнутой спецодежде остерегаясь захвата ее вращающимися частями электродвигателя;
2. пользоваться диэлектрическими галошами, ковриками;
3. не касаться руками одновременно токоведущих частей двух полисов или токоведущих и заземляющих частей.
Кольца ротора допускаются шлифовать на вращающемся двигателе лишь с помощью колодок из изоляционного материала.
Заключение
Двигатели постоянного тока имеют огромное значение для промышленности, они неприхотливы, надежны, имеют большую долговечность и более просты по устройству, но более дорожи, чем двигатели переменного тока. Недостатки двигателей устраняются при помощи различных модификаций, таких как двухклеточный ротор и глубокий паз на роторе и другими.
На мой взгляд полноценного заменителя двигателей постоянного тока в настоящее время не существует.
В основном двигатели изготавливаются по заказам и окончательная цена определяется при заключении договора. Также цена зависит от различного исполнения двигателя, вследствие этого цена увеличивается. Экспортное исполнение также увеличивает цену двигателя.
Список литературы
1. Атабеков В.Б.: «Ремонт электрооборудования промышленных предприятий»
2. Пиотровский Л.М.: «Электрические машины». Учебник для техникумов. Изд. 7-е, стереотипное. Л., «Энергия», 1974, 504 с. с ил.
3. Цейтлин Л.С.: «Электропривод, электрооборудование и основы управления»
4. Межотраслевые правила по технике безопасности (правила безопасности при эксплуатации электроустановок) ПОР РМ-016-2001 РД 153-34.0-03.150-00
Похожие работы
... также в ряде случаев допуски на них. При испытаниях проверяют соответствие измеренных или рассчитанных показателей качества требованиям стандартов. Программа приёмо-сдаточных испытаний двигателей постоянного тока. В стандартах на электрические машины приводятся технические требования к показателям качества и программы испытаний для определения этих показателей. Разработана система стандартов на ...
... особенностью машины постоянного тока является наличие коллектора и скользящего контакта между обмоткой якоря и внешней электрической цепью. 2.2 Устройство машины постоянного тока Машина постоянного тока (рис. 2.3) по конструктивному исполнению подобна обращенной синхронной машине, у которой обмотка якоря расположена на роторе, а обмотка возбуждения – на статоре. Основное отличие заключается ...
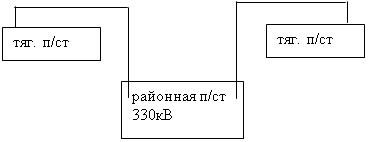
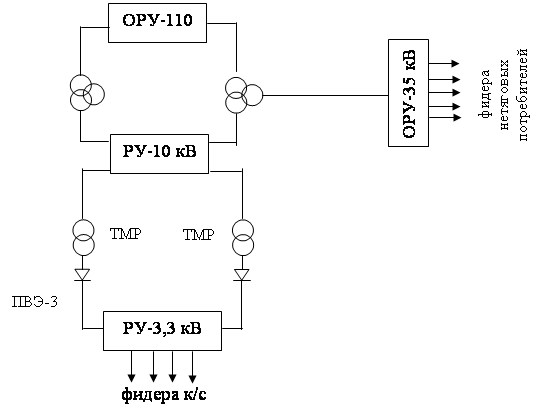
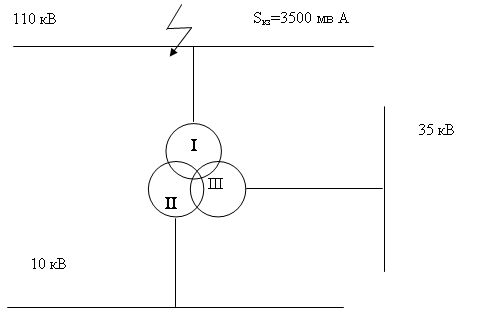
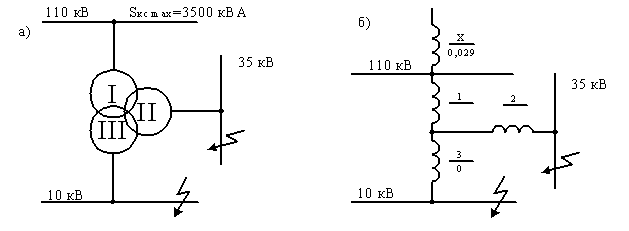
... аварийного режима к.з. 1.2 Структурная схема тяговой подстанции Долбина В данном дипломном проекте предлагается рассмотреть модернизацию тяговой промежуточной подстанции с питающим напряжением 110 кВ. В Белгородской дистанции электроснабжения имеется 9 тяговых подстанций постоянного тока, 8 из которых питаются от ЛЭП-110 кВ, в том числе и тяговая подстанция «Долбина». Тяговая подстанция ...


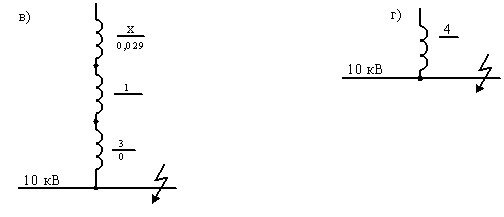
... 2.2 Номенклатура и объем типовых работ при капитальном ремонте Основой для планирования ремонтов гидрогенераторов являются установленные [21 нормы продолжительности простоя гидроагрегатов (в том числе гидрогенераторов) в ремонте и нормативы продолжительности эксплуатации гидроагрегатов между капитальными ремонтами. Другой составляющей продолжительности простоя гидрогенераторов в капитальном ...
0 комментариев