Навигация
Фізико-технологічні основи металізації інтегральних схем
31732
знака
0
таблиц
3
изображения
МІНІСТЕРСТВО ОСВІТИ І НАУКИ УКРАЇНИ
ДЕРЖАВНИЙ ВИЩИЙ НАВЧАЛЬНИЙ ЗАКЛАД
Фізико–технологічні основи металізації інтегральних схем
Курсова робота
З курсу "Технологічні основи електроніки"
ЗМІСТ
ВСТУП
РОЗДІЛ 1. ЕЛЕМЕНТИ І КОМПОНЕНТИ ІНТЕГРАЛЬНИХ МІКРОСХЕМ
1.1 Підкладки інтегральних схем
1.2 Елементи ІС
РОЗДІЛ 2. ТЕХНОЛОГІЯ ВИРОБНИЦТВА ІНТЕГРАЛЬНИХ МІКРОСХЕМ
2.1 Масковий метод
2.2 Метод фотолітографії
2.3 Комбінований метод
РОЗДІЛ 3. МЕТОДИ МЕТАЛІЗАЦІЇ ІНТЕГРАЛЬНИХ СХЕМ
3.1 Термічне (вакуумне) напилення
3.2 Катодне напилення
3.3 Іонно-плазмове напилення
3.4 Анодування
3.5 Електрохімічне осадження
ВИСНОВКИ
ЛІТЕРАТУРА
ВСТУП
Реалізація принципів, ідей, методів напівпровідникової мікроелектроніки привела до створення інтегральних схем, що є цілими пристроями і навіть системами, розміщеними в одному напівпровідниковому кристалі. Проте не всі пристрої можна виготовити за допомогою напівпровідникової технології.
Паралельно з напівпровідниковим розвинувся і удосконалювався інший конструктивно-технологічний варіант створення мікроелектронних пристроїв, заснований на технології тонких (до 1 мкм) і порівняно товстих (10 – 50 мкм) плівок. Чисто пасивні плівкові ІМС не набули широкого поширення через обмеження можливостей по виконанню ними функцій обробки сигналів, а реалізація плівкових активних елементів виявилася неможливою через низьку відтворюваність їх характеристик. Поєднання напівпровідникових мікросхем, активних напівпровідникових приладів з пасивними плівковими елементами і плівковою комутацією дозволила створити мікроелектронні пристрої з широким набором функціональних можливостей.
РОЗДІЛ 1. ЕЛЕМЕНТИ І КОМПОНЕНТИ ІНТЕГРАЛЬНИХ МІКРОСХЕМ
1.1 Підкладки інтегральних схемПідкладки ІС є діелектричною і механічною підставою для плівкових і навісних елементів і служать тепловідводом. Матеріал підкладки повинен володіти наступними властивостями і характеристиками:
1) високим опором ізоляції і електричною міцністю;
2) великим коефіцієнтом теплопровідності для ефективної передачі теплоти від тепловиділяючих елементів (резисторів, діодів, транзисторів) до корпусу мікросхеми;
3) достатньою механічною міцністю;
4) стійкістю до дії хімічних реактивів в процесі підготовки поверхні підкладки перед нанесенням плівок;
5) стійкістю до дії нагріву в процесі нанесення тонких плівок і термообробки товстих плівок;
6) здібністю до механічної обробки (різанню і так далі).
Структура матеріалу підкладки і стан її поверхні впливають на параметри плівкових елементів. Велика шорсткість поверхні підкладки знижує надійність тонкоплівкових резисторів і конденсаторів, оскільки мікронерівності зменшують товщину плівок резисторів. При товщині плівок близько 100 нм допускається висота мікронерівностей приблизно 25 нм. Товсті плівки мають товщину 10 – 50 мкм, тому підкладки для товстоплівкових ІМС можуть мати мікронерівності 1 – 2 мкм. [1]
1.2 Елементи ІСІнтегральні мікросхеми складаються з ізолюючої підстави (підкладки), на поверхні якого розміщені плівкові елементи (резистори, конденсатори, спіралі індуктивності, провідники і контактні площадки), а також навісні безкорпусні мініатюрні активні (транзистори, діоди, напівпровідникові) і пасивні (конденсатори, котушки індуктивності і так далі) компоненти. Для захисту ІС поміщають в корпус. [3]
Плівкові резистори
Плівковий резистор розташовують на поверхні діелектричної підкладки, конструктивно він складається з резистивної плівки певної конфігурації і контактних площадок.
Розміри контактної області повинні вибиратися такими, щоб при якнайгірших поєднаннях геометричних розмірів резистивного шару і контактних площадок резистивна і провідна плівки перекривалися, забезпечуючи малий перехідний опір контакту в низькоомних резисторах. Як резистивні матеріали тонкоплівкових резисторів використовують чисті метали і сплави з високим електричним опором, а також спеціальні матеріали – кермети, які складаються з частинок металу і діелектрика (наприклад, Cr і SIO).
Широко поширені плівки хрому і танталу. На основі керметів, до складу яких входять хром і монооксид кремнію, отримують високоомні резистори. Для виготовлення товстоплівкових резисторів застосовують пасти, що складаються з порошку скла, наповнювача і органічної зв'язки. Широко використовують свинцеві і цинкові борсилікатні стекла. Як наповнювач резистивних паст застосовують срібло, паладій і їх сплави. [2]
Резистори, що підганяються
Застосовують плавну і ступінчасту підгонку опору резисторів. Плавна підгонка забезпечує точність до сотих доль відсотка, ступінчаста – до одиниць відсотків. Плавну підгонку опору тонкоплівкових резисторів здійснюють, змінюючи або питомий поверхневий опір, або форму резистивної плівки.
Питомий поверхневий опір змінюють шляхом термічної, хімічної або механічної дії на матеріал плівки. Форму резистивної плівки коректують шляхом видалення частини резистивного матеріалу.
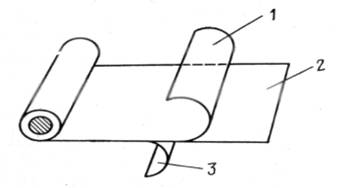
Ступінчаста підгонка опору здійснюється видаленням металевих перемичок в підганяльних секціях. Найбільш поширений спосіб плавної підгонки, пов'язаний із зміною геометрії резистора лазерним променем. В процесі підгонки частина плівки віддаляється і опір збільшується. При лазерній підгонці спочатку проводять грубу підгонку випалюванням плівки упоперек, потім точну – уздовж резистора; випалювання резистивної плівки під кутом дозволяє сумістити грубу і точну підгонку. [1]
Плівкові конденсатори
Такі конденсатори належать до найбільш поширених елементів ІС. Конструктивно ці конденсатори є тришаровою структурою метал – діелектрик – метал (МДМ-структура) і складаються з нижнього і верхнього обкладань, розділених шаром діелектричного матеріалу.
До конструкції конденсаторів пред'являються наступні конструктивно-технологічні вимоги:
1) мінімальні габарити;
2) відтворюваність характеристик в процесі виробництва;
3) сумісність технічних процесів виготовлення конденсаторів з технологічними процесами виготовлення інших елементів ІС.
Характеристики конденсаторів визначаються властивостями використовуваних матеріалів. До діелектрика конденсаторів пред'являються наступні вимоги:
1) високі – діелектрична проникність, електрична міцність і опір ізоляції;
2) малі – температурний коефіцієнт діелектричної проникності і діелектричні втрати, хороша адгезія, сумісність з технологічними процесами виготовлення інших елементів мікросхем. [5]
Діелектрик конденсатора формується методами термічного напилення, іонно-плазмового і реактивного розпилювання.
Для виготовлення діелектричних тонких плівок застосовують монооксиди кремнію SiO і германію GеO, оксиди алюмінію Al2O3, танталу Ta2O5, титана TiO2 і рідкоземельних металів. Високі питомі ємкості мають титанати барію і кальцію. При виготовленні діелектричних шарів товстоплівкових конденсаторів використовують пасти, які містять титанат барію або діоксид титану, що мають високу діелектричну проникність. [2]
Матеріал обкладок конденсатора повинен задовольняти наступним вимогам: мати низький електричний опір обкладань, хорошу адгезію, володіти низькою міграційною рухливістю атомів, високою корозійною стійкістю. [1]
Конденсатори, що підганяються
Іноді виникає необхідність конструювання плівкових конденсаторів з підвищеною точністю відтворення ємкості, що перевершує технологічні можливості способу їх виготовлення, а також конденсатори, ємкість яких може змінюватися в певних межах.
Підгонка може здійснюватися як у бік зменшення, так і у бік збільшення ємкості. Конструкція конденсатора, що підганяється, має підганяльні секції. Підганяльні секції можна довільно розміщувати по сторонах верхньої обкладки. При підгонці можливе збільшення ємкості конденсатора за допомогою дротяних перемичок. Додаткова ємність визначається площею обкладання секції, що додатково підключається.[3]
Плівкові індуктивні елементи
Такі елементи широко поширені в аналогових ІМС. Індуктивні елементи входять до складу коливальних контурів автогенераторів, смугових фільтрів, ланцюгів корекції частотних характеристик і так далі. Товщина плівкової спіралі залежить від робочої частоти і визначається глибиною проникнення електромагнітної хвилі в матеріал плівкового провідника. Для виготовлення плівкових спіралей застосовують матеріали з високою електропровідністю.[2]
Елементи комутації
Такі елементи (провідники і контактні площадки) служать для електричного з'єднання компонентів і елементів ІС між собою, а також для приєднання до виводів корпусу.
Електро-фізичні властивості комутаційних провідників і контактних площадок визначаються властивостями вживаних матеріалів, до яких пред'являються наступні вимоги:
1) висока електропровідність;
2) хороша адгезія до підкладки;
3) висока корозійна стійкість;
4) забезпечення низького і відтворного перехідного опору контактів;
5) можливість паяння або зварки виводів навісних компонентів;
6) сумісність технології нанесення плівкових комутаційних провідників і контактних площадок, з технологією виготовлення інших елементів мікросхем.
Найпоширенішим матеріалом тонкоплівкових провідників і контактних майданчиків в ГІС підвищеній надійності є золото з підшаром хрому, ніхрому або титану. Підшар забезпечує високу адгезію, а золото – потрібну електропровідність, високу корозійну стійкість, можливість паяння і зварки.[2]
Плівкові перехідні контакти
Контактний вузол двох плівкових елементів ІС має певний опір, залежний від геометрії і розмірів контакту, електропровідності контактуючих матеріалів, питомого перехідного опору контакту.
Під питомим перехідним опором розуміють опір одиниці площі контактного переходу струму, що протікає по нормалі до шарів контакту.
Цей опір обумовлений розсіянням носіїв струму на неоднорідностях в місці зіткнення двох металевих матеріалів; стрибкоподібною зміною атомної і електронної структури, а також наявністю чужорідних включень в місці контакту. Отже, значення питомого перехідного опору істотно залежить від природи контактуючих матеріалів, а також умов і способу їх формування. [1]
РОЗДІЛ 2. ТЕХНОЛОГІЯ ВИРОБНИЦТВА ІНТЕГРАЛЬНИХ МІКРОСХЕМ
Сукупність технологічних операцій, складових технологічний маршрут виробництва тонкоплівкових ІС, включає підготовку поверхні підкладки, нанесення плівок на підкладку і формування конфігурацій тонкоплівкових елементів, монтаж і збірку навісних компонентів, захист і герметизацію ІС від зовнішніх дій. Важливе значення при створенні ІС мають контрольні операції, а також підготовка виробництва: виготовлення комплекту масок і фотошаблонів, контроль компонентів ІС і початкових матеріалів. [4]
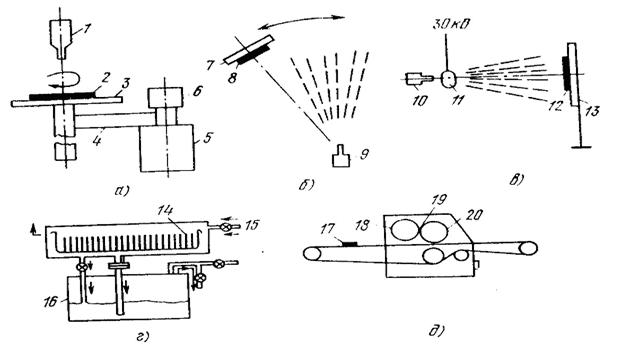
Нанесення плівок на підкладку ІС здійснюється:
а) термічним випаровуванням матеріалів у вакуумі з конденсацією пари цих матеріалів на поверхню підкладки;
б) іонним розпилюванням мішеней з матеріалів, що наносяться, з перенесенням атомів мішеней на поверхню підкладки;
в) хімічним осадженням плівок в результаті протікання хімічних реакцій в газовій фазі над поверхнею підкладки з утворенням плівкотвірної речовини з подальшим його осадженням на підкладку.
Для формування конфігурацій провідного, резистивного і діелектричного шарів використовують різні методи: масковий (відповідні матеріали напилюють на підкладку через знімні маски); фотолітографія (плівку наносять на всю поверхню підкладки, після чого витравляють з певних ділянок); електронно-променевий (деякі ділянки плівки видаляють за заданою програмою з підкладки шляхом випаровування під впливом електронного променя); лазерний (аналогічний електронно-променевому, тільки замість електронного застосовують промінь лазера). Найбільшого поширення набули два перші способи, а також їх поєднання.[3]
Похожие работы
... (задаючий) показує, яким чином виконуються помітки суміщення й обов'язкові для складних приладів тестові структури, що дозволяють перевіряти роздільну здатність фотолітографії, технологічні параметри (поверхневий опір, дефекти окисла) і електричні параметри пристрою. До другого виду відносяться вказівки про методику і критерії контролю характеристик виготовлених шаблонів: розмірів, сумісності, ...
... фоторезиста, тому крім підтримки чистоти треба домагатись того, щоб сила контактування була мінімальною. Радикальним рішенням є перехід на безконтактну фотолітографію - проекційну і фотолітографію із зазором. 3.Зниженню дефектів значною мірою сприяє автоматизація технологічних операцій і особливо процесів завантаження, транспортування і вивантаження пластин; маніпулювання пінцетами у виробництві ...
... фіксація ЕРЕ в потрібному положенні. Встановлюють ЕРЕ в такій послідовності: резистори, конденсатори, мікросхеми. Розміщення ЕРЕ на друкованій платі повинне сприяти спрощенню технологічного процесу і можливості застосовувати механізацію. [2] Найзручніше розташовувати всі елементи на тій стороні плати, де немає друкованих провідників. Таке розташування полегшує процес паяння. При розміщенні ЕРЕ ...
... для фахівців в області філософії, історії науки, религиоведения, соціології, соціальної психології, мистецтвознавства і інших наукових дисциплін. 2.3 Модернізація змісту астрономічної освіти на основі культурологічного підходу Модернізація освіти, що базується на інформаційно-комунікаційних технологіях, припускає формування нових моделей учбової діяльності, що використовують інформаційні і ...
0 комментариев